鲁奇加压气化炉工艺操作
- 格式:docx
- 大小:23.17 KB
- 文档页数:6
鲁奇气化炉正常操作、维护和事故处理档鲁奇气化炉正常操作、维护和事故处理1.鲁奇气化炉正常操作、维护1.1 正常操作说明单台气化炉及整个气化装置的操作设置了各种自动控制器及报警、联锁停车系统。
一些控制器的设定值必须根据下列变化行之有效时调整;——灰的性能大幅度变化。
——粗煤气中CO2含量超标。
——温度超指标。
——单台气化炉负荷大幅度变化。
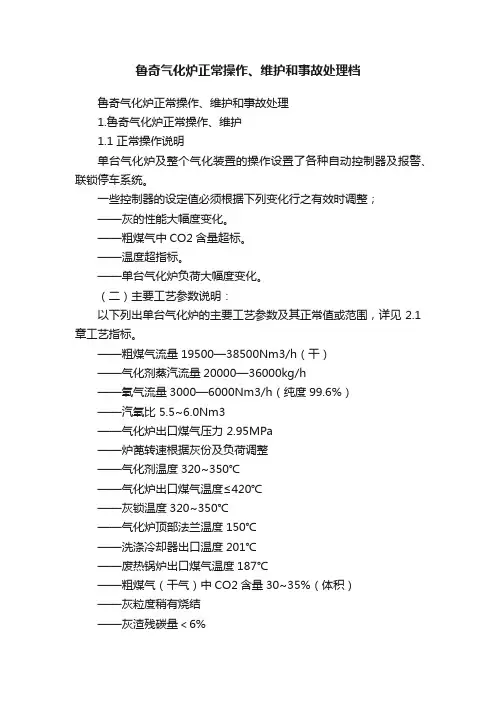
(二)主要工艺参数说明:以下列出单台气化炉的主要工艺参数及其正常值或范围,详见2.1章工艺指标。
——粗煤气流量19500—38500Nm3/h(干)——气化剂蒸汽流量20000—36000kg/h——氧气流量3000—6000Nm3/h(纯度99.6%)——汽氧比 5.5~6.0Nm3——气化炉出口煤气压力 2.95MPa——炉蓖转速根据灰份及负荷调整——气化剂温度320~350℃——气化炉出口煤气温度≤420℃——灰锁温度320~350℃——气化炉顶部法兰温度150℃——洗涤冷却器出口温度201℃——废热锅炉出口煤气温度187℃——粗煤气(干气)中CO2含量30~35%(体积)——灰粒度稍有烧结——灰渣残碳量<6%1.2 气化炉操作指南注:本部分仪表都写的是第一系列的位号,第二、三系列和第一系列相同。
在正常操作中,主要工艺参数的控制参照2.1工艺指标一节,详细的控制及处理措施参照下述气化炉操作指南,其目的是为了帮助操作者找出偏离正常条件的原因及相应的处理措施。
a)混合管前后温差TDI-21CT007气化剂混合管前后温差高说明气化剂温度低。
气化剂温度低,最严重的情况可能由于气化剂中O2含量高而引起,这将导致渣块的形成和严重的影响炉篦的运行,此外,如果灰床低将会对炉篦带来损坏性影响,遇有这种情况应检查下述项目:1)检查汽氧比,如果低,增加蒸汽流量,提高汽氧比。
2)检查粗煤气中CO2含量,如偏低,提高汽氧比,相应提高了汽化剂温度。
3)检查灰粒度及灰质情况,如果有大块融渣形成,增加汽氧比,相应提高了气化剂温度。
鲁奇碎煤加压气化工艺分析一、鲁奇加压气化发展史鲁奇炉是德国鲁奇煤气化公司研究生产的一种煤气化反应器。
该炉型的发展经历了漫长的过程,其发展过程可分为三个阶段。
1、第一阶段:任务是证明煤炭气化理论在工业上实现移动床加压气化。
1936年至1954年,鲁奇公司进行了34次试验。
在这基础上设计了MARK—Ⅰ型气化炉。
该炉型的特点是炉内设有耐火砖,灰锁置于炉侧,气化剂通过炉篦主轴通入炉内。
炉身较短,炉径较小。
这种炉气化强度低,产气量仅为4500~8000Nm3/h,而且仅适用于褐煤气化。
2、第二阶段:任务是扩大煤种,提高气化强度。
为此设计出了第二代气化炉,其特点是(1)改进了炉篦的布气方式。
(2)增加了破粘装置,灰锁置于中央,炉篦侧向传动,(3)去掉了炉膛耐火砖。
炉型有MARK—Ⅱ型与MARK—Ⅲ型。
单台炉产气量为14000~17000Nm3/h。
