塑胶齿轮设计要点
- 格式:ppt
- 大小:115.00 KB
- 文档页数:2
塑料齿轮的设计和制造介绍一塑胶齿轮优缺点和应用相对金属齿轮,塑料齿轮具有质量轻、工作噪音小、耐磨损、无须润滑、可以成型较复杂的形状、大批量生产成本低等优点。
但由于塑料本身具有收缩、吸水,相对金属强度也比较弱,对工作环境要求高,对温度较敏感等特性。
因而,塑料齿轮同时就有精度低、寿命短、使用环境要求高等缺点。
随着新材料的应用及制造技术的发展,塑料齿轮的精度越来越高,寿命也越来越长,并广泛应用于仪器、仪表、玩具、汽车、打印机等行业。
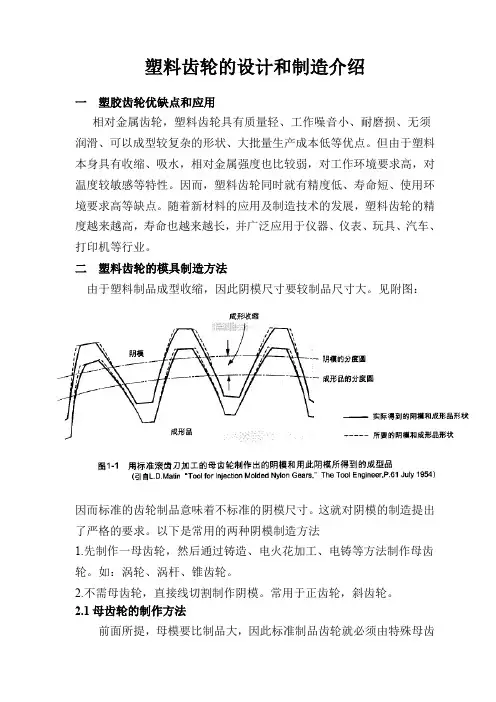
二塑料齿轮的模具制造方法由于塑料制品成型收缩,因此阴模尺寸要较制品尺寸大。
见附图:因而标准的齿轮制品意味着不标准的阴模尺寸。
这就对阴模的制造提出了严格的要求。
以下是常用的两种阴模制造方法1.先制作一母齿轮,然后通过铸造、电火花加工、电铸等方法制作母齿轮。
如:涡轮、涡杆、锥齿轮。
2.不需母齿轮,直接线切割制作阴模。
常用于正齿轮,斜齿轮。
2.1母齿轮的制作方法前面所提,母模要比制品大,因此标准制品齿轮就必须由特殊母齿轮制作特殊的阴模。
特殊的母齿轮就需特殊的切齿刀来加工。
通常方法:(1)特殊模数的切齿刀具(2)加上成型收缩率的余量用特殊压力角的切齿道具(3)加上成型收缩率的余量用标准切齿刀具(4)不需添加余量用标准切齿刀具以下是各种方法的详细介绍(1)特殊模数的切齿刀具制作一个特殊模数的切齿刀具,其压力角为标准压力角。
在制作这个切齿刀具时必须考虑到成型收缩率以及后面要讲到的阴模制作法所规定的修正值,然后用这个特殊刀具来加工母齿轮。
假设要制作下面的成型齿轮时Z=30 m=1 d=m*Z=30mm 假设成型收缩率与根据阴模制作法所得到的修正值之和为2%。
则要求母齿轮的各参数为 Z=30 m=1.02 d=m*z=30.6mm 根据这个方法制作出来的齿轮能得到比较正确的齿形。
但时间长,成本较高。
(2)加上成型收缩率的余量用特殊压力角的切齿道具加上成型收缩率的余量用标准的切齿刀具来制作母齿轮时会造成齿形的偏移,用节点上的压力角的变化来表示的话如下公式所示。
标准结构篇:7)塑料齿轮轮系设计总章本章⽬的:了解塑料齿轮设计常⽤知识1.塑料齿轮的前置知识要学习设计塑料齿轮,就需要先了解齿轮。
因为塑料齿轮是齿轮中之⼀,其材质为塑料。
需要学习的齿轮知识包括:齿轮的定义,齿轮轮系的作⽤,齿轮的分类等。
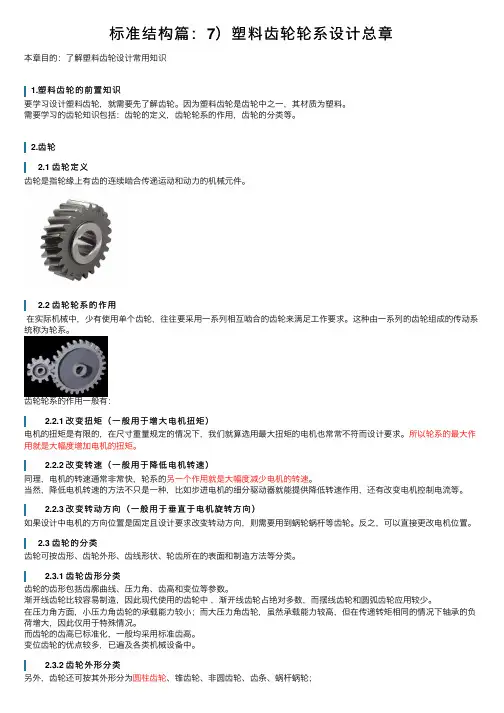
2.齿轮2.1 齿轮定义齿轮是指轮缘上有齿的连续啮合传递运动和动⼒的机械元件。
