加压气化生产的主要工艺参数和常压气化比较
- 格式:ppt
- 大小:1.68 MB
- 文档页数:15
基于煤原料的加压气化制粗煤气分析【摘要】自从基于焦炭炉煤气为原料的高压合成氨法工业投入生产以来,对于氮肥以及合成氨的生产主要还是以焦炭为原料,但随着社会经济的发展对能源需求量的增加,能源短缺成为现代化生产的一个重大问题,开发新的生产工艺以减轻能源压力是社会经济技术发展的要求。
本文对以煤为原料进行加压气化生产合成氨的工艺技术进行探讨和分析,希望该工艺的使用和推广可以促进相关工业的生产。
【关键词】煤原料;气化方法;GSP技术;PMK炉科学技术伴随着社会经济的迅猛发展而不断提高,在原来的技术支持下进行新技术的开发和改造是科技发展与进步的有效手段,同时又提高了生产力,促进了社会经济的现代化发展的良性循环。
基于焦炭原料的间歇式固定层常压气化法是目前我国包括太化集团有限公司化肥厂在内的中、小型合成氨工业采用的最常见方法,该方法技术相当落后,是新型合成氨生产技术进行研究和改造的重点。
而以煤为原料的加压气化制粗煤气工艺成功代替了以焦炭炉煤气为原料的间歇式固定层常压气化工艺,并在具体生产中彰显出该工艺的优越性。
本文以基于煤原料的PKM炉(即固定层加压气化炉)以及GSP炉(即气流床加压气化炉)为例进行比较分析,对两种气化法的气化过程和出口气体成分以及其它相关工艺参数进分析和探究。
1.工艺原理及气化过程太化集团有限公司化肥厂20万t/a合成氨异地技术改造项目选用PMK炉炉型及固定层加压气化法工艺,固定层加压气化法有气化强度高、缩短合成氨工艺路线以及降低吨氨成本的优势。
而GSP炉炉型以及气流床加压气化法用于合成氨工艺,除了集PKM炉及固定层加压气化法工艺的优点外,而且生产出来的粗煤气的气体质量较高,还便于三废的有效治理。
1.1加料过程PMK炉—经破碎筛选,粒度在4mm~30mm之间的原料煤,用煤斗加入煤锁,并在煤锁内加压至炉内压力,然后从炉顶通过分布器均匀加入炉内。
GSP炉—原料煤经预热干燥、破碎,筛粒径小于0.2mm,在压力锁内用蒸汽加压,由给料器送往炉顶的喷嘴,并以燃烧状态进入炉内。
目录引言 (1)1碎煤加压气化装置 (2)1.1装置概况 (2)1.2岗位任务 (2)1.3原料 (2)2工艺原理 (3)2.1加压气化流程简述 (4)2.2产品规格(粗煤气) (8)3影响加压企划的因素 (9)3.1煤质对气化的影响 (9)3.2水分含量对气化的影响 (9)3.3灰分含量对气化的影响 (i10)3.4挥发份对气化的影响 (10)3.5硫分对气化的影响 (11)3.6粒度对气化的影响 (11)3.7煤的灰熔点和结渣性对气化的影响 (12)3.8煤的粘结性对气化的影响 (12)3.9煤的化学反应性的影响 (12)3.10煤的机械强度和热稳定性对气化的影响 (12)3.11灰熔点对气化的影响 (13)3.12灰样对气化操作的指导意义 (13)3.13入炉矸石含量增多,对气化炉的生产会带来有害的影响 (13)4碎煤加压气化技术特点 (14)5碎煤加压气化的优缺点: (14)6煤气化主要反应的反应机理 (15)6. 1、碳的氧化机理 (15)6.2、二氧化碳还原机理 (15)7与气化工艺有关的指标 (15)7.1:气化强度: (15)7.2:气化能力 (16)参考文献 (17)致谢 (18)引言论是从煤的深加工过程还是环保控制等诸多方面都要求对原煤加工过程都要求提高煤的利用率。
