点焊工艺及参数(DOC)
- 格式:doc
- 大小:159.00 KB
- 文档页数:11
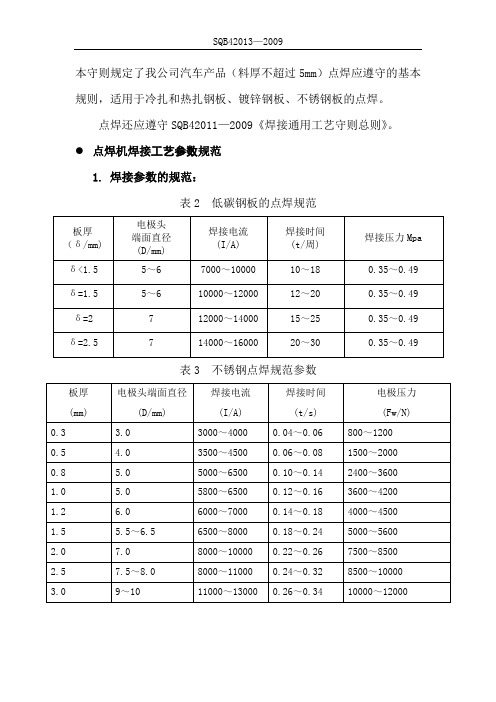
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。

点焊方法和工艺一、点焊方法分类对焊件馈电进行电焊时,应遵循下列原则:①尽量缩短二次回路长度及减小回路所包含的空间面积,以节省能耗;②尽量减少伸入二次回路的铁磁体体积,特别是避免在焊接不同焊点时伸入体积有较大的变化,以减小焊接电流的波动,保证各点质量衡定(在使用工频交流时)。
点焊馈电方式示意图,如图1所示。
图1 点焊馈电方式示意图1.双面单点焊所有的通用焊机均采用这个方案。
从焊件两侧馈电,适用于小型零件和大型零件周边各焊点的焊接(图1a)。
2.单面单点焊当零件的一侧电极可达性很差或零件较大、二次回路过长时,可采用这个方案。
从焊件单侧馈电,需考虑另一侧加铜垫以减小分流并作为反作用力支点(图1d)。
图1c为一个特例。
3.单面双点焊从一侧馈电时尽可能同时焊两点以提高生产率。
单面馈电往往存在无效分流现象(图1f及g),浪费电能,当点距过小时将无法焊接。
在某些场合,如设计允许,在上板二点之间冲一窄长缺口(图1f)可使分流电流大幅下降。
4.双面双点焊图1b及j为双面双点的方案示意。
图2-12b方案虽可在通用焊机上实施,但两点间电流难以均匀分配,较难保证两点质量一致。
而图1j 由于采用推挽式馈电方式,使分流和上下板不均匀加热现象大为改善,而且焊点可布置在任意位置。
其唯一不足之处是须制作二个变压器,分别置于焊件两侧,这种方案亦称推挽式点焊。
两变压器的通电需按极性进行。
5.多点焊当零件上焊点数较多,大规模生产时,常采用多点焊方案以提高生产率。
多点焊机均为专用设备,大部分采用单侧馈电方式见图1h、i,以i方式较灵活,二次回路不受焊件尺寸牵制,在要求较高的情况下,亦可采用推挽式点焊方案。
目前一般采用一组变压器同时焊二或四点(后者有二组二次回路)。
一台多点焊机可由多个变压器组成。
可采用同时加压同时通电、同时加压分组通电和分组加压分组通电三种方案。
可根据生产率、电网容量来选择合适方案。
二、点焊循环点焊过程由预压、焊接、维持和休止四个基本程序组成焊接循环,必要时可增附加程序,其基本参数为电流和电极力随时间变化的规律。
$[初始化签字] $[审核 ] 标准化:$[标准化 ] 会签:$[ 东区工艺] $[批准 ] $[初始化签字.AppDate] $[审核 .AppDate] $[标准化 .AppDate] $[东区工艺.AppDate] $[批准 .AppDate]2021 年 8月共12页产品型号工段名称左侧围7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第1页序号工位名称1 左侧围总成一2 左侧围总成一3 左侧围总成一4 左侧围总成一5 左侧围总成一6 左侧围总成一7 左侧围总成一8 左侧围总成一9 左侧围总成一10 左侧围总成一11 左侧围总成一12 左侧围总成一13 左侧围总成二15 左侧围总成二16 左侧围总成二焊接参数〔允差±10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)C-010L 282042 ZPF36-C30-2610 1、 3 10C-010L 282043 X40-Z3221A 2、 4 10C-010L 282043 X34-Z11828 1、 3 10C-010L 282044 X30-Z2408 2、 4 10C-010L 282044 C30-ZA2207 1、 3 10C-010L 282049 X30-Z2408 2、 4 15C-010L 282049 C30-ZA2207 1、 3 15C-010L 282050 C30-ZA2207 1、 3 15C-010L 282050 X30-Z2513B 1、 3 15C-010L 282051 C30-Z2525C 2、 4 15C-010L 282052 X35-5526A 2、 4 10C-010L 282052 X30-Z2513B 1、 3 15C-010L 282045 X35-Z8025 2、 4 8C-010L 282046 C30-ZA2207 2、 4 15C-010L 282047 C30-ZA2210 2、 4 15编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称左侧围、右侧围7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第2页序号工位名称17 