2.2 齿轮轮系的作⽤在实际机械中,少有使⽤单个齿轮,往往要采⽤⼀系列相互啮合的齿轮来满⾜⼯作要求。
这种由⼀系列的齿轮组成的传动系统称为轮系。
齿轮轮系的作⽤⼀般有:2.2.1 改变扭矩(⼀般⽤于增⼤电机扭矩)电机的扭矩是有限的,在尺⼨重量规定的情况下,我们就算选⽤最⼤扭矩的电机也常常不符⽽设计要求。
所以轮系的最⼤作⽤就是⼤幅度增加电机的扭矩。
2.2.2 改变转速(⼀般⽤于降低电机转速)同理,电机的转速通常⾮常快,轮系的另⼀个作⽤就是⼤幅度减少电机的转速。
当然,降低电机转速的⽅法不只是⼀种,⽐如步进电机的细分驱动器就能提供降低转速作⽤,还有改变电机控制电流等。
2.2.3 改变转动⽅向(⼀般⽤于垂直于电机旋转⽅向)如果设计中电机的⽅向位置是固定且设计要求改变转动⽅向,则需要⽤到蜗轮蜗杆等齿轮。
反之,可以直接更改电机位置。
2.3 齿轮的分类齿轮可按齿形、齿轮外形、齿线形状、轮齿所在的表⾯和制造⽅法等分类。
2.3.1 齿轮齿形分类齿轮的齿形包括齿廓曲线、压⼒⾓、齿⾼和变位等参数。
渐开线齿轮⽐较容易制造,因此现代使⽤的齿轮中,渐开线齿轮占绝对多数,⽽摆线齿轮和圆弧齿轮应⽤较少。
在压⼒⾓⽅⾯,⼩压⼒⾓齿轮的承载能⼒较⼩;⽽⼤压⼒⾓齿轮,虽然承载能⼒较⾼,但在传递转矩相同的情况下轴承的负荷增⼤,因此仅⽤于特殊情况。
⽽齿轮的齿⾼已标准化,⼀般均采⽤标准齿⾼。
变位齿轮的优点较多,已遍及各类机械设备中。
2.3.2 齿轮外形分类另外,齿轮还可按其外形分为圆柱齿轮、锥齿轮、⾮圆齿轮、齿条、蜗杆蜗轮;2.3.3 齿线形状分类按齿线形状分为直齿轮、斜齿轮、⼈字齿轮、曲线齿轮;2.3.4 轮齿所在的表⾯分类按轮齿所在的表⾯分为外齿轮、内齿轮;2.3.5 齿轮制造⽅法分类按制造⽅法可分为铸造齿轮、切制齿轮、轧制齿轮、烧结齿轮、注塑齿轮等。

塑胶齿轮模具设计齿轮传动是机械传动件中应用最广的一种传动方式,而塑胶齿轮作为齿轮产品中的一种,在各领域中的应用也越来越广泛,塑胶齿轮质轻、传动噪音低,而且随着塑料工业的发展,齿轮耐高温、承受高负载的能力也越来越强,甚至在许多场合都可替代金属齿轮。
齿轮传动要求准确、平稳、均匀;特别是高端产品对齿轮的精度要求更高。
塑胶齿轮模具作为高效、批量、稳定的成型设备,其结构、制造工艺尤为重要。
本公司拥有十多年齿轮模具制造的经验,并且与国外许多同行均有密切的技术交往,通过吸收、消化国外同行的许多丰富经验,而且自主创新许多结构、改善生产工艺,形成了较为完善的中高端塑胶齿轮制造技术,现将本公司的齿轮制造技术介绍给国内同行,以期大家一起进步,共同促进国内塑胶齿轮技术的提升。
一、塑胶齿轮结构⑴、塑胶制品重要的特征是公称壁,公称壁的厚度将影响部件的强度、成本、重量和精度。