气化原理:在本质上是将煤由高煤的分子固态物质转变为低分子气态物质。
煤是一种固体化石燃料,与一般燃料比较,其元素组成中C、H比较高,将煤由固态转变为气态过程,也就是改变燃料C、H比结构的过程。
影响加压气化的因素很多如:水分含量对气化的影响;灰分含量对气化的影响;挥发份对气化的影;响硫分对气化的影响;粒度对气化的影响;煤的灰熔点和结渣性对气化的影响;煤的粘结性对气化的影响煤的化学反应性的影响煤的机械强度和热稳定性对气化的影响;灰熔点对气化的影响等。
控制好各种对加压气化有影响的因素的指标能更好地利用煤的价值更有利于保护环境,降低污染和充分利用资源。
航天炉⼯艺及主要设备参数航天炉⼯艺及主要设备参数介绍1、⽣产⼯艺介绍本装置为HT-L粉煤加压⽓化装置,是由北京航天院设计的⽰范装置,设计⽇消耗原料煤约929.64吨,消耗氧⽓约48.6万⽴⽅⽶。
在4.0MPa条件下通过⽓化反应,⽣产CO+ H2为1.22×106Nm3/d,经洗涤后送变换。
HT-L粉煤⽓化⼯艺是⼀种以⼲煤粉为原料,采⽤激冷流程⽣产粗合成⽓的⼯艺。
HT-L粉煤⽓化⼯艺采⽤了盘管式⽔冷壁⽓化炉,顶喷式单烧嘴,⼲法进料及湿法除渣,在较⾼温度(1400~1700℃)及压⼒(4.0 MPa左右)下,以纯氧及少量蒸汽为⽓化剂的⽓化炉中对粉煤进⾏部分⽓化,产⽣以CO、H2为主的湿合成⽓,经激冷和洗涤后,饱和了⽔蒸汽并除去细灰的合成⽓,送⼊变换系统。
该HT-L粉煤加压⽓化装置包括1500、1600、17000、1800四个单元:其中1500单元为磨煤单元、1600单元为粉煤加压及输送单元、1700单元为⽓化及合成⽓洗涤单元、1800单元为渣及灰⽔处理单元。
1500单元、1600单元、1700单元、均为双套装置、1800单元为单套装置。
1.1航天炉⼯艺原理航天炉属于粉煤加压⽓流床,利⽤纯氧和少量蒸汽为⽓化剂,⼆氧化碳或氮⽓输送粉煤,有特质的粉煤烧嘴送⼊⾼温⾼压的⽓化室完成⽓化反应,⽣成以CO和H2为主要成分的合成⽓,⽓室多余的热量由⽔冷壁吸收产⽣中压蒸汽,煤中的灰分形成熔渣,与⾼温合成⽓⼀同进⼊激冷室进⾏⽔激冷后排出⽓化炉。
1.2⽓化炉主要结构⽓化炉主要由⽓化炉外壳、螺旋盘管和⽔冷壁和激冷室内件组成,⽓化炉外壳为三类压⼒容器,螺旋盘管和⽔冷壁由⽓化室主盘管、渣⼝盘管、炉盖盘管三部分组成,盘管内⽔循环为强制循环,通过汽包副产中压饱和蒸汽,⽔冷壁向⽕侧敷有耐⽕材料⼀⽅⾯为了减少热损失,另⼀⽅⾯为了挂渣,充分利⽤渣层的隔热功能,以渣抗渣保护炉壁,⽓化炉上部为⽓化段,下部为熔渣激冷段,⽓化段位圆柱形反应室,激冷段内有激冷环、下降管、上升管和渣池⽔分离挡板等主要部件。

三种煤气化工艺的比较三种煤气化工艺的比较煤气化技术视炉内气-固状态和运动形式,主要分为三大类∶以块煤(10~50mm)为原料的固定床;以碎煤(小于6mm)为原料的流化床;以粉煤(小于0.1mm)为原料的气流床。
为提高单炉能力和降低能耗,现代气化炉均在适当的压力(1.5~4.5MPa)下运行,相应地出现了增压固定床、增压流化床和增压气流床技术。
我国绝大多数正在运行的气化炉仍为水煤气或半水煤气固定床。
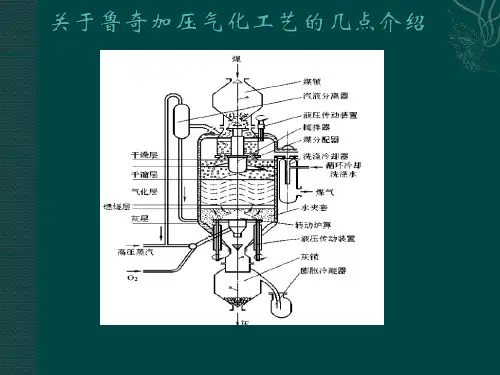