左侧围总成二18 左侧围总成二19 右侧围总成一20 右侧围总成一21 右侧围总成一22 右侧围总成一23 右侧围总成一24 右侧围总成一25 右侧围总成一26 右侧围总成一27 右侧围总成一28 右侧围总成一29 右侧围总成二30 右侧围总成二31 右侧围总成二焊接参数〔允差±10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)C-010L 282047 X30-Z5515A 1、 3 15C-010L 282048 C30-ZA2207 2、 4 15C-010R 282058 X30-Z2408 1、 3 10C-010R 282058 C30-ZA2207 2、 4 10C-010R 282060 X35-Z8025 1、 3 10C-010R 282061 ZPF36-C30-2610 2、 4 10C-010R 282056 X30-Z2513D 1、 3 10C-010R 282056 X35-5526A 2、 4 10C-010R 282057 C30-Z2525C 2、 4 8C-010R 282057 C30-ZA2207 2、 4 10C-010R 282059 X30-Z2408 1、 3 10C-010R 282059 C30-ZA2207 1、 3 10C-010R 282055 C30-ZA2207 1、 3 10C-010R 282054 C30-ZA2210 2、 4 10C-010R 282056 X30-Z5515A 1、 3 10编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称右侧围、前车架7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第3页序号工位名称32 右侧围总成二33 前车架总成一34 前车架总成一35 前车架总成一36 前车架总成一37 前车架总成二38 前车架总成二39 前车架总成二40 前车架总成二41 前车架总成二42 前车架总成二43 后车架总成一44 后车架总成一45 后车架总成一46 后车架总成一工位号焊机编号焊钳型号C-010R 282057 C30-ZA2207A-019 212141 C30-3617A-019 212141 X30-1707A-019 212144 C40-3110A-019 212144 X30-1707A-020 212145 C40-3110A-020 212143 X30-1707A-020 212143 X40-3205ELA-020 212147 C40-3110A-020 212146 X30-1707A-020 212146 X40-3205ERA-001 222103 C35-4323A-001 222101 X30-3005TA-001 222104 C35-4323A-001 222101 C35-3303T焊接参数〔允差±10%〕焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)1、 3 101、 313 162、 4 13 161、 3 11 122、 413 161、 3 121、 3 13 3 162、 4 12 3 141、 3 3 121、 3 13 3 162、 4 12 3 141、 311 121、 3 11 3 121、 3 11 121、 3 11 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称后车架、下车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第4页序号工位名称47 后车架总成一48 后车架总成一49 后车架总成二50 后车架总成二51 后车架总成二52 后车架总成二53 前地板54 前地板55 前地板56 前地板57下车身总成〔一〕58下车身总成〔一〕59下车身总成〔一〕60下车身总成〔一〕61下车身总成〔一〕工位号焊机编号A-001222102A-001222102A-002222105A-002222106A-002222105A-002222106B-032232130B-032232130B-032232128B-032232128B-001232101B-001232101B-001232102B-001232102B-001232103焊钳型号C35-3303TX30-3005TX30-2805ERX30-2805ERX30-2805ELX30-2805ELC30-3526AX25-5018AX25-5018AC25-2515BPTI-ZMF45-X40-3012PTI-ZMF45-C35-3210PTI-ZMF45-X40-3012PTI-ZMF45-C35-3210X25-6013焊接参数〔允差±10%〕焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)1、 