《金属切削原理》第2章刀具材料(精校版本)
- 格式:doc
- 大小:93.50 KB
- 文档页数:6
I 切削原理部分第1章刀具几何角度及切削要素1、切削加工必备三个条件:刀具与工件之间要有相对运动;刀具具有适当的几何参数,即切削角度;刀具材料具有一定的切削性能2、切削运动:刀具与工件间的相对运动,即表面成形运动。
分为主运动和进给运动。
1)主运动是刀具与工件之间最主要的相对运动,消耗功率最大,速度最高。
有且仅有一个。
运动形式:旋转运动(车削、镗削的主轴运动)直线运动(刨削、拉削的刀具运动)运动主体:工件(车削);刀具(铣削)。
2)进给运动:使新切削层不断投入切削,使切削工作得以继续下去的运动。
进给运动的速度一般较低,功率也较少。
其数量可以是一个,也可以是多个。
可以是连续进行的,也可以是断续进行的。
可以是工件完成的,也可以是刀具完成的。
运动形式:连续运动:如车削;间歇运动:如刨削。
一个运动,如钻削;多个运动,如车削时的纵向与横向进给运动;没有进给运动,如拉削。
运动主体:工件,如铣削、磨削;刀具,如车削、钻削。
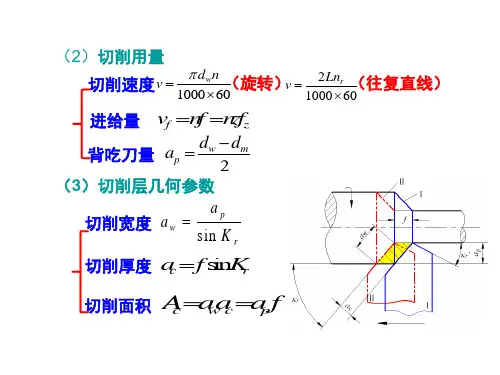
3、切削用量切削用量是指切削速度c v 、进给量f (或进给速度)和背吃刀量p a 。
三者又称为切削用量三要素。
1)切削速度c v (m/s 或m/min):切削刃选定点相对于工件的主运动速度称为切削速度。
主运动为旋转运动时,切削速度由下式确定1000dn v c π=式中:d-工件或刀具的最大直(mm)n-工件或刀具的转速(r/s 或r/min)2)进给量f:工件或刀具转一周(或每往复一次),两者在进给运动方向上的相对位移量称为进给量,其单位是mm/r(或mm/双行程)。
3)背吃刀量p a (切削深度mm)2m w p d d a -=式中:w d -工件上待加工表面直径(mm);m d -工件上已加工表面直径(mm)。
4、工件表面:切削过程中,工件上有三个不断变化的表面待加工表面:工件上即将被切除的表面。
过渡表面:正被切削的表面。
下一切削行程将被切除。
己加工表面:切削后形成的新表面。
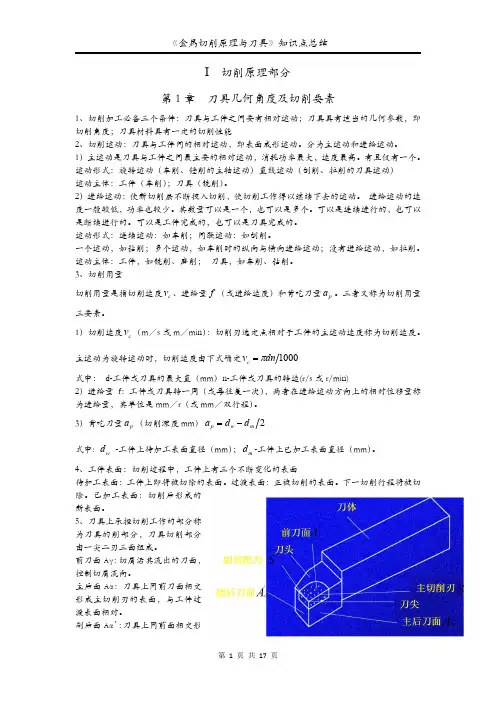
5、刀具上承担切削工作的部分称为刀具的削部分,刀具切削部分由一尖二刃三面组成。
![《金属切削原理》第2章[刀具材料]](https://uimg.taocdn.com/5a8fb6f22af90242a995e564.webp)
第二章刀具材料第一节刀具材料应具备的性能刀具的工作条件:高压、高温、强烈摩擦、振动、冲击、热冲击一、刀具材料应具备的性能1、 高硬度和耐磨性硬度》62HRC耐磨性与硬度、化学成分、强度、显微组织、摩擦区温度有关2、 足够的强度和韧性 动静载荷下变形小、不崩刃折断3、高耐热性高温下保持耐磨性、硬度、化学成分、强度、韧性的能力(高温硬度表示)一般以高温硬度表示4、 良好的热物理性能和耐热冲击性能 导热系数热膨胀系数5、 良好的工艺性&经济性二、刀具材料的分类第二节工具钢一、 碳素工具钢含碳量〜%的优质高碳钢T7A T8A T10A T12A工艺性好可热处理 耐磨性好淬火硬度可达HRC5〜64 价格低耐热性差250〜300 C 硬度下降(马氏体分解)碳化物分布不均匀 透性差 v 5 〜10m/mi n锉刀、丝锥、锯条、板牙等低速手动工具二、 合金工具钢高碳钢中加入合金元素(Si 、Cr 、W 、Mn 、V )总量不超过3〜5%9SiCrCrWM n CrMn CrW5 9Mn2V 提高韧性、耐磨性、耐热性 耐热性 325〜400 C10〜15m/min 工具钢 碳素工具钢合金工具钢咼速钢 硬质合金陶瓷超硬材料人造金刚石 立方氮化硼淬火变形大淬丝锥、板牙、铰刀、搓丝板等低速机用工具三、高速钢(白钢、锋钢、风钢)含有较多合金元素(W、Cr、Mo、V 