3、第三阶段:任务是继续提高气化强度和扩大煤种适用范围。
设计了MARK—Ⅳ型炉,内径3.8米,产气量35000~50000Nm3/h,其主要特点是:(1)增加了煤分布器,改进了破粘装置,从而可气化炼焦煤以外的所有煤。
(2)设置多层炉篦,布气均匀,气化强度高,灰渣残炭量少。
(3)采用了先进的制造技术与控制系统,从而增加了加煤排灰频率,运转率提高到80%以上。
4、第四代加压气化炉:第四代加压气化炉是在第三代的基础上加大了气化炉的直径(达Ф5m),使单炉生产能力大为提高,其单炉产粗煤气量可达75000m3(标)/h(干气)以上。
目前该炉型仅在南非sasol公司投入运行。
今后鲁奇炉的发展方向:(1)降低汽氧比,提高气化层温度,扩大煤种适用范围,灰以液态形式排出,从而提高蒸汽分解率,增加热效率,大幅度提高气化强度,气化强度可由2.4t/m2h提高到3-5t/m2h.煤气中的甲烷可下降到7%以下。
(2)提高气化压力,根据鲁尔—100型炉实验,当压力由2.5Mpa提高到10.0Mpa,煤的转化率及气化强度可成倍增加,氧与蒸汽的消耗减少,煤的粒度也可以减少。

工艺技术知识煤炭气化是用于描述把煤炭转化成煤气的一个广义的术语,可定义为:煤炭在高温条件下,与气化剂进行热化学制得反应煤气的过程。
进行煤炭气化的设备叫气化炉(煤气发生炉)。
煤气化生产工艺包括煤的气化、粗煤气的净化、煤气组成的调整。
气化炉制得的粗煤气成分很复杂,主要有CO2、CO、H2、CH4、H2S等,无论煤气作何用途,均需净化处理可使得:(1)清除煤气中的有害杂质;(2)回收粗煤气中一些有价值的副产品;(3)回收粗煤气的显热。
根据煤气的用途不同,其组成要相应地进行调整处理如煤气若作城市煤气,则粗煤气中CO就需调整在符合安全规定范围内;煤气若作合成氨或合成甲醇的原料气,其组成中的CH4又需转化成H2;.可见煤气用途不同,煤气组成的调整工艺也不同。
煤气化系统包括备煤、气化、变换、煤气冷却所组成的气化系统和有煤气水分离、脱酚氨回收所组成的副产品回收系统以及用于废水处理的生化处理。
就上述工艺予以分别介绍。
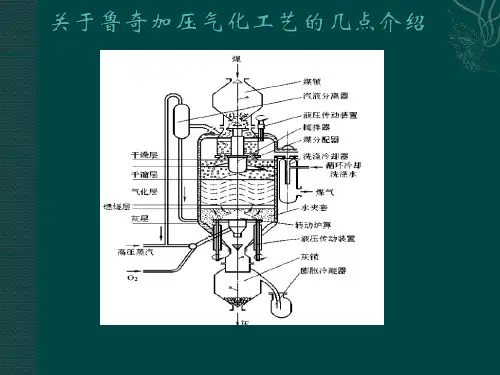
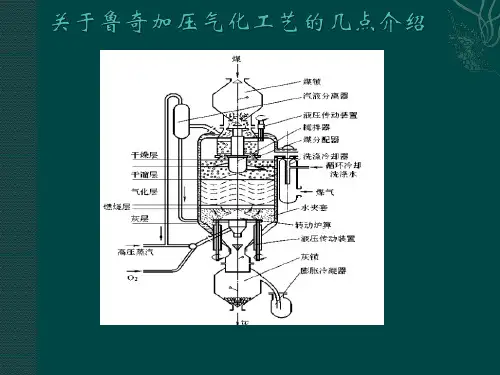
气化炉总布置图序号设备名称及代号①气化炉B606AOI②煤锁V606A01③煤锁溜槽V606A02④煤仓V606A03⑤灰锁V606A04⑥洗涤冷却器V606A06⑦膨胀冷却器V606A07⑧煤锁气洗涤器V606A08⑨煤锁气气柜V606A09⑩开车煤锁气洗涤器V606A10 ⑾火炬气汽液分离器V606A11 ⑿火炬导燃器和火炬筒V606A12 ⒀夹套蒸汽分离器F606A01 ⒁粗煤气分离器F606A02⒂煤尘气分离器F606A03⒃煤锁气分离器F606A04⒄开车煤气分离器F606A05 ⒅煤锁气引射器J606A01⒆洗涤冷却循环水泵J606A02 ⒇煤锁气洗涤水泵J606A04 (21 开车煤气洗涤水泵J606A05(22 火炬冷凝液泵J606A06(23 气化剂混合管L606A01(24 洗涤冷却器刮刀L606A02(25 废热锅炉C606A01煤的气化一:工艺概述粒度为5~50㎜的原料煤由储煤仓经煤锁间断地加入到气化炉内,在3.1MPa压力下,煤自上经下经干燥层、干馏层、气化层逐层下移,与底部进入的气化剂(蒸汽+氧气)逆流接触发生气化反应,生成的煤气将热量传递给下降的煤层,以约600~700℃的温度离开气化炉。