3 11 3 122、 411 3 121、 3 11 301、 3 11 5 282、 410 282、 4 11 5 281、 3 9 92、 4 2 91、 3 2 92、 4 9 91、 3 12 5 222、 48 5 211、 3 12 5 222、 4 8 5 211、 3 11 14编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称下车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第5页序号工位名称62下车身总成〔一〕63下车身总成〔一〕64下车身总成〔一〕65下车身总成〔一〕66下车身总成〔一〕67 后地板总成68 后地板总成69 后地板总成70 后地板总成71 后地板总成72 后地板总成73车身下部焊接总成74车身下部焊接总成75车身下部焊接总成76车身下部焊接总成焊接参数〔允差± 10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)B-001 232103 C30-5516A 2、 4 11 12B-001 232104 X25-6013 1、 3 14B-001 232104 C30-5516A 2、 4 11 12B-001 232105 一体化1、 3 12 3 15B-001 232106 一体化1、 3 12 3 15A-035 232152 X25-10024 1、 3 9 2 9A-035 232153 X25-10024 1、 3 9 2 9A-035 232150 C30-5144 1、 3 9A-035 232150 X25-3315 2、 4 9A-035 232151 X25-3315 1、 3 9A-035 232151 C30-5144 2、 4 9UB-020 282021 C30-2505 1、 3 12UB-020 282021 X30-4010 1、 3 12UB-020 282021 X33-Z9550 1、 3 12UB-020 282021 C45-4532C 1、 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第6页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)77 车身下部焊接总成UB-020 282021 C30-2505 1、 3 1278 车身下部焊接总成UB-020 282021 X30-4010 1、 3 11 1279 车身下部焊接总成UB-020 282021 X33-Z9550 1、 3 1880 车身下部焊接总成UB-020 282021 C45-4532C 1、 3 1281 车身下部焊接分总成UB-010 282021 X30-Z10015 1、 3 1282 车身下部焊接分总成UB-010 282021 C35-Z2808T 1、 3 1083 车身下部焊接分总成UB-010 282021 X55-2706T 1、 3 1484 车身下部焊接分总成UB-010 282021 X38-3208TL 2、 4 1285 车身下部焊接分总成UB-010 282021 X30-Z9556 1、 3 1286 车身下部焊接分总成UB-010 282021 C30-4532B 2、 4 10 1287 车身下部焊接分总成UB-010 282007 X30-Z10015 1、 3 1488 车身下部焊接分总成UB-010 282007 C35-Z2808T 2、 4 1289 车身下部焊接分总成UB-010 282006 X55-2706T 1、 3 1490 车身下部焊接分总成UB-010 282006 X38-3208TL 2、 4 1291 车身下部焊接分总成UB-010 282005 X30-Z9556 1、 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性A共11页第7页焊接参数〔允差±10%〕序号工位名称工位号焊机编号92 车身下部焊接分总成UB-010 28200593 车身下部焊接分总成UB-010 28202194 右前第四边梁总成MF-000 28200295 中车架分总成MF-010 28200196 