等)的高合金工具钢HRC63〜67500 〜650 C强度高工艺性好高性能HSS 高耐热性HSSS碳HSS 9W6Mo5Cr4V2(提高耐热、耐磨)高钒HSS W6Mo5Cr4V3钴HSS W2Mo9Cr4VCo8 超硬HSS 铝HSSW6Mo5Cr4V2Al粉末冶金HSS(可加大含碳量、细小均匀结晶组织、磨加工性好、物理力学性能高度各向同性、减小淬火变形、碳化物不易剥落)四、合金元素的作用W、Fe Cr、V与C形成化合物提高耐磨性W 溶于基体,增加高温硬度Mo作用同W (1% Mo = 2% W)并可细化碳化物,提高韧性Co、Al、Si、Nb (铌)提高高温硬度V 提高耐磨性(不宜超过3 %)第三节硬质合金一、组成及特点1 、组成高硬度、高熔点的重金属碳化物(WC、TiC、TaC钽、NbC铌)粉末和金属结合剂(Co、Ni)粉末冶金而成2、特点高硬度HRA89〜91强度韧性低高耐热性800〜1000C热稳定性好v是HSS的4〜10倍二、影响硬质合金性能的因素金属碳化物的种类、性能、数量、粒度、结合剂数量1 、种类和性能硬度TiO WC> TaC熔点TaC> TiC> WC强度WC> TiC> TaC导热WC> TiC> TaC2、数量、粒度、结合剂数量碳化物T-硬度T强度J结合剂T-硬度J强度T粒度J-结合剂层厚度J-硬度T强度J3、碳化物分布均匀T防止热应力和机械冲击产生裂纹Ta—碳化物颗粒细化分布均匀三、种类及牌号1、W C基类(常用)1 )钨钴类WC-CoYG 数字为Co 含量YG3 YG6 YG8硬度;强度T2)钨钛钴类WC-TiC-CoYT 数字为TiC含量YT5 YT15 YT30硬度T强度J3)钨钴钽(铌)类WC-TaC(NbC)-Co YGAYG6A4)钨钛钴钽(铌)类WC-TiC-TaC(NbC)-Co YW 通用硬质合金YW1 YW22、TiC基类TiC—NiMoYN 钢件精加工YN10 YN053、钢结硬质合金TiC或WC 30〜40%HSS 70 〜60%粉末冶金性能介于HSS与丫之间可锻造、热处理、切削加工、制作复杂刀具四、性能特点1 、硬度、强度Co T-硬度J强度T韧性TCo相同硬度YT> YG强度韧性YG> YT硬度细晶粒>粗晶粒强度细晶粒V粗晶粒含TaC( NbC)一硬度T强度T2、导热系数YG> YT (因WC> TiC)YG: Co t-#热系数JYT: TiC t—导热系数J3、线膨胀系数YT> YGTiC t—线膨胀系数t第四节 涂层刀具一、材料TiC (灰):硬度高、耐磨性好、线膨胀系数与基体相近,粘结牢固TiN (金):硬度稍低、结合稍差、摩擦系数小、抗粘结磨损AI2O3 (亮白):类刚玉结构,高硬度,高耐磨,高温稳定TiAlN (灰蓝):AI 含量小于50%,高温AI 渗出,形成耐高温氧化膜AITiN (灰蓝):AI 含量超过50%TiCN (灰蓝):金刚石(暗灰):高硬度,高耐磨,高温不稳定MoS2 (黑灰):高耐热性,极低摩擦系数WC/C (深灰):中耐热性,极低摩擦系数AICrN :良好的抗氧化性和热硬度目前商业应用的还有 TiB2、CrSiN ZrN 、CrN 、TiAICN TiN-AIN 、CNx 和NbN 等材料、分类1、 层数分类 单涂层 多涂层2、 厚度分类 微米级涂层 纳米级涂层3、材料性质分类 硬涂层:在韧性较好的刀具材料上涂敷高性能的难熔金属化合物,改善材料性能 软涂层:主要成分为具有低摩擦系数的固体润滑材料,如: MoS2、WC/C 、WS2、BN 、CaF2 和TaS2等。


![第二章金属切削原理与刀具[1]](https://uimg.taocdn.com/acd866dcd4d8d15abf234e33.webp)
第二章刀具材料
第一节刀具材料应具备的性能