塑胶制品的公称壁厚在范围内时,注塑成型制品效果最好;2-3mm 是塑胶制品中较常用的尺寸。
塑胶制品不能达到完全平均胶厚,对于低收缩率的材料,公称壁厚变化应控制在25%以下,对于高收缩率的材料,公称壁厚变化控制在15%以下。
如图1所示,局部位置胶厚不均匀将影响到齿轮胶位厚精度得到了改善。
⑵、修圆角当两个壁在部件中相交形尖角时,在该处可以出现应力集中和流动性降低,可以通过把夹角修成圆角,可使应力分布到较大区域内,同时提高材料的流动性,较大的圆角半径可以减少应力集中,但材料截面积加大,影响产品收缩,内角修圆时,建议修圆半径为公称壁厚的25%,如图3所示。
⑶、加强筋当齿宽高度较大时,为增强齿轮的刚性,必须增加适当加强筋,为便于填充、排气和脱模,加强筋的高度不应大于公称壁厚的倍,对于高收缩率的材料,加强筋的厚度大约取公称壁厚的一半,对于低收缩率的材料可以取公称壁厚的75%。
当齿轮承受较大负载时,可采用(如图4)加强筋形式,但靠近加强筋处齿形精度将受一定影响,当齿轮承受负载不大时,为保证齿形精度,同时又有足够的强度,可采用(如图5)加强筋形式。
塑料齿轮是慢丝切割的螺纹可以对半分模,也可以旋转抽芯张学孟先生提出过两种噪音指标:一、控制最大滑动比的噪音指标Bcg。
原理是:在齿轮基圆的附近的渐开线的曲率变化大,敏感性高,齿面在啮合时的接触滑动比也大,所以在基圆附近的齿高传递力时,力的变化比较剧烈,齿面的粗糙度对力的影响也大,因此容易引起齿的振动,产生较大的噪音。
所以,应该使啮合起始圆尽可能的远离基圆。
二、摩擦噪音指标。
原理是:先说两个定义:1、主动齿轮的节园到啮合起始圆的这段弧形称为进弧区;2、从节园到其齿顶称为退弧区。
当齿面接触由进弧区移动到退弧区时,摩擦力的方向在节园处发生突变。
在进弧区内,主动齿轮的齿腹先于从动齿轮的齿顶接触,齿面滑动的方向是朝着主动齿轮的齿顶,摩擦力与之相反。
摩擦力产生的力矩的方向正好和主动齿轮加载的方向相同,因此摩擦力增大了齿面的法向压力。
刚超过节园时,摩擦力随着滑动方向的改变而改变。
齿面受力发生突变,导致牙齿发生振动而产生噪音。
减小从动齿轮的外径和增大主动齿轮的外径和改善摩擦噪音指标。
2.关于塑齿双啮测试压力的规定①目前未查到国内相关标准是如何规定的;②日本的齿轮标准:JISB1702-3_2008和JISB1752_1989都对测试压力进行了规定。
这两个标准对于塑齿测试压力的规定是一致的,如附图所示。
但是问题是:这两个标准中对于塑齿测试压力的数值规定明显的偏大。
以1个模数,齿宽b=20mm的齿轮为例,标准规定的测试压力是5.4*2=8.4N=856.56161890146gf=0.85656161890146kgf,这对于一般的双啮仪提供的测试力范围是不相符合的。
而且这个力明显的偏大。