中车架分总成MF-010 28200297 中车架总成MF-020 28200198 中车架总成MF-020 28200199 左中下裙板总成B-036 282003 100 左中下裙板总成B-036 282004 101 右中下裙板总成B-037 282003 102 右中下裙板总成B-037 282004 103 主车身总成一ZCS-040 282030 104 主车身总成一ZCS-040 282029 105 主车身总成一ZCS-040 282026 106 主车身总成一ZCS-040 282028焊钳型号C30-4532BPYF36-X30-4110X45-2004C45-ZA2313X45-2004C45-ZA2313X35-ZA2021BX30-Z6520C30-Z2516FX30-Z6520C30-Z2516FPTI-ZPF36-C30-2526APTI-ZPF36-C30-2825APTI-ZPF44-C35-2404PTI-ZPF36-X30-4125程序2、 41、 31、 31、 31、 31、 31、 31、 31、 32、 42、 41、 31、 31、 31、 3焊接电流电极压力焊机周波备注I 〔KA〕(kN) (CY)121011 104 14141414999910101010编制(日期)审核〔日期〕标准化(日期)会签(日期)$[初始化签字 ]$[审核 ]$[标准化 ]$[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第8页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)107 主车身总成一ZCS-040 282027 PTI-ZPF44-X40-4127 1、 3 3 10108 主车身总成一ZCS-040 282025 X30-Z3010 1、 3 8109 主车身总成一ZCS-040 282031 X30-Z4010 1、 3 8110 主车身总成一 ( 傀儡焊 ) ZCS-040 282025 X30-Z3010 1、 3 8 左侧 0018 左侧 0028 左侧 0038 左侧 0048 左侧 0058 右侧 0018 右侧 0028 右侧 0038 右侧 0048 右侧 005 111 主车身总成一 ( 傀儡焊 ) ZCS-040 282031 X30-Z4010 1、 3 8 左侧 0068 左侧 007编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第9页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)8 左侧 0088 左侧 0098 左侧 0108 左侧 0118 左侧 012右舵8 左侧 0138 左侧 0158 左侧 0168 右侧 0068 右侧 0078 右侧 0088 右侧 0098 右侧 0118 右侧 0128 右侧 013编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第10页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)8 右侧 0148 右侧 0158 右侧 016 112 主车身总成二ZCS-041 282035 PTI-ZPF36-C30-2503 1、 3 10113 主车身总成二ZCS-041 282040 PTI-ZPF44-C35-2503 1、 3 10114 主车身总成二ZCS-041 282032 PTI-ZPF36-C30-2918 1、 3 10115 主车身总成二ZCS-041 282037 PTI-ZPF44-C30-3323 1、 3 10116 主车身总成二ZCS-041 282036 X35-2007 1、 3 10117 主车身总成二ZCS-041 282036 C30-2518D 2、 4 10118 主车身总成二ZCS-041 282033 C30-2813T 1、 3 8119 主车身总成二ZCS-041 282041 X35-2007 1、 3 10120 主车身总成二ZCS-041 282041 C30-2518D 2、 4 10121 主车身总成二ZCS-041 282038 C30-2813T 1、 3 8122 顶盖总成ZCS-042 282024 C30-3025E 1、 3 8123 顶盖总成ZCS-042 282024 X27-Z9030 1、 3 10编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称主车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第 