1.固定床气化工艺先进的固定床气化工艺以鲁奇移动床加压气化为代表,其主要优点包括:可以使用劣质煤气化;加压气化生产能力高;氧耗量低,是目前三类气化方法中氧耗量最低的方法;鲁奇炉是逆向气化,煤在炉内停留时间长达1h,反应炉的操作温度和炉出口煤气温度低,碳效率高、气化效率高。
虽然鲁奇气化工艺优点很多,但由于固定床气化只能以不粘块煤为原料,不仅原料昂贵,气化强度低,而且气-固逆流换热,粗煤气中含酚类、焦油等较多,使净化流程加长,增加了投资和成本。
2.气流床气化工艺德士古炉、K-T炉、壳脾炉,以粉煤为原料的气流床在极高温度下运行(1300-1500℃),气化强度极高,单炉能力己达2500煤/日,我国进口的德士古炉也达400~700煤/日,气体中不含焦油、酚类,非常适合化工生产和先进发电系统的要求。
气流床气化工艺的优点包括.煤种适应范围较宽,水煤浆气化炉一般情况下不宜气化褐煤(成浆困难),工艺灵活,合成气质量高,产品气可适用于化工合成,制氢和联合循环发电等.气化压力高,生产能力高.不污染环境,三废处理较方便。
该工艺缺点是,高温气化为使灰渣易于排出,要求所用煤灰熔点低(小于1300℃),含灰量低(低于10%-15%),否则需加人助熔剂(CaO或Fe2O3)并增加运行成本。
这一点特别不利于我国煤种的使用。
此外,高温气化炉耐火材料和喷嘴均在高温下工作,寿命短、价格昂贵、投资高,气化炉在高温运行,氧耗高,也提高了煤气生产成本。

说明提前投产,煤气化很关键。
怎样才能开好造气装置的这个“龙头”,争取一次试车成功,这是我们造气组全体人员必须严肃对待的问题。
为了尽快理解和掌握鲁奇煤加压气化装置的生产过程,我们将原单位学习中提出的问题,收集整理成此册。
其中,分为理论、煤锁、灰锁、气化操作,工艺流程,煤气冷却,液压,设备,仪表九大部分,包括了基本概念,操作,事故处理,安全四个方面的内容。
尽管我们进行了反复的学习、讨论,做了多方面的努力,但由于现有资料的缺乏,时间仓促,加之我们对该装置技术资料的消耗得并不很透,因此在解答问题的时候一定存在着许多不足之处,有些甚至是错误的。
我们热烈欢迎同志们在翻阅的过程中,发现问题即使给予指正,与我们共同讨论。
造气车间一.煤气化理论部分1:什么叫煤加压气化?答:煤炭在高温条件下与气化剂进行热化学反应制成煤气的过程称为煤炭的气化。
该过程是在压力下进行则为煤的加压气化。
2:简述鲁奇加压气化的过程和发展方向?答:鲁奇加压发展过程可分为三个阶段:第一阶段:任务证明气化理论在工业上实现移动床加压气化。
1936年对不同煤种进行了三十四次试验,在这基础上设计了MaRK-Ⅰ型气化炉。
此炉特点是炉内衬有耐火砖,灰锁置于炉侧,气化剂由主轴通入炉内。
炉身较低,路径较小。
这种炉气化强度低,产气量仅为4500~8000NM3/h,而且仅适用于褐煤气化。
第二阶段;任务,扩大煤种,提高气化强度。
为此设计出了第二代气化炉,其特点是;①改进了炉篦的布气方式。
②增加了破粘装置,灰锁置于中央,侧向传动。
炉型有MaRK-Ⅱ型和MaRK-Ⅲ型。
一台炉产气量为14000-17000 NM3/h.第三阶段:任务,继续提高气化强度和扩大使用煤种。
设计了MaRK-Ⅳ型,内径3.84米,产气量35000-50000 NM3/h.其主要特点是:①改进了煤分布器与破粘装置,从而可气化炼焦煤外的所有煤种。
②设置多层炉篦,布气均匀,气化强度高,灰渣残碳少。