从实际的情况是,对于塑齿的双啮测试一般是在100gf~200gf,一般取200gf=1.96133N≈2N。
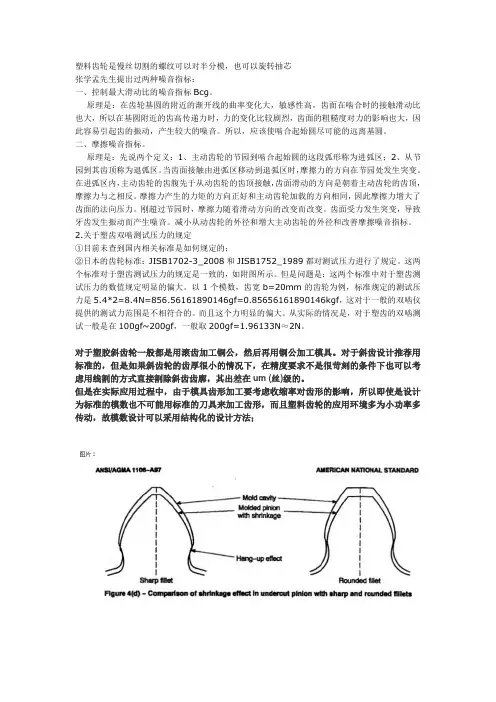
对于塑胶斜齿轮一般都是用滚齿加工铜公,然后再用铜公加工模具。
对于斜齿设计推荐用标准的,但是如果斜齿轮的齿厚很小的情况下,在精度要求不是很苛刻的条件下也可以考虑用线割的方式直接割除斜齿齿廓,其出差在um (丝)级的。
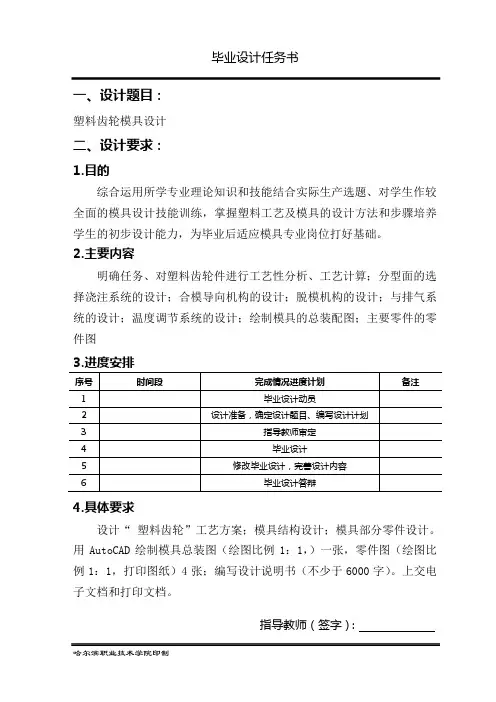
毕业设计任务书
一、设计题目:
塑料齿轮模具设计
二、设计要求:
1.目的
综合运用所学专业理论知识和技能结合实际生产选题、对学生作较全面的模具设计技能训练,掌握塑料工艺及模具的设计方法和步骤培养
学生的初步设计能力,为毕业后适应模具专业岗位打好基础。
2.主要内容
明确任务、对塑料齿轮件进行工艺性分析、工艺计算;分型面的选择浇注系统的设计;合模导向机构的设计;脱模机构的设计;与排气系统的设计;温度调节系统的设计;绘制模具的总装配图;主要零件的零件图
3.进度安排
4.具体要求
设计“塑料齿轮”工艺方案;模具结构设计;模具部分零件设计。
用AutoCAD绘制模具总装图(绘图比例1:1,)一张,零件图(绘图比例1:1,打印图纸)4张;编写设计说明书(不少于6000字)。
上交电子文档和打印文档。
指导教师(签字):
年月日
哈尔滨职业技术学院印制。
齿轮| 齿轮泵| 齿轮油泵| 齿轮箱| 齿轮厂| 齿轮加工| 汽车齿轮| 齿轮设计| 齿轮电机| 网介绍圆柱齿轮设计模板,塑料齿轮的设计齿轮传动的润滑设计,齿轮齿廓设计等等齿轮设计竞价排名网页注册竞价排名•奉化市大堰塑料模具五金厂提供齿轮设计- 本厂为专业生产塑料模具五金...推广•深圳市新锐日盛科技有限公司- 主营业务:1,压铸齿轮模具设计及成...推广齿轮| 齿轮泵| 齿轮油泵| 齿轮箱| 齿轮厂| 齿轮加工| 汽车齿轮| 齿轮设计|齿轮电机| 网站地图齿轮设计实例分析--圆柱齿轮设计模板在设计建模中精确作出圆柱齿轮的轮齿不是必要的。
但是,许多时候需要近似地作出圆柱齿轮的轮齿,以便在演示机构动作时、或者其它示意条件下使用。
下面讨论的“圆柱齿轮设计模板”,就是基于这样的需求和Inventor 目前的能力。
参见076-齿圈.IPT这个圆柱直齿轮设计建模的模版。
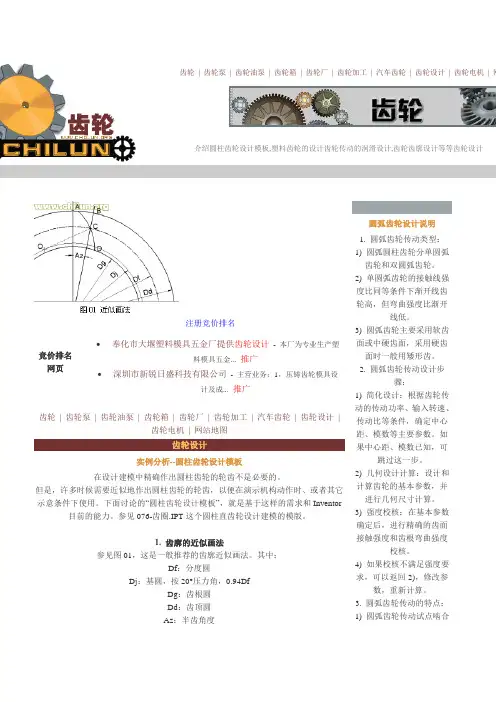
1. 齿廓的近似画法参见图01,这是一般推荐的齿廓近似画法。
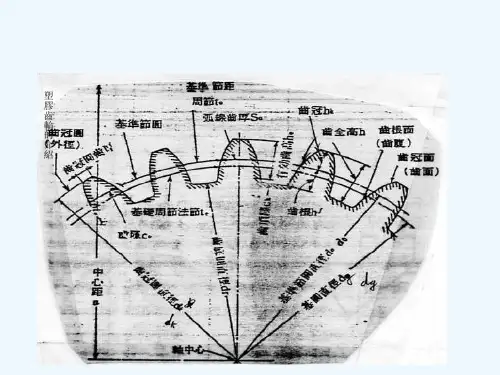