11页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)124 顶盖总成ZCS-042 282023 C30-3025E 1、 3 9125 顶盖总成ZCS-042 282021 C30-3025E 1、 3 9126 顶盖总成ZCS-042 282022 C30-3025E 1、 3 9127 顶盖总成ZCS-042 282022 X27-Z9030 2、 4 10128 顶盖第五、十横梁总成RFS01 282021 C30-ZA1820 9编制(日期)审核〔日期〕标准化(日期)会签(日期)$[初始化签字 ]$[审核 ]$[标准化 ]$[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]。
点焊方法和工艺一、点焊方法:点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式如图11-5所示。
图中a是最常用的方式,这时工件的两侧均有电极压痕。
图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
图中c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。
图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。
图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。
这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。
其优点有:各变压器可以安置得离所联电极最近,因而。
其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
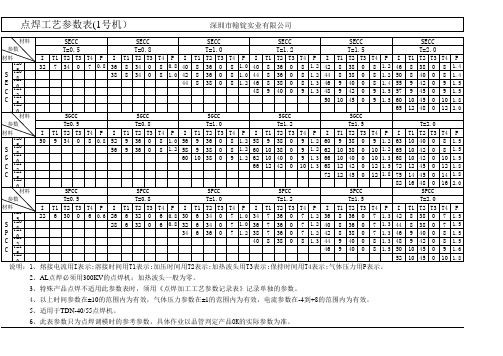
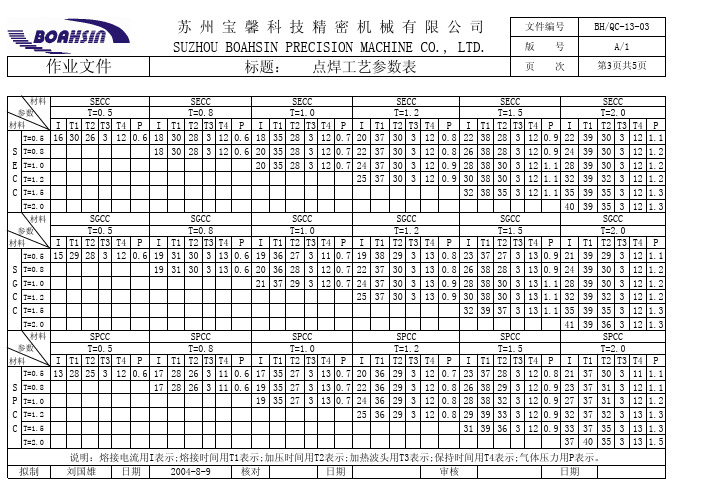
说明:1、熔接电流用I表示;溶接时间用T1表示;加压时间用T2表示;加热波头用T3表示;保持时间用T4表示;气体压力用P表示。
2、AL点焊必须用300KV的点焊机;加热波头一般为零。
3、特殊产品点焊不适用此参数表时,须用《点焊加工工艺参数记录表》记录单独的参数。
4、以上时间参数在±10的范围内为有效,气体压力参数在±1的范围内为有效,电流参数在-4到+8的范围内为有效。
5、适用于TDN-40/55点焊机。
6、此表参数只为点焊调模时的参考参数,具体作业以品管判定产品OK的实际参数为准。
说明:1、熔接电流用I表示;溶接时间用T1表示;加压时间用T2表示;加热波头用T3表示;保持时间用T4表示;气体压力用P表示。
2、AL点焊必须用300KV的点焊机;加热波头一般为零。
3、特殊产品点焊不适用此参数表时,须用《点焊加工工艺参数记录表》记录单独的参数。
4、以上时间参数在±10的范围内为有效,气体压力参数在±1的范围内为有效,电流参数在-4到+8的范围内为有效。
5、适用于DN-40/55点焊机。
6、此表参数只为点焊调模时的参考参数,具体作业以品管判定产品OK的实际参数为准。
说明:1、熔接电流用I表示;溶接时间用T1表示;加压时间用T2表示;加热波头用T3表示;保持时间用T4表示;气体压力用P表示。
2、AL点焊必须用300KV的点焊机;加热波头一般为零。
3、特殊产品点焊不适用此参数表时,须用《点焊加工工艺参数记录表》记录单独的参数。
4、以上时间参数在±10的范围内为有效,气体压力参数在±1的范围内为有效,电流参数在-4到+8的范围内为有效。
5、适用于WF-40点焊机。
6、此表参数只为点焊调模时的参考参数,具体作业以品管判定产品OK的实际参数为准。
说明:1、熔接电流用I表示;溶接时间用T1表示;加压时间用T2表示;加热波头用T3表示;保持时间用T4表示;气体压力用P表示。
点焊工艺及参数点焊是一种常见的焊接工艺,常用于金属的连接和接合。
它利用电流通过电极,将两个金属件加热到熔化状态,并施加一定的压力使其连接在一起。
点焊的关键参数包括焊接电流、焊接时间和焊接压力。
这些参数的选择和控制对焊接接头的质量和性能至关重要。
首先,焊接电流是点焊的主要参数之一、电流的大小决定了电极与工件之间的接触电阻和热量的产生。
通常情况下,焊接电流的大小与金属的导电性密切相关。
对于不同材料的焊接,需要根据金属的导电性和材料的厚度来选择合适的焊接电流。
其次,焊接时间也是一个重要的参数。
