第2章 刀具材料 (2)
- 格式:ppt
- 大小:1.34 MB
- 文档页数:25

第二章刀具材料2.1 必备知识和考试要点2.1.1 刀具材料应具备的性能1。
了解刀具切削过程的工作环境。
2.熟悉刀具材料应具备的性能。
2.1.2 高速钢1.熟悉高速钢的基本性能和应用范围。
2.了解通用型高速钢、高性能高速钢主要牌号和数字的含义。
2.1.3 硬质合金1.熟悉硬质合金的特点,能区别硬质合金与高速钢的不同性质和应用特点。
2.熟悉各类硬质合金牌号的含义。
3.根据已知的工件材料、加工条件,正确地选用硬质合金牌号。
2.1.4 其他1.了解涂层刀具材料的性能及应用范围。
2.熟悉陶瓷、金刚石、立方氮化硼刀具材料的性能及应用范围。
2.2 典型范例和答题技巧[例2.1] 根据刀具工作的条件说明刀具材料应具备的性能。
[答案] 刀具在切削时,要承受很大的压力和很高的切削温度,有时还要承受冲击、振动。
所以刀具材料应满足以下要求:(1)高的硬度和耐磨性。
硬度是刀具材料应具备的基本特性。
刀具要从工件上切下切屑,其硬度必须比工件材料的硬度高。
切削金属所用刀具的切削刃的硬度,一般都在60HRC以上。
耐磨性是材料抵抗磨损的能力。
要保证刀具有足够的使用寿命,刀具材料应具有很好的耐磨性。
(2)足够的抗弯强度和韧性。
要使刀具在承受很大压力和在切削过程中通常出现的冲击和振动的条件下正常工作,而不产生崩刃和折断,刀具材料就必须具有足够的强度和韧性。
(3)高的耐热性(热稳定性)。
耐热性是衡量刀具材料切削性能的主要标志。
它是指刀具材料在高温下保持硬度、耐磨性、强度和韧性的性能。
刀具材料的高温硬度愈高,则刀具的切削性能愈好,允许的切削速度也愈高。
除高温硬度外,刀具材料还应具有在高温下抗氧化的能力以及良好的抗粘结和抗扩散的能力,即刀具材料应具有良好的化学稳定性。
(4)良好的热物理性能和耐热冲击性能。
刀具材料的导热性愈好,切削热愈容易从切削区散走,有利于降低切削温度。
刀具在断续切削(如铣削)或使用切削液切削时,常常受到很大的热冲击(温度变化剧烈),使刀具内部产生裂纹而导致断裂。
I 切削原理部分第1章刀具几何角度及切削要素1、切削加工必备三个条件:刀具与工件之间要有相对运动;刀具具有适当的几何参数,即切削角度;刀具材料具有一定的切削性能2、切削运动:刀具与工件间的相对运动,即表面成形运动。
分为主运动和进给运动。
1)主运动是刀具与工件之间最主要的相对运动,消耗功率最大,速度最高。
有且仅有一个。
运动形式:旋转运动(车削、镗削的主轴运动)直线运动(刨削、拉削的刀具运动)运动主体:工件(车削);刀具(铣削)。
2)进给运动:使新切削层不断投入切削,使切削工作得以继续下去的运动。
进给运动的速度一般较低,功率也较少。
其数量可以是一个,也可以是多个。
可以是连续进行的,也可以是断续进行的。
可以是工件完成的,也可以是刀具完成的。
运动形式:连续运动:如车削;间歇运动:如刨削。
一个运动,如钻削;多个运动,如车削时的纵向与横向进给运动;没有进给运动,如拉削。
运动主体:工件,如铣削、磨削;刀具,如车削、钻削。
3、切削用量切削用量是指切削速度c v 、进给量f (或进给速度)和背吃刀量p a 。
三者又称为切削用量三要素。
1)切削速度c v (m/s 或m/min):切削刃选定点相对于工件的主运动速度称为切削速度。
主运动为旋转运动时,切削速度由下式确定1000dn v c π=式中:d-工件或刀具的最大直(mm)n-工件或刀具的转速(r/s 或r/min)2)进给量f:工件或刀具转一周(或每往复一次),两者在进给运动方向上的相对位移量称为进给量,其单位是mm/r(或mm/双行程)。