其中:Df:分度圆Dj:基圆,按20°压力角,0.94DfDg:齿根圆Dd:齿顶圆Az:半齿角度圆弧齿轮设计说明1. 圆弧齿轮传动类型:1) 圆弧圆柱齿轮分单圆弧齿轮和双圆弧齿轮。
2) 单圆弧齿轮的接触线强度比同等条件下渐开线齿轮高,但弯曲强度比渐开线低。
3) 圆弧齿轮主要采用软齿面或中硬齿面,采用硬齿面时一般用矮形齿。
2. 圆弧齿轮传动设计步骤:1) 简化设计:根据齿轮传动的传动功率、输入转速、传动比等条件,确定中心距、模数等主要参数。
如果中心距、模数已知,可跳过这一步。
2) 几何设计计算:设计和计算齿轮的基本参数,并进行几何尺寸计算。
3) 强度校核:在基本参数确定后,进行精确的齿面接触强度和齿根弯曲强度校核。
4) 如果校核不满足强度要求,可以返回2),修改参数,重新计算。
3. 圆弧齿轮传动的特点:1) 圆弧齿轮传动试点啮合这些参数都可以借助齿轮参数计算式,根据模数、齿数参数得到。
制造精密齿轮模具的要点,你知道吗?本⽂就精密塑胶齿轮模具的概念及制造过程的要点做了⼀些简要分析,希望这些分享对模具⼈员有所帮助。
虽然只是简单介绍,但只要掌握了要点,对齿轮模具的跟进将是触类旁通,游刃有余。
⼀、精密齿轮模概念及运⽤1)精密齿轮指在参数尺⼨及性能要求上⾮常⾼,参数包括齿顶圆外径、齿根圆外径、模数、分度圆直径(⼜称公法线)、分度圆齿厚、压⼒⾓、斜齿倾斜⾓度、齿圏跳动公差等⽅⾯;性能上包括材料的选⽤和其它装配尺⼨上的精度要求。
2)在运⽤⽅⾯,有代表性的产品如打印机及复印机内部传动件,常见的有VCD光碟驱动⽀架,如果齿轮达不到精密要求,就会出现⽀架进出动作不稳定,伴有振动或摇摆式幌动,嗓⾳特⼤,通过这我们可以对精密的概念及其必要性有个感性上的认识。
3)精密齿轮在精度上是分等级,国标是级别越⾼越精密,⽇本标准是级别越⼩越精密。
以JIS 标准,⼤多数精密模具⼚只能做到4级、5级齿轮,能做到3级塑胶齿轮已经是⽔平相当⾼。
⼆、精密塑胶齿轮种类:1)从齿的轴向倾斜⾓度分:直齿轮、斜齿轮、组合直齿轮,组合斜齿轮和组合直斜齿轮。
组合的概念就是直齿轮或斜齿轮在轴向上阶梯分布,⼀次注射成形。
2)从传动的⽅⾯主要有两种:啮合传动齿轮和⽪带传动齿轮。
三、模胚的选⽤:模胚的精度直接会影响模具的制造及注塑精度,也会影响模具的寿命。
经验表明,通⽤的模胚精度⼀般很难达到精密齿轮模的要求。
四、塑胶原料的选⽤:主要有两种:POM和PA(PA+GF%)。
不排除其它原料,如:聚砜等。
⾸选POM与PA原料的最根本的原因:POM、PA制品表⾯具有良好的⾃润滑性。
其它共同原因:耐磨性好、耐冲击好及抗疲劳;其次,POM制品刚性⼤,抗蠕变性优良;PA制品韧性好,必要时可填加GF%以增强其刚性。
⼀般情况POM齿轮可以相互啮合传动使⽤,PA齿轮同POM齿轮啮合传动使⽤。