焊接时间的长短决定了电流通过工件的时间,从而影响了焊接接头的熔化深度和扩散范围。
焊接时间过短可能导致接头质量低下,而过长则会引起过熔、烧穿等问题。
因此,对于不同材料和尺寸的工件,需要通过实验和经验确定最佳的焊接时间。
最后,焊接压力对焊接接头的质量和强度也有很大影响。
焊接压力的大小与焊接接头的融合程度和金属的压紧程度相关。
过高的焊接压力可能导致接头变形或过分压实,而过低的压力则会影响接头的质量和强度。
因此,需要根据焊接材料和工件的特性,进行合理的焊接压力选择和控制。
除了这些主要参数外,还有一些其他参数也需要考虑,如电极形状、电极压紧方式、焊接方式等。
这些参数的合理选择和优化对焊接接头的质量和性能同样重要。
总结起来,点焊是一种常用的焊接工艺,在正确定义和控制焊接参数的基础上,可以实现高质量的焊接接头。
通过合理选择焊接电流、焊接时间和焊接压力,可以实现金属接头的牢固连接和良好的焊接质量。
对于不同材料和工件的焊接,需要根据其特性和要求,进行参数的合理选择和控制,以提高焊接接头的质量和性能。
点焊工艺及参数分解
点焊是金属加工中常用的一种连接方式,其原理是通过在焊接接合部
位施加一定的压力和电流,使金属接合处达到高温熔化状态,然后冷却硬
化形成焊点。
点焊工艺的参数包括焊接电流、焊接时间、焊接压力和焊接
周期等。
焊接电流:焊接电流是点焊中最重要的参数之一,它决定了焊接过程
中所提供的热量大小。
一般来说,焊接电流与焊接金属的导电性和细致度
有关,导电性好的材料需要较低的焊接电流。
焊接时间:焊接时间指焊接电流在焊接接头上流动的时间,是指定时
间电流要消耗的焊接时间。
焊接时间的长短决定了焊接接头的热量输入量,直接影响焊接的质量和效率。
焊接压力:焊接压力是施加在焊接接头上的压力,它对焊接接头的抵
抗力和焊接的牢固性有重要影响。
焊接压力过大会使焊接接头的形变增大,焊缝凹陷度增加,对于薄板材料的焊接,会造成焊接接头的变形和变僵。
焊接周期:焊接周期是一个焊接过程的完整周期,包括上压时间、焊
接时间、冷却时间和提离时间。
上压时间指把电极施加在焊接接头上的时间;焊接时间指施加在焊接接头上的电流流动时间;冷却时间指焊接完成
后电极仍然施加在焊接接头上的时间;提离时间指将电极从焊接接头上提
离的时间。
不同焊接物料的厚度和性质,焊机的配置及压力模块会对焊接
周期进行调整。
除了这些主要的焊接参数外,还有其他一些次要的参数也会影响到点
焊的质量和效果,如电极压头尺寸、电极表面的保养和养护等。
总结起来,点焊工艺及参数分解主要包括焊接电流、焊接时间、焊接压力和焊接周期。
合理的选择和调节这些参数可以实现点焊过程中的高效率和高质量。
点焊工艺及参数资料
(一)焊接工艺要求
1、点焊是由深焊和浅焊两种焊接方法组成,点焊是在每一焊点上只能做一遍,焊接后不能再焊接。
2、焊点的形状应现场决定,熔核和熔池大小是通过选择合适的焊接参数和实践熔核把握的,焊接时要避免过多的焊点堆积。
3、焊接参数的控制:根据熔核和熔池的尺寸,焊接参数应根据不同焊方式及被焊件的物理性质变化,根据熔核尺寸,焊接参数应选择合适的温度,直流焊接时考虑电流大小,选择合适的电流,焊接时考虑焊材的厚度,选择合适的焊接频率。
4、焊点质量检测:焊点质量检测应按照焊接质量检测标准进行,焊点应符合技术要求,焊点表面应均匀,不应有外观缺陷,接触电阻和接触电压应达到规定的要求。
(二)焊接参数
1、焊接电流:焊接电流应根据焊点的熔核深度和厚度来选择,正常情况下,焊接电流大小低于50A,常规焊电流在7~18A之间,而对于厚如2mm及以上的电缆,焊接电流可以超过100A。
2、焊接频率:焊接频率是指一次焊接完成过程中有多少次变化的频率。
一般的焊接频率为50〜1000Hz,具体可根据使用的焊接电源参数来确定。
点焊方法和工艺一、点焊方法:点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式如图11-5所示。
图中a是最常用的方式,这时工件的两侧均有电极压痕。
图中b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
图中c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。
图中d为采用多个变压器的双面多点点焊,这样可以避免c的不足。
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图11-6所示,图中a为单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。
图中b为无分流的单面双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。