③采用了先进的制造技术与控制系统。
加压气化单元加压气化单元是指利用高温和高压条件下对固体或液体物质进行气化处理的装置。
它是现代化工过程中重要的生产设备之一,广泛应用于煤炭化工、石油化工、天然气化工等领域。
下面将从工艺原理、设备结构、应用领域和发展趋势等方面进行详细介绍。
加压气化单元的工艺原理是利用高压条件下的化学反应,将固体或液体燃料转化为气体燃料。
在高温和高压环境中,燃料与气体化剂发生反应,通过气化反应将碳含量较高的化合物转化为气体,主要产物为一氧化碳和氢气。
这种气体燃料具有高热值、易于储存和利用等特点,可用于发电、燃料、化工原料等方面。
加压气化单元通常由几个主要的设备组成,包括气化炉、气化反应器、冷凝器、气体分离装置和废气处理装置等。
气化炉是核心设备,用于提供高温和高压条件,使燃料发生气化反应。
气化反应器是进行燃料气化反应的主要装置,通过适当的催化剂和反应条件,实现燃料的高效气化。
冷凝器用于冷却反应产生的热量,将气体产物中的液体成分分离出来。
气体分离装置用于分离气体产物中的不同组分,使其达到特定的纯度要求。
废气处理装置用于处理气化反应中产生的废气,保证环境的清洁和安全。
加压气化单元在煤炭化工、石油化工、天然气化工等领域具有广泛的应用。
在煤炭化工中,加压气化单元可将煤炭转化为合成气,用于发电和化工原料。
在石油化工中,加压气化单元可将重油等液体燃料转化为气体燃料,用于炼油和化工生产。
在天然气化工中,加压气化单元可对天然气进行气化处理,提高其利用效率。
加压气化单元的发展趋势主要体现在以下几个方面。
首先,技术水平的提高,包括气化反应器设计、催化剂的研发和反应条件的优化等方面,以提高气化效率和产物纯度。
其次,设备结构的改进,主要包括加大反应器容量、提高冷凝器效果和优化废气处理装置等方面,以提高整体设备的稳定性和可靠性。
再次,应用领域的拓展,加压气化单元可被应用于更广泛的领域,如生物质气化、城市固废气化、焦化气气化等方面,以实现资源的高效利用和环境的友好处理。
目录引言 (1)1碎煤加压气化装置 (2)1.1装置概况 (2)1.2岗位任务 (2)1.3原料 (2)2工艺原理 (3)2.1加压气化流程简述 (4)2.2产品规格(粗煤气) (8)3影响加压企划的因素 (9)3.1煤质对气化的影响 (9)3.2水分含量对气化的影响 (9)3.3灰分含量对气化的影响 (i10)3.4挥发份对气化的影响 (10)3.5硫分对气化的影响 (11)3.6粒度对气化的影响 (11)3.7煤的灰熔点和结渣性对气化的影响 (12)3.8煤的粘结性对气化的影响 (12)3.9煤的化学反应性的影响 (12)3.10煤的机械强度和热稳定性对气化的影响 (12)3.11灰熔点对气化的影响 (13)3.12灰样对气化操作的指导意义 (13)3.13入炉矸石含量增多,对气化炉的生产会带来有害的影响 (13)4碎煤加压气化技术特点 (14)5碎煤加压气化的优缺点: (14)6煤气化主要反应的反应机理 (15)6. 1、碳的氧化机理 (15)6.2、二氧化碳还原机理 (15)7与气化工艺有关的指标 (15)7.1:气化强度: (15)7.2:气化能力 (16)参考文献 (17)致 (18)引言论是从煤的深加工过程还是环保控制等诸多方面都要求对原煤加工过程都要求提高煤的利用率。
气化原理:在本质上是将煤由高煤的分子固态物质转变为低分子气态物质。