五、模具结构的设计相关要点:1)浇⼝:⼀般采⽤3点或6点式平衡进浇,对微型齿轮通常只有采⽤单点进浇。
2塑料齿轮已在范围广泛的应用中确立了传统金属齿轮的重要替代品的地位。
塑料齿轮的用途已经从低功率低精度传动发展到要求更高的动力传输领域。
随着设计师们不断拓展塑料齿轮的应用范围,人们对于塑料在齿轮设计中的表现和如何利用塑料的独特性能也有了更多的了解。
塑料齿轮具有许多金属齿轮所没有的优点。
与金属齿轮相比,它们重量更轻、惯性更小、运转时噪音更低。
塑料通常齿轮不需要润滑,或者可以添加PTFE或硅油这样的内部润滑剂。
塑料齿轮通常比金属齿轮的单位成本更低,而且在设计时可以结合考虑其他组装性能。
此外,这些齿轮还能运用于许多腐蚀性环境。
目录齿轮的类型和排列4齿轮的运动5塑料齿轮的设计应力分析• 弯曲应力• 安全系数• 接触应力7整体塑料齿轮设计• 轮齿设计• 部件总体设计• 齿轮的布局• 组装• 部件组合8测试15齿轮失效机理16材料• 润滑添加剂• 增强材料• 齿轮副• 塑料对塑料的磨损• 高温齿轮17加工制造• 材料对齿轮精度的影响• 模具设计和齿轮精度• 模塑参数的影响21热塑性塑料齿轮的最早用途无疑是制造低负载低转速的纯尼龙和乙缩醛齿轮。
随着使用热塑性塑料齿轮的优点日益明显以及性能更高的新材料的相继问世,设计师们开始把塑料齿轮用于具有更高要求的应用场合。
而把增强材料和内部润滑剂复合到这些材料中,则进一步扩大了塑料齿轮的应用范围。
由于缺乏系统的负载承受能力和磨损性能方面的数据—至少同随处可得的金属齿轮/材料性能数据相比情况如此,热塑性塑料在齿轮方面的应用遇到了阻碍。
金属材料的数据通过无数次成功的应用已经得到积累和确认,并为大多数齿轮设计师所熟知。
而热塑性塑料用作齿轮材料的时间较晚,尚没有充分的时间来整理大量的负载等级数据,并且热塑性塑料的独特的机械和热学性能也使得那些尝试通过更易于获得的信息来推导这些数据的人士无功而返。
尽管如此,还是有一些原则可以用来估测在齿轮中使用热塑性塑料的技术可行性。
这些技术大多是从原先通过金属测试得出的公式演变而来的,因此没有考虑到热塑性塑料所具有的某些独特行为。
小模数塑料齿轮的设计制造(合集五篇)第一篇:小模数塑料齿轮的设计制造关于小模数塑料齿轮的设计制造一、材料问题:如果用于力矩传输,尽量选用聚甲醛,承载能力和尼龙差不多,但摩擦小,效率高寿命好!。
以前用过PC的,崩齿过,没敢再用。
a)如果受力及压阻,齿轮将变形,固然在所受力齿轮应采用较硬的塑料,同时下一级采用软性塑料,这样可以增加受力齿与下一级齿啮合,可以减少磨擦及异音的产生。
b)力度比较大的时候用大一点的模数+变位,然后用PA+GF料。
c)特殊要求要特殊选模数和材料!如果大家都更好的材料,不妨推荐一下。