鲁奇加压气化炉炉型构造及工艺流程鲁奇加压气化炉炉型构造及工艺流程4.第三代加压气化炉第三代加压气化炉是在第二代炉型上的改进,其型号为Mark-Ⅲ,是目前世界上使用最为广泛的一种炉型。
其内径为Ф3.8m,外径Ф4.128m,炉体高为12.5m,气化炉操作压力为3.05Mpa。
该炉生产能力高,炉内设有搅拌装置,可气化强黏结性烟煤外的大部分煤种。
第三代加压气化炉如图4-3-21所示。
煤液压大齿轮上有孔4562循环水3粗煤气__--煤箱;2--上部传动装置;3--喷冷器;4--群板;5--布煤气;6--搅拌器;7--炉体;8--卢箅;9--炉箅传动装置;10--灰箱;11-刮刀;12--保护板;水蒸汽和氧气10 图4-3-21 第三代加压气化炉为了气化有一定黏结性的煤种,第三代气化炉在炉内上部设置了布煤器与搅拌器,它们安装在同一空心转轴上,其转速根据气化用煤的黏结性及气化炉生产负荷来调整,一般为10~20r/h,从煤锁加入的煤通过布煤器上的两个布煤孔进入炉膛内,平均每转布煤15~20mm厚,从煤锁下料口到煤锁之间的空间,约能储存0.5h气化炉用煤量,以缓冲煤锁在间歇充、泄压加煤过程中的气化炉连续供煤。
在炉内,搅拌器安装在布煤器的下面,其搅拌桨叶一般设有上、下两片桨叶。
桨叶深入到煤层里的位置与煤的结焦性能有关,其位置深入到气化炉的干馏层,以破除干馏层形成的焦块。
桨叶的材质采用耐热钢,其表面堆焊硬质合金,以提高桨叶的耐磨性能。
桨叶和搅拌器、布煤器都为壳体结构,外供锅炉给水通过搅拌器、布煤器,最后从空心轴内中心管,首先进入搅拌器最下底的桨叶进行冷却,然后再依次通过冷却上桨叶、布煤器,最后从空心轴与中心管间的空间返回夹套形成水循环。
该锅炉水的冷却循环对布煤搅拌器的正常运行非常重要。
因为搅拌桨叶处于高温区工作,水的冷却循环不正常将会使搅拌器及桨叶超温烧坏造成漏水,从而造成气化炉运行中断。
该炉型也可用于气化不黏结性煤种。
鲁奇气化炉的操作管理(试用版)•气化炉的操作管理指的是气化生产过程的控制,只有正确控制才能保证操作的正常、高效与稳定。
•第一节气化炉的开车•气化炉开车操作控制的好坏,直接关系到正常生产后稳定运行的周期和气化生产负荷的高低。
•一、气化炉开车前系统的检查确认•能否顺利的使气化炉一次开车成功,对整个系统的认真检查确认是必要的。
•1、强度和气密性检查•初次安装或检修完毕的设备(压力容器)必须经过强度和气密性检查。
设备的强度检查通常采用水压试验来完成,即在设备容器内充满水并将与其它设备用•盲板隔离开,用——高压水泵(打压泵)与设备相连。
开启打压泵对设备加压,一般强度试验压力是操作压力的1.5倍。
如气化炉系统操作压力为3.0MPa,则试验压力为4.5MPa。
