数控铣床编程零件图
- 格式:doc
- 大小:264.00 KB
- 文档页数:3
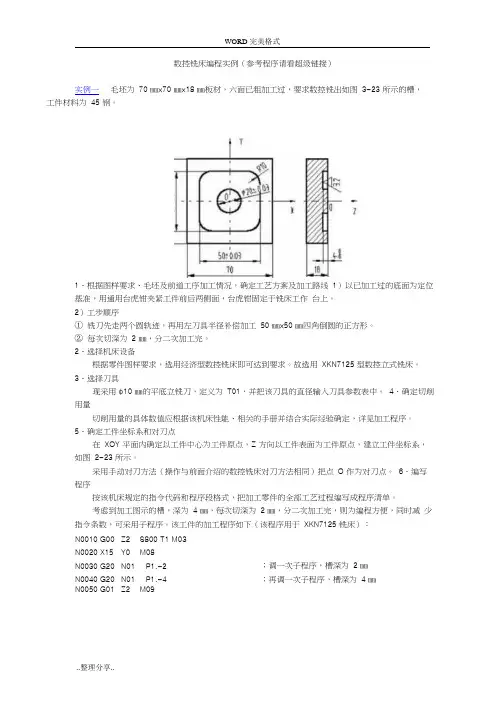
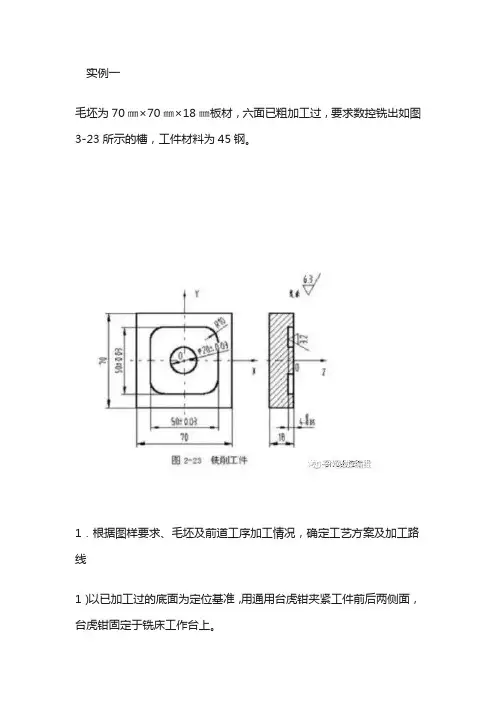