如果用于转速传递,POM,PC,ABS都可以。
二、模具问题加工来说,小于1.0的小模数齿轮,直齿的都可以使用线切割,斜齿圆柱齿轮的加工有些不同,在一定的齿宽,比较小的螺旋角的仍然可以使用线切割。
但是,齿宽较大,螺旋角大的斜齿圆柱齿轮必须使用滚齿滚电极,然后EDM加工。
一般线切割的时候,好多都采用慢走丝,是可以达到很高精度的,至少,ISO9级是没有问题的,实际上,我们通常的要求就是9级,通常可以做到8级。
主要是设计齿形的时候,要注意一下,模具的齿形和通常的齿形是不同的。
至于累计误差的问题,其实,在很多机床都可以调整累计误差的。
不要把误差累计到一个齿上。
多分到一些齿就可以了。
在加工斜齿圆柱齿轮时如果采用滚齿滚电极,然后EDM加工,这样的话加工出来的模具上的齿形的渐开线的,考虑到塑胶齿轮的不同部位缩水率是不同的,最终注塑出的齿轮就肯定不是渐开线的齿轮了,这个问题是塑料齿轮不同于金属齿轮的最难的地方,也是最难解决的地方。
个人认为做高精度斜齿轮应该从以下几方面控制:d)浇口的位置,大小,角度e)顶出的平稳性f)旋转齿胚的精度,合模定位精度等g)总装装配的每个动作h)成型调机很重要,高速注塑机不管哪种加工,缩水率(收缩率)是很重要的一个参数,要掌握准确,不同的缩水率,对应设计的模具齿形是不同的。
塑料齿轮模具的收缩率的添加在齿跟和齿顶的收缩是不一样的,尤其是对于模数小于1.0的齿轮。
塑料齿轮是慢丝切割的螺纹可以对半分模,也可以旋转抽芯张学孟先生提出过两种噪音指标:一、控制最大滑动比的噪音指标Bcg。
原理是:在齿轮基圆的附近的渐开线的曲率变化大,敏感性高,齿面在啮合时的接触滑动比也大,所以在基圆附近的齿高传递力时,力的变化比较剧烈,齿面的粗糙度对力的影响也大,因此容易引起齿的振动,产生较大的噪音。
所以,应该使啮合起始圆尽可能的远离基圆。
二、摩擦噪音指标。
原理是:先说两个定义:1、主动齿轮的节园到啮合起始圆的这段弧形称为进弧区;2、从节园到其齿顶称为退弧区。
当齿面接触由进弧区移动到退弧区时,摩擦力的方向在节园处发生突变。
在进弧区内,主动齿轮的齿腹先于从动齿轮的齿顶接触,齿面滑动的方向是朝着主动齿轮的齿顶,摩擦力与之相反。
摩擦力产生的力矩的方向正好和主动齿轮加载的方向相同,因此摩擦力增大了齿面的法向压力。
刚超过节园时,摩擦力随着滑动方向的改变而改变。
齿面受力发生突变,导致牙齿发生振动而产生噪音。
减小从动齿轮的外径和增大主动齿轮的外径和改善摩擦噪音指标。
2.关于塑齿双啮测试压力的规定①目前未查到国内相关标准是如何规定的;②日本的齿轮标准:JISB1702-3_2008和JISB1752_1989都对测试压力进行了规定。
这两个标准对于塑齿测试压力的规定是一致的,如附图所示。