加压初期要在设备的最高点排气,以防气体在设备内冲荡影响试验结果。
•为避免系统泄漏(不严密)在开车中产生煤气外漏造成安全事故或开车工作反复,在开车前进行工艺系统气密性检查是十分必要的。
试验时,开车试验炉应与运行生产系统用盲板隔离,以免两个系统的空气与煤气介质互窜,影响安全。
按照鲁奇规范要求,气密性试验是在低压下进行,试验压力为0.5MPa,介质采用装置空气。
气密检查过程中,应在所有法兰结合处、焊缝处仔细地涂上皂液检查是否漏气,发现漏气应设法消除,直至合格。
•2、系统完整性的确认检查•气化炉开车前应对系统进行完整性检查,检查各部件是否安装到位,各法兰是否联结牢固,仪表、孔板等是否安装正确。
•3、机械功能检查•为了确保气化炉长周期稳定运行,各运转设备的功能检查是十分必要的,开启液压系统、对液压系统的功能进行检查调整;开启夹套水循环泵、煤气水循环泵、水力排灰系统等设备,检查转向是否正确,电机电流是否正常。
机械手轮操作煤、灰锁循环正常。
•4、仪表功能确认•鲁奇三代气化炉仪表控制多,自动化程度高,因此开车确认仪表功能对于气化炉的运行•操作是致关重要的。
各阀门(电动阀、调节阀)的阀位与控制室控制器上的输出要对应;气化炉安全停车联锁功能正常;煤、灰锁控制室遥控操作正常;控制室操纵炉篦、运转正常且调速自如。
鲁奇加压气化炉工艺操作
新疆广汇新能源造气车间--程新院
一、相关知识
1、影响化学平衡的因素有三点:①反应温度(T)、②反应压力(P)、
③反应浓度(C)。
勒夏特列原理:如果改变影响化学平衡条件之一(T、P、C),平衡将向着能够减弱这种改变的方向移动。
2、气化炉内氧化层主反应方程式
① 2C+O₂=CO₂(-Q)ΔH<0
②2C+O₂=2CO(-Q)ΔH₂<0
ΔH<ΔH₂
3、气化炉内还原层主反应方程式
③C+CO₂=2CO(+Q)ΔH₃>0
④C+H₂O=CO+H₂(+Q)ΔH₄>0
⑤C+2H₂=CH₄(+Q)ΔH5>0
ΔH₃>ΔH₄>ΔH5
|ΔH|>ΔH₃>|ΔH₂|>ΔH₄>ΔH₄
4、煤灰熔点对气化炉的影响
鲁奇气化炉的操作温度介于煤的DT(变形温度)和ST(软化温度)之间。
若入炉煤的灰熔点高,则操作时适当降低汽氧比,相应提高炉温,蒸汽分解率增加,煤气水产量低,气化反应完全,有利于产气。
但是受气化炉设计材料的制约,汽氧比不能无限制降低,否则可能会烧坏炉篦及内件。
因此受设备材质的局限,煤灰熔点不能太高,
一般控制在1150℃≦DT≦1250℃。
反之,若煤灰熔点低,则操作时要适当提高汽氧比,相应降低炉温(防止炉内结渣,造成排灰困难),蒸汽分解率降低,煤气水产量增加,气化反应速度减缓,不利于产气。
因此入炉煤的灰熔点要尽可能在一定的范围内,不能变化太大。
二、汽氧比的判断
鲁奇加压气化炉汽氧比是调整控制气化过程温度,改变煤气组份,影响副产品产量及质量的重要因素。
汽氧比过低,会造成气化炉结渣,排灰困难,不利于产气;汽氧比过高,会造成灰细或排灰困难,煤气水产量增加等。
因此,在不引起灰份熔融的情况下,尽可能采用低的汽氧比。
汽氧比的高低应该结合煤气组份中有效气体的含量、灰样和指标参数做出准确的判断!