3)背吃刀量p a (切削深度mm)2m w p d d a -=式中:w d -工件上待加工表面直径(mm);m d -工件上已加工表面直径(mm)。
4、工件表面:切削过程中,工件上有三个不断变化的表面待加工表面:工件上即将被切除的表面。
过渡表面:正被切削的表面。
下一切削行程将被切除。
己加工表面:切削后形成的新表面。
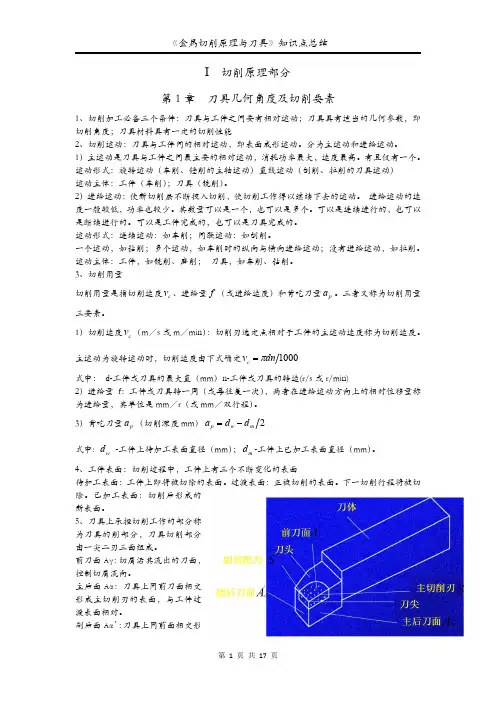
5、刀具上承担切削工作的部分称为刀具的削部分,刀具切削部分由一尖二刃三面组成。
金属切削原理与刀具练习题第一章刀具的基本定义切削运动和切削用量一、填空1.将工件上的被切削层转化成切屑所需要的运动是。
2.切削加工时与的相对运动称为切削运动。
3.切削运动分为和两类。
4.工件在切削过程中形成三个不断变化着的表面,即:表面、表面和表面。
5.切削用量是衡量和大小的参数,包括、三个要素。
6.金属切屑层的参数有、及。
7.车削外圆时,当主、副切削刃为直线,刃倾角为零度,主偏角小于90°时,切削层横截面为形。
8.当刃倾角为0°,主偏角为90°,切削深度为5mm,进给量为0.4mm/r时,切削宽度是mm,切削厚度是mm,切削面积是mm²。
二、判断1.使新的切削层不断投入切削的运动称为主运动。
()2.切削用量就是用来表征切削运动大小的参数,是金属切削加工之前操作者调整机床的依据。
()3.无论哪种切削加工,主运动往往不止一个。
()4.工件的旋转速度就是切削速度。
()5.工件每转一分钟,车刀沿着进给方向运动的距离称为进给量。
()6.由于在切削刃上各点相对于工件的旋转半径不同,所以切削刃上各点的切削速度也不同。
()7.主运动的特征是速度高,消耗的功率大。
()8.进给运动的速度较低,消耗功率小,可以是一个、两个或多个。
()9.进给量是衡量进给运动大小的参数。
()10.车削时工件的旋转运动是主运动;刨削时刨刀的往复直线运动是主运动。
()11.切削面积由切削深度和进给量决定。
()12.切屑层的参数通常在平行于主运动方向的基面内测量。
()三、选择1.在各种切削加工中,()只有一个。
A、切削运动B、主运动C、进给运动2.主切削刃正在切削着的表面称为()表面。
A、已加工B、待加工C、过渡3.车削加工的切削运动形式属于()A、工件转动,刀具移动B、工件转动,刀具往复运动C、工件不动,刀具作回转运动4.()的大小直接影响刀具主切削刃的工作长度,反映其切削负荷的大小。
A、切削深度B、进给量C、切削速度5.切削厚度与切削宽度随刀具()大小的变化而变化。
《数控加⼯⼯艺》课后练习题答案第1章数控加⼯的切削基础作业答案思考与练习题1、什么是积屑瘤?它是怎样形成的?对切削过程有何影响?如何抑制积屑瘤的产⽣?答:切削塑性⾦属材料时,常在切削刃⼝附近粘结⼀硬度很⾼的楔状⾦属块,它包围着切削刃且覆盖部分前⾯,这种楔状⾦属块称为积屑瘤积屑瘤的形成和⼑具前⾯上的摩擦有着密切关系。
⼀般认为,最基本的原因是由于⾼压和⼀定的切削温度,以及⼑和屑界⾯在新鲜⾦属接触的情况下加之原⼦间的亲和⼒作⽤,产⽣切屑底层的粘结和堆积。
积屑瘤不断发⽣着长⼤和破裂脱离的过程,其不稳定性常会引起切削过程的不稳定(切削⼒变动)。
同时积屑瘤还会形成“切削刃”的不规则和不光滑,使已加⼯表⾯⾮常粗糙、尺⼨精度降低。
实际⽣产中,可采取下列措施抑制积屑瘤的⽣成:a.提⾼切削速度。
b.适当降低进给量。
c.增⼤⼑具前⾓。
d.采⽤润滑性能良好的切削液。
2、切屑的种类有哪些?不同类型切屑对加⼯过程和加⼯质量有何影响?答:根据切削过程中变形程度的不同,可把切屑分为四种不同的形态:①带状切屑切削过程较平稳,切削⼒波动较⼩,已加⼯表⾯粗糙度的值较⼩。
②节状切屑切削过程不太稳定,切削⼒波动也较⼤,已加⼯表⾯粗糙度值较⼤。