但是问题是:这两个标准中对于塑齿测试压力的数值规定明显的偏大。
以1个模数,齿宽b=20mm的齿轮为例,标准规定的测试压力是5.4*2=8.4N=856.56161890146gf=0.85656161890146kgf,这对于一般的双啮仪提供的测试力范围是不相符合的。
而且这个力明显的偏大。
从实际的情况是,对于塑齿的双啮测试一般是在100gf~200gf,一般取200gf=1.96133N≈2N。
对于塑胶斜齿轮一般都是用滚齿加工铜公,然后再用铜公加工模具。
对于斜齿设计推荐用标准的,但是如果斜齿轮的齿厚很小的情况下,在精度要求不是很苛刻的条件下也可以考虑用线割的方式直接割除斜齿齿廓,其出差在um (丝)级的。
精密塑胶齿轮模具设计齿轮模具设计一、型腔设计塑料齿轮模具的型腔设计一向被视为模具工业的一个技术难题。
究其原因主要有两点:一是塑料收缩率难以精确化:在塑料齿轮模塑法加工过程中,塑料由颗粒状固体原料经高温转变为熔融的塑料液体,再经冷却后成型固态塑料齿轮产品。
这一过程中塑料的收缩率是一个范围值,难以精确的确定塑料的收缩率数值;二是模具型腔的非线性收缩计算:对于渐开线小模数塑料齿轮模具而言,模具型腔实际上是一个假想的齿轮。
这个假想齿轮既不同于变位齿轮又不同于内齿轮。
这个假想齿轮在收缩后就变成了我们想要的塑料齿轮。
该假想齿轮在其渐开线齿形上的收缩不同于一般塑料件的各向等比例收缩。
在齿轮平面上,x与y方向的收缩量不等,即为非线性收缩,如图6所示。
正是这种非线性收缩导致渐开线塑料齿轮模具型腔的设计难度大大增加。
图6 塑料齿轮轮齿理论齿廓与模具型腔齿廓对比图7 齿轮模具型腔面对这一技术难题,采用一般塑料件的各向等比例收缩方法设计模具型腔是难以收到良好的效果的。
根据我公司多年的实践检验,在精确估算塑料收缩率的基础上,我们推荐采用变模数法进行齿轮模具型腔的理论设计,然后通过齿形修正来保证模具型腔的精确合理。
变模数法认为:齿轮在各加工过程中,基圆直径、分度圆直径、齿顶圆直径和齿根圆直径都一样,都是按照一定比例增大或减小的,与简单的套筒类零件的径向尺寸变化规律一致。
对齿轮分度圆而言,由公式d=mz 可知,它只与模数m和齿数z有关。
对于一个具体的齿轮,由于它的齿数是一定的,因此在加工过程中,分度圆直径的变化可以认为是模数在变化。
这一规律说明:塑料齿轮模具型腔所包容的空间是一个齿数与压力角不变,模数为的假想齿轮,它的沟槽为型腔的齿形。
对这个假想齿轮的模数可以采用等比例方法的方法进行计算,其公式为:m'=(1+ η%)m。
式中,m' 为模具型腔齿形的模数;m为设计齿轮的理论模数;η%为塑料的收缩率。
用模数m' 代入相应的齿轮计算公式得到的齿轮便是模具型腔的假想齿轮。