1、从煤气组份¹判断汽氧比的高低
我们在实际操作中一般都根据CO2、CO、H2、CH₄来判断汽氧比的高低,下面分情况进行说明。
¹:我公司白石湖煤产气组份
a、煤气组份中CO2和CH₄同时降低,CO和H2同时升高,这种情况最容易判断,根据还原层反应方程式
③C+H₂O=CO+H₂ΔH₃>0
④C+CO₂=2COΔH₄>0
上述反应都为吸热反应,只有提供足够的热量才能促使上述反应速度加快,生成物增加。
所以,当CO和H2同时升高时,说明炉温高,汽氧比低。
再结合灰样,若灰样中有大量较坚硬的渣块,相应的可能夹套耗水大,气化剂温(T008)度偏低,温差(TD007)偏高,此时可适当提高汽氧比。
相反,若CO和H2同时降低,灰样中大块少,可适当降低汽氧比。
b、煤气组份中CO和H2没有同步变化,而是CO2和H2偏低,CO和CH₄偏高,则说明炉温低,汽氧比高,应该适当降低汽氧比。
单独根据H2低、CH₄高来看,说明炉温低。
可为什么CO2低、CO高呢?[方程式④C+CO₂=2CO ΔH₄>0] 由于炉温低,汽氧比高,造成灰细,床层孔隙率小,床层阻力大,CO₂在炉内停留时间长,相当于增加反应物浓度,有利于CO的生成,大量的CO₂被还原程CO。
因此该适当降低汽氧比,提高炉温。
必要时结合灰样再做调整!
c、煤气组份中CO2没有明显的变化,CO偏低,H2含量增加,CH₄含量减少。
这种情况说明炉温过高²,应适当增加汽氧比降低炉温再看气体分析和灰样的变化有无好转!²:我们知道,当汽氧比低,炉温高时,CO和H2含量增加,CO2和CH₄含量偏低。
可为什么会有上述的情况,因为氧化层的主反应
① 2C+O₂=CO₂(-Q)ΔH<0
②2C+O₂=2CO(-Q)ΔH₂<0
ΔH<ΔH₂
都为放热反应,当炉温过高时,抑制了CO₂和CO的生成,又因为
|ΔH|≈4|ΔH₂|,所以氧化层产物中CO₂含量基本不变,CO含量偏低。
致使整个煤气组份中CO2没有明显的变化,CO偏低,H2含量增加,CH₄含量减少。
再结合灰样和指标参数加以肯定判断!