煤是一种固体化石燃料,与一般燃料比较,其元素组成中C、H比较高,将煤由固态转变为气态过程,也就是改变燃料C、H比结构的过程。
影响加压气化的因素很多如:水分含量对气化的影响;灰分含量对气化的影响;挥发份对气化的影;响硫分对气化的影响;粒度对气化的影响;煤的灰熔点和结渣性对气化的影响;煤的粘结性对气化的影响煤的化学反应性的影响煤的机械强度和热稳定性对气化的影响;灰熔点对气化的影响等。
控制好各种对加压气化有影响的因素的指标能更好地利用煤的价值更有利于保护环境,降低污染和充分利用资源。
13种煤气化工艺比较1.常压固定床间歇式无烟煤(或焦炭)气化技术目前我国氮肥产业主要采用的煤气化技术之一,其特点是采用常压固定床空气、蒸汽间歇制气,要求原料为准 25~75mm的块状无烟煤或焦炭,进厂原料利用率低,单耗高、操作繁杂、单炉发气量低、吹风放空气对大气污染严重,属于将逐步淘汰的工艺。
(直接使用空气中氧气)2.常压固定床无烟煤(或焦炭)富氧连续气化技术其特点是采用富氧为气化剂、连续气化、原料可采用标准15~35mm粒度的无烟煤或焦炭,提高了进厂原料利用率,对大气无污染、设备维修工作量小、维修费用低,适合用于有无烟煤的地方,对已有常压固定层间歇式气化技术进行改进。
(氧气纯度30%-50%)。
3.常压固定床纯氧连续气化技术其特点是采用纯氧与蒸汽、或纯氧与二氧化碳为气化剂、连续气化、原料可采用标准8~25mm粒度的无烟煤、焦炭、半焦、型煤、型焦等,进厂原料利用率高,无废气排放,无涨库冷却水,对大气环境无污染、气化效率高、灰渣残炭0~3%。
煤气质量高,水煤气CO+H2=82~85%,CO2制CO粗气中CO=70~72%。
设备流程简化,维修工作量小、大修周期长,维修费用低,适合用于化工、化肥、制氢、燃气等装置配置使用。
(氧气纯度≥99.6%、气化强度:生产水煤气时1400~1600m3/m2/h)。
4.鲁奇固定床煤加压气化技术主要用于气化褐煤、不粘结性或弱粘结性的煤,要求原料煤热稳定性高、化学活性好、灰熔点高、机械强度高、不粘结性或弱粘结性,适用于生产城市煤气和燃料气。
其产生的煤气中焦油、碳氢化合物含量约1%左右,甲烷含量约10%左右。
焦油分离、含酚污水处理复杂,不推荐用以生产合成气。
5.灰熔聚煤气化技术中国科学院山西煤炭化学研究所技术。
其特点是煤种适应性宽,属流化床气化炉,煤灰不发生熔融,而只是使灰渣熔聚成球状或块状灰渣排出。
可以气化褐煤、低化学活性的烟煤和无烟煤、石油焦,投资比较少,生产成本低。
鲁奇碎煤加压气化工艺分析一、鲁奇加压气化发展史鲁奇炉是德国鲁奇煤气化公司研究生产的一种煤气化反应器。
该炉型的发展经历了漫长的过程,其发展过程可分为三个阶段。
1、第一阶段:任务是证明煤炭气化理论在工业上实现移动床加压气化。
1936年至1954年,鲁奇公司进行了34次试验。
在这基础上设计了MARK—Ⅰ型气化炉。
该炉型的特点是炉内设有耐火砖,灰锁置于炉侧,气化剂通过炉篦主轴通入炉内。
炉身较短,炉径较小。
这种炉气化强度低,产气量仅为4500~8000Nm3/h,而且仅适用于褐煤气化。
2、第二阶段:任务是扩大煤种,提高气化强度。
为此设计出了第二代气化炉,其特点是(1)改进了炉篦的布气方式。
(2)增加了破粘装置,灰锁置于中央,炉篦侧向传动,(3)去掉了炉膛耐火砖。