③粒状切屑切削过程不平稳,切削⼒波动较⼤,已加⼯表⾯粗糙度值较⼤。
④崩碎切屑切削⼒波动⼤,加⼯表⾯凹凸不平,⼑刃容易损坏。
由于⼑屑接触长度较短,切削⼒和切削热量集中作⽤在⼑刃处。
⾼,温度明显上升;进给量对切削温度的影响次之,进给量增⼤,切削温度上升;背吃⼑量对切削温度的影响很⼩,背吃⼑量增⼤,温度上升不明显。
切削⽤量三要素对切削⼒的影响规律:背吃⼑量对切削⼒的影响最⼤(a P 加⼤⼀倍,切削⼒增⼤⼀倍);进给量对切削⼒的影响次之(f 加⼤⼀倍,切削⼒增⼤68%~86%);切削速度对切削⼒的影响最⼩。
4、试述前⾓、主偏⾓对切削温度的影响规律?答:前⾓增⼤,切削变形减⼩,产⽣的切削热少,切削温度降低,但前⾓太⼤,⼑具散热体积变⼩,温度反⽽上升。
刀具材料的种类
刀具材料的种类有很多,以下是一些常见的刀具材料:
1. 钢:钢是最常用的刀具材料,具有良好的强度、韧性和耐磨性。
常见的钢材包括碳钢、不锈钢和合金钢。
2. 高速钢(High Speed Steel,简称HSS):HSS是一种高硬度、高热稳定性的刀具材料,适用于高速切削和磨削操作。
3. 硬质合金(硬质合金):硬质合金是由金属碳化物颗粒(如钨碳化钨WC)与金属结合相组成的材料。
硬质合金具有优异的硬度和耐磨性,通常用于切削工具和钻头。
4. 陶瓷:陶瓷刀具具有优异的硬度和耐磨性,通常用于高速切削和精加工。
5. 金刚石:金刚石是世界上最硬的材料,具有很高的热导性和耐磨性。
金刚石刀具适用于高速切削和非铁金属的加工。
6. 刚玉:刚玉是一种具有极高硬度和耐磨性的陶瓷材料,常用于切削和磨削工具。
这只是一些常见的刀具材料,还有其他特殊材料和合金也可以用于制造刀具,具体选择会根据不同的切削工艺和材料进行。
电⼤《数控加⼯⼯艺》第⼆章课后题第2章数控机床⼑具的选择作业答案思考与练习题1、简述数控⼑具材料的种类、特点及其应⽤场合?答:(1)⾼速钢:具有较好的⼒学性能和良好的⼯艺性,可以承受较⼤的切削⼒和冲击,但红硬性、耐磨性较差。
应⽤场合:①普通⾼速钢——不适于⾼速和硬材料切削;②⾼性能⾼速钢——⽤于制造出⼝钻头、铰⼑、铣⼑等;③粉末冶⾦⾼速钢——⽤于制造⼤型拉⼑和齿轮⼑具,特别是切削时受冲击载荷的⼑具。
(2)硬质合⾦:具有硬度⾼(⼤于89 HRC)、熔点⾼、化学稳定性好、热稳定性好的特点,但其韧性差,脆性⼤,承受冲击和振动能⼒低。
应⽤场合:①普通硬质合⾦:YG类——主要⽤于加⼯铸铁及有⾊⾦属;YT类——主要⽤于加⼯钢料。
②新型硬质合⾦——既可⽤于加⼯钢料,⼜可加⼯铸铁和有⾊⾦属。
(3)陶瓷⼑具:硬度⾼,耐磨性⽐硬质合⾦⾼⼗⼏倍,具有良好的抗粘性能,化学稳定性好,脆性⼤、强度低、导热性差。
应⽤场合:Al2O3基陶瓷⼑具——适⽤于各种铸铁及钢料的精加⼯、粗加⼯;Si3N4基陶瓷⼑具——适于端铣和切有氧化⽪的⽑坯⼯件等。
此外,可对铸铁、淬硬钢等⾼硬材料进⾏精加⼯和半精加⼯。
(4)⽴⽅氮化硼(CBN):有很⾼的硬度及耐磨性,仅次于⾦刚⽯;热稳定性⽐⾦刚⽯⾼1倍;有优良的化学稳定性;导热性⽐⾦刚⽯差但⽐其他材料⾼得多,抗弯强度和断裂韧性介于硬质合⾦和陶瓷之间。
应⽤场合:可加⼯以前只能⽤磨削⽅法加⼯的特种钢,它还⾮常适合数控机床加⼯(5)⾦刚⽯:具有极⾼的硬度,耐磨性⾼,很⾼的导热性,刃磨⾮常锋利,粗糙度值⼩,可在纳⽶级稳定切削,较低的摩擦系数。
应⽤场合:主要⽤于加⼯各种有⾊⾦属、各种⾮⾦属材料,不能⽤于加⼯⿊⾊⾦属。
2、选择⼑⽚(⼑具)通常应考虑哪些因素?答:①被加⼯⼯件材料的类别:有⾊⾦属(铜、铝、钛及其合⾦);⿊⾊⾦属(碳钢、低合⾦钢、⼯具钢、不锈钢、耐热钢等);复合材料;塑料类等。
②被加⼯件材料性能的状况:包括硬度、韧性、组织状态—铸、锻、轧、粉末冶⾦等。