2、从灰样判断汽氧比的高低
若要从灰样来判断汽氧比的高低,就要根据灰样的颜色、粒度和残炭含量来具体分析,灰样颜色基本由煤中所含矿物质种类和含量来决定,作为操作工,我们无法改变煤质。
下面根据灰样粒度和残炭分情况进行判断:
a、灰样大部分为自然状的小颗粒,块状极少,残炭偏多。
说明炉温低,汽氧比高,应该降汽氧比,运行3-4小时再看灰进行调整。
b、灰样大部分为自然形成的大块,没有刮刀切痕,细灰和残炭量极少,此时的汽氧比为最佳,再结合煤气气体组份加以肯定判断,不做汽氧比的调整。
c、灰样中有大量的小渣块,不是自然形成,表面有明显的刮刀切痕,而且粉末状细灰量也有不少。
此时,说明汽氧比低,炉温高,应该适当增加汽氧比,运行3-4小时再结合煤气组份进行判断调整。
d、灰样中有部分颗粒状细灰,也有粒度较大的渣块,而且大块敲碎后里面裹着碳。
这种情况说明入炉煤质较差,煤灰熔点高低不等,造成部分低灰熔点的灰被熔融,包裹了部分高灰熔点的煤,导致炉内反应不完全,造成碳流失,煤气产率下降,工况出现波动。
此时应该适当提高汽氧比,降低炉温,让气化反应温度达到入炉煤最低灰熔点以下。
同时,也应该向相关部门反映情况,及时调整入炉煤。
三、问题判断与处理
1.炉内结渣
现象有:灰样中有大量的渣块,炉篦正反转电流都高,夹套耗水量可能会比平时增大,出口温度呈逐渐上涨趋势或者持续在380℃以上夹套耗水量大,排灰困难,灰锁温度偏低,煤锁加煤频次减少。
这种情况为汽氧比低,炉温高造成,我们应该适当增加汽氧比,降低炉温。
炉篦正反转交替将炉内结渣部分排出,严重时可将负荷处理。
在这个调整过程中,可能会出现炉内偏烧的现象,表现为:炉篦电流高,夹套耗水还未减少,出口开始出现波动,灰中细灰偏多,偶尔夹带个别较坚硬的大渣块。
此时不能盲目的认为是工况已经调好,汽氧比偏低!而是因为结渣较严重的部分还未完全排出,只是在调整过程中结渣不是很严重的部分已经有了好转,我们应该再适当降低汽氧比或者不动汽氧比,炉篦正反转交替转。
直至炉篦电流下降,耗水量减少。
2.气化炉出口温度和灰锁温度同时升高
出现这种情况的原因一般有三点:①气化炉内出现沟流,气化炉出口温度大幅度波动,煤气中CO2含量高。
严重时粗煤气中的氧含量超标,灰中有渣块和未燃烧的煤。
我们应该增加汽氧比,短时间增加炉篦转速反转破坏风洞,沟流。
严重时可稍降气化炉负荷,进行调整。
②气化剂分布不均,由于煤或者灰渣堵塞炉篦气化剂的通道或布气孔。
此时,我们应该提高汽氧比,频繁切换炉篦正反转,重新分布床层。
③床层混乱,灰中残炭多,导致双高。
此时,我们首先应该适当的降负荷,增加汽氧比,炉篦低转速调整,稳定灰锁温度,重新培养床层。
3.气化炉火层偏斜
气化炉火层偏移的现象有:气化炉出口温度高,灰锁温度时高时低,灰中有大块也有细灰和残碳。
主要是因为原料煤的粒度不均匀,炉内料层分布不均,原料煤中矸石较
多,炉篦转速过低,下灰量不均匀所形成。
处理方法是:气化炉降负荷,根据灰锁温度和出口温度正反转炉篦进行调整,现场加强听灰,看灰。
4.气化炉夹套压差高
如果发现夹套压差过高时可能造成夹套鼓包,应停车检查
出现夹套压高的原因有两点点:①汽氧比过高,入炉蒸汽量大,造成灰细,床层孔隙率小,阻力大。
我们应该适当降低汽氧比,减少入炉蒸汽量。
②气化炉结渣,会出现出口温度高,夹套耗水量大,排灰困难,灰锁温度偏低,煤锁加煤频次减少。
此时,我们应该增加汽氧比,降低负荷,增加炉篦转速,最大限度排灰,将炉内结渣部分排出。
四、刚开车运行炉子的操作
对于刚开起来的炉子我们应该以高汽氧比运行,通过各参数、灰样和气体组份来做出准确判断,设定最佳汽氧比。
另外,在运行期间主要以低转速正转以培养床层为主,不应该大转速或反转,以免破坏刚培养的床层。