图中d为当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。
这时可采用由一个变压器供电,各对电极轮流压住工件的型式(图11-7a),也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式(图11-7b).后一型式具有较多优点,应用也较广泛。
其优点有:各变压器可以安置得离所联电极最近,因而。
其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
二、点焊工艺参数选择通常是根据工件的材料和厚度,参考该种材料的焊接条件表选取,首先确定电极的端面形状和尺寸。
其次初步选定电极压力和焊接时间,然后调节焊接电流,以不同的电流焊接试样,经检查熔核直径符合要求后,再在适当的范围内调节电极压力,焊接时间和电流,进行试样的焊接和检验,直到焊点质量完全符合技术条件所规定的要求为止。
最常用的检验试样的方法是撕开法,优质焊点的标志是:在撕开试样的一片上有圆孔,另一片上有圆凸台。
厚板或淬火材料有时不能撕出圆孔和凸台,但可通过剪切的断口判断熔核的直径。
必要时,还需进行低倍测量、拉抻试验和X光检验,以判定熔透率、抗剪强度和有无缩孔、裂纹等。
以试样选择工艺参数时,要充分考虑试样和工件在分流、铁磁性物质影响,以及装配间隙方面的差异,并适当加以调整。
三、不等厚度和不同材料的点焊当进行不等厚度或不同材料点焊时,熔核将不对称于其交界面,而是向厚板或导电、导热性差的一边偏移,偏移的结果将使薄件或导电、导热性好的工件焊透率减小,焊点强度降低。
熔核偏移是由两工件产热和散热条件不相同引起的。
厚度不等时,厚件一边电阻大、交界面离电极远,故产热多而散热少,致使熔核偏向厚件;材料不同时,导电、导热性差的材料产热易而散热难,故熔核也偏向这种材料(见图11-8)调整熔核偏移的原则是:增加薄板或导电、导热性好的工件的产热而减少其散热。
常用的方法有:(1)采用强条件使工件间接触电阻产热的影响增大,电极散热的影响降低。
电容储能焊机采用大电流和短的通电时间就能焊接厚度比很大的工件就是明显的例证。
(2)采用不同接触表面直径的电极在薄件或导电、导热性好的工件一侧采用较小直径,以增加这一侧的电流密度、并减少电极散热的影响。
(3)采用不同的电极材料薄板或导电、导热性好的工件一侧采用导热性较差的铜合金,以减少这一侧的热损失。
(4)采用工艺垫片在薄件或导电、导热性好的工件一侧垫一块由导热性较差的金属制成的垫片(厚度为0.2-0.3mm),以减少这一侧的散热。
点焊接头的设计热膨胀监控或能够顺序改变各点电流的控制器时,以及能有效地补偿分流影响的其他装置时,点距可以不受限制。
装配间隙必须尽可能小,因为靠压力消除间隙将消耗一部分电极压力,使实际的焊接压力降低。
间隙的不均匀性又将使焊接压力波动,从而引起各焊点强度的显著差异,过大的间隙还会引起严重飞溅,许用的间隙值取决于工件刚度和厚度,刚度、厚度越大,许用间隙越小,通常为0.1-2mm。
单个焊点的抗剪强度取决于两板交界上熔核的面积,为了保证接头强度,除熔核直径外,焊透率和压痕深度也应符合要求,焊透率的表达式为:η=h/δ-c×100%(参见图11-10)。
两板上的焊透率只允许介于20-80%之间。
镁合金的最大焊透率只允许至60%。
而钛合金则允许至90%。
焊接不同厚度工件时,每一工件上的最小焊透率可为接头中薄件厚度的20%,压痕深度不应超过板件厚度的15%,如果两工件厚度比大于2:1,或在不易接近的部位施焊,以及在工件一侧使用平头电极时,压痕深度可增大到20-25%。
图11-10示低倍磨片上的熔核尺寸。
点焊接头受垂直面板方向的拉伸载荷时的强度,为正拉强度。
由于在熔核周围两板间形成的尖角可引起应力集中,而使熔核的实际强度降低,因而点焊接头一般不这样加载。
通常以正拉强度和抗剪强度之比作为判断接头延性的指标,此比值越大,则接头的延性越好。
多个焊点形成的接头强度还取决于点距和焊点分布。
点距小时接头会因为分流而影响其强度,大的点距又会限制可安排的焊点数量。
因此,必须兼顾点距和焊点数量,才能获得最大的接头强度,多列焊点最好交错排列而不要作矩形排列。
常用金属的点焊一、电阻焊前的工件清理无论是点焊、缝焊或凸焊,在焊前必须进行工件表面清理,以保证接头质量稳定。
清理方法分机械清理和化学清理两种。
常用的机械清理方法有喷砂、喷丸、抛光以及用纱布或钢丝刷等。
不同的金属和合金,需采用不同的清理方法。
简介如下:铝及其合金对表面清理的要求十分严格,由于铝对氧的化学亲合力极强,刚清理过的表面上会很快被氧化,形成氧化铝薄膜。
因此清理后的表面在焊前允许保持的时间是严格限制的。