刀具的工作条件:高压、高温、强烈摩擦、振动、冲击、热冲击
一、刀具材料应具备的性能
1、高硬度和耐磨性
硬度≥62HRC
耐磨性与硬度、化学成分、强度、显微组织、摩擦区温度有关
2、足够的强度和韧性
动静载荷下变形小、不崩刃折断
3、高耐热性
高温下保持耐磨性、硬度、化学成分、强度、韧性的能力(高温硬度表示)
一般以高温硬度表示
4、良好的热物理性能和耐热冲击性能
导热系数热膨胀系数
5、良好的工艺性
6、经济性
二、刀具材料的分类
工具钢碳素工具钢
合金工具钢
高速钢
硬质合金
陶瓷
超硬材料人造金刚石
立方氮化硼
第二节工具钢
一、碳素工具钢
含碳量0.65~1.35%的优质高碳钢
T7A T8A T10A T12A
工艺性好可热处理
耐磨性好淬火硬度可达HRC58~64
价格低
耐热性差250~300℃硬度下降(马氏体分解)碳化物分布不均匀淬火变形大淬透性差
v 5~10m/min
锉刀、丝锥、锯条、板牙等低速手动工具
二、合金工具钢
高碳钢中加入合金元素(Si、Cr、W、Mn、V)总量不超过3~5%
9SiCr CrWMn CrMn CrW5 9Mn2V
提高韧性、耐磨性、耐热性
耐热性325~400℃
v 10~15m/min
丝锥、板牙、铰刀、搓丝板等低速机用工具
三、高速钢(白钢、锋钢、风钢)
含有较多合金元素(W、Cr、Mo、V等)的高合金工具钢
HRC63~67
500~650℃
强度高
工艺性好
高性能HSS 高耐热性HSS 高碳HSS 9W6Mo5Cr4V2
(提高耐热、耐磨)高钒HSS W6Mo5Cr4V3
钴HSS W2Mo9Cr4VCo8
超硬HSS 铝HSS W6Mo5Cr4V2Al
粉末冶金HSS(可加大含碳量、细小均匀结晶组织、磨加工性好、物理力学性能高度各向同性、减小淬火变形、碳化物不易剥落)
四、合金元素的作用
W、Fe、Cr、V与C形成化合物提高耐磨性
W溶于基体,增加高温硬度
Mo作用同W(1%Mo=2%W)并可细化碳化物,提高韧性
Co、Al、Si、Nb(铌)提高高温硬度
V提高耐磨性(不宜超过3%)
第三节硬质合金
一、组成及特点
1、组成
高硬度、高熔点的重金属碳化物(WC、TiC、TaC钽、NbC铌)粉末和金属结合剂(Co、Ni)粉末冶金而成
2、特点
高硬度HRA89~91
强度韧性低
高耐热性800~1000℃
热稳定性好
v是HSS的4~10倍
二、影响硬质合金性能的因素
金属碳化物的种类、性能、数量、粒度、结合剂数量
1、种类和性能
硬度TiC>WC>TaC
熔点TaC>TiC>WC
强度WC>TiC>TaC
导热WC>TiC>TaC
2、数量、粒度、结合剂数量
碳化物↑→硬度↑强度↓
结合剂↑→硬度↓强度↑
粒度↓→结合剂层厚度↓→硬度↑强度↓
3、碳化物分布
均匀→防止热应力和机械冲击产生裂纹
TaC→碳化物颗粒细化分布均匀
三、种类及牌号
1、WC基类(常用)
1)钨钴类 WC-Co
YG 数字为Co含量
YG3 YG6 YG8
硬度↓
强度↑
2)钨钛钴类 WC-TiC-Co
YT 数字为TiC含量
YT5 YT15 YT30
硬度↑
强度↓
3)钨钴钽(铌)类 WC-TaC(NbC)-Co
YGA
YG6A
4)钨钛钴钽(铌)类 WC-TiC-TaC(NbC)-Co YW 通用硬质合金
YW1 YW2
2、TiC基类 TiC-NiMo
YN 钢件精加工
YN10 YN05
3、钢结硬质合金
TiC或WC 30~40%
HSS 70~60%
粉末冶金
性能介于HSS与Y之间
可锻造、热处理、切削加工、制作复杂刀具
四、性能特点
1、硬度、强度
Co↑→硬度↓强度↑韧性↑
Co相同硬度YT>YG
强度韧性YG>YT
硬度细晶粒>粗晶粒
强度细晶粒<粗晶粒
含TaC(NbC)→硬度↑强度↑
2、导热系数
YG>YT (因WC>TiC)
YG:Co↑→导热系数↓。