炉型有MARK—Ⅱ型与MARK—Ⅲ型。
单台炉产气量为14000~17000Nm3/h。
3、第三阶段:任务是继续提高气化强度和扩大煤种适用范围。
设计了MARK—Ⅳ型炉,内径3.8米,产气量35000~50000Nm3/h,其主要特点是:(1)增加了煤分布器,改进了破粘装置,从而可气化炼焦煤以外的所有煤。
(2)设置多层炉篦,布气均匀,气化强度高,灰渣残炭量少。
(3)采用了先进的制造技术与控制系统,从而增加了加煤排灰频率,运转率提高到80%以上。
4、第四代加压气化炉:第四代加压气化炉是在第三代的基础上加大了气化炉的直径(达Ф5m),使单炉生产能力大为提高,其单炉产粗煤气量可达75000m3(标)/h(干气)以上。
目前该炉型仅在南非sasol公司投入运行。
今后鲁奇炉的发展方向:(1)降低汽氧比,提高气化层温度,扩大煤种适用范围,灰以液态形式排出,从而提高蒸汽分解率,增加热效率,大幅度提高气化强度,气化强度可由2.4t/m2h提高到3-5t/m2h.煤气中的甲烷可下降到7%以下。
(2)提高气化压力,根据鲁尔—100型炉实验,当压力由2.5Mpa提高到10.0Mpa,煤的转化率及气化强度可成倍增加,氧与蒸汽的消耗减少,煤的粒度也可以减少。
主要气化工艺对比气化工艺● 水煤浆加压气化①GE水煤浆加压气化工艺GE水煤浆加压气化法为目前世界上先进的气化技术之一,属气流床加压气化法。
其特点是该工艺对煤的适应范围较宽,可利用粉煤,单台气化炉生产能力较大,气化操作温度高,液态排渣,碳转化率高,煤气质量好,甲烷含量低,不产生焦油、萘、酚等污染物。
排出粗灰渣可以用做水泥的原料和建筑材料。
三废处理简单,易于达到环境保护的要求。
生产控制水平高,易于实现过程自动化及计算机控制。
A. 加压水煤浆气化的优点a)煤种适应性广年轻烟煤,粉煤皆可作原料,灰熔点要求不超过1350℃,煤可磨性和成浆性好,制得煤浆浓度要高于60%(wt)为宜。
b)气化压力范围大从2.5~8.0MPa(G)皆有工业化装置,以4.0MPa(G)和6.5MPa(G)较为普遍,气化压力高可节省合成气压缩功。
c)气化炉热量利用有激冷工艺制得含蒸汽量高的合成气如用于生产合成氨、甲醇、制氢等,在变换工序不需再外加蒸汽,也可采用废锅流程回收热量副产高压蒸汽,但废锅设备价格较高,可择优选用。
d)气化炉内无传动装置,结构比较简单。
e)单位体积产气量大,一台直径3200mm,6.5MPa气化炉产生气体,可日产甲醇1500吨。
f)有效气成分高,CO+H2≥80%(v%),排渣无污染,污水污染小易处理。
因高温气化,气体中含甲烷很低(CH4≤0.1%),无焦油,气化炉排渣无污染可用作铺路路渣,污水含氰化物少易处理。
g)产品气一氧化碳和氢含量高是碳一化学最好合成原料气,可用来生产合成氨,甲醇,制氢,羟基合成原料气,用途广泛。
h)碳转化率高最高可达98%。
B. 水煤浆气化对煤质要求a)GE水煤浆气化对煤质适应性较广。
除褐煤、泥煤及热值低于22940kJ/kg ,灰熔点高于1350℃的煤不太适用外,其他粘结性煤,含灰量较高的煤,石油焦,烟煤均可作原料。
b)煤中灰含量对消耗指标的影响,煤中的灰含量增加会增加氧气的消耗,同时也增加每m3(标)(CO+H2)气体的煤消耗量,一般煤中灰含量从20%(wt)降到6%(wt),可节省5%无灰干基煤消耗,节省氧气消耗10%左右。