铝合金的氧化膜主要用以化学方法去除,在碱溶液中去油和冲洗后,将工件放进正磷酸溶液中腐蚀。
为了减慢新膜的成长速度和填充新膜孔隙,在腐蚀的同时进行纯化处理。
最常用的纯化剂是重铬酸钾和重铬酸纳(见表1)。
纯化处理后便不会在除氧化膜的同时,造成工件表面的过分腐蚀。
腐蚀后进行冲洗,然后在硝酸溶液中进行亮化处理,以后再次进行冲洗。
冲洗后在温度达75℃的干燥室中干燥,活用热空气吹干。
这样清理后的工件,可以在焊前保持72h。
铝合金也可用机械方法清理。
如用0-00号纱布,或用电动或风动的钢丝刷等。
但为防止损伤工件表面、钢丝直径不得超过0.2mm,钢丝长度不得短于40mm,刷子压紧于工件的力不得超过15-20N,而且清理后须在不晚于2-3h内进行焊接。
为了确保焊接质量的稳定性,目前国内各工厂多在化学清理后,在焊前再用钢丝刷清理工件搭接的内表面。
铝合金清理后必须测量放有两铝合金工件的两电极间总阻值R。
方法是使用类似于点焊机的专用装置,上面的一个电极对电极夹绝缘,在电极间压紧两个试件,这样测出的R值可以最客观地反映出表面清理的质量。
对于LY12、LC4、LF6铝合金R不得超过120微欧姆,刚清理后的R一般为40-50微欧,对于导电性更好的LF21、LF2铝合金以及烧结铝类的材料,R不得超过28-40微欧。
镁合金一般使用化学清理,经腐蚀后再在铬酐溶液中纯化。
这样处理后会在表面形成薄而致密的氧化膜,它具有稳定的电气性能,可以保持10昼夜或更长时间,性能仍几乎不变。
镁合金也可以用钢丝刷清理。
铜合金可以通过在硝酸及盐酸中处理,然后进行中和并清除焊接处残留物。
不锈钢、高温合金电阻焊时,保持工件表面的高度清洁十分重要,因为油、尘土、油漆的存在,能增加硫脆化的可能,从而使接头产生缺陷。
清理方法可用激光、喷丸、钢丝刷或化学腐蚀。
对于特别重要的工件,有时用电解抛光,但这种方法复杂而且生产率低。
钛合金的氧化皮,可在盐酸、硝酸及磷酸钠的混合溶液中进行深度腐蚀加以去除。
也可以用钢丝刷或喷丸处理。
低碳钢和低合金钢在大气中的抗腐蚀能力较低。
因之,这些金属在运输、存放和加工过程中常常用抗蚀油保护。
如果涂油表面未被车间的赃物或其它不良导电材料所污染,在电极的压力下,油膜很容易被挤开,不会影响接头质量。
钢的供货状态有:热轧,不酸洗;热轧,酸洗并涂油;冷轧。
未酸洗的热轧钢焊接时,必须用喷砂、喷丸,或者用化学腐蚀的方法清除氧化皮,可在硫酸及盐酸溶液中,或者在以磷酸为主但含有硫脲的溶液中进行腐蚀,后一种成份可有效地同时进行涂油和腐蚀。
有镀层的钢板,除了少数例外,一般不用特殊清理就可以进行焊接,镀铝钢板则需要用钢丝刷或化学腐蚀清理。
带有磷酸盐涂层的钢板,其表面电阻会高到在低电极压力下,焊接电流无法通过的程度。
只有采用较高的压力才能进行焊接。
二、镀锌钢板的点焊镀锌钢板大致分为电镀锌钢板和热浸镀锌钢板,前者的镀层比后者薄。
点焊镀锌钢板用的电极,推荐用2类电极合金。
相对点焊外观要求很高时,可以采用1类合金。
推荐使用锥形电极形状,锥角120度-140度。
使用焊钳时,推荐采用端面半径为25-50mm的球面电极。
为提高电极使用寿命,也可采用嵌有钨极电极头的复合电极,以2类电极合金制成的电极体,可以加强钨电极头的散热。
下表是日本焊接学会第3委员会推荐的镀锌钢板点焊的焊接条件镀锌钢板点焊的焊接条件三、低碳钢的点焊低碳钢的含碳量低于0.25%。
其电阻率适中,需要的焊机功率不大;塑性温度区宽,易于获得所需的塑性变形而不必使用很大的电极压力;碳与微量元素含量低,无高熔点氧化物,一般不产生淬火组织或夹杂物;结晶温度区间窄、高温强度低、热膨胀系数小,因而开裂倾向小。
这类钢具有良好的焊接性,其焊接电流、电极压力和通电时间等工艺参数具有较大的调节范围。
钢具有良好的焊接性,其焊接电流、电极压力和通电时间等工艺参数具有较大的调节范围。
下表为美国RWMA推荐的低碳钢点焊的焊接条件,可供参考:低碳钢点焊的焊接条件四、淬火钢的点焊由于冷却速度极快,在点焊淬火钢时必然产生硬脆的马氏体组织,在应力较大时会产生裂纹。
为了消除淬火组织、改善接头性能,通常采用电极间焊后回火的双脉冲点焊方法,这种方法的第一个电流脉冲为焊接脉冲,第二个为回火处理脉冲,使用这种方法时应注意两点:(1)两脉冲之间的间隔时间一定要保证使焊点冷却到马氏体转变点Ms温度以下;(2)回火电流脉冲幅值要适当,以避免焊接区的金属重新超过奥氏体相变点而引起二次淬火。
淬火钢的双脉冲点焊工艺参数实例,示于下表可供参考:25C r M nSiA、30C r M nSiA钢双脉冲点焊的焊接条件五、镀铝钢板的点焊镀铝钢板分为两类,第一类以耐热为主,表面镀有一层厚20-25微米的Al-Si合金(含有Si6-8.5%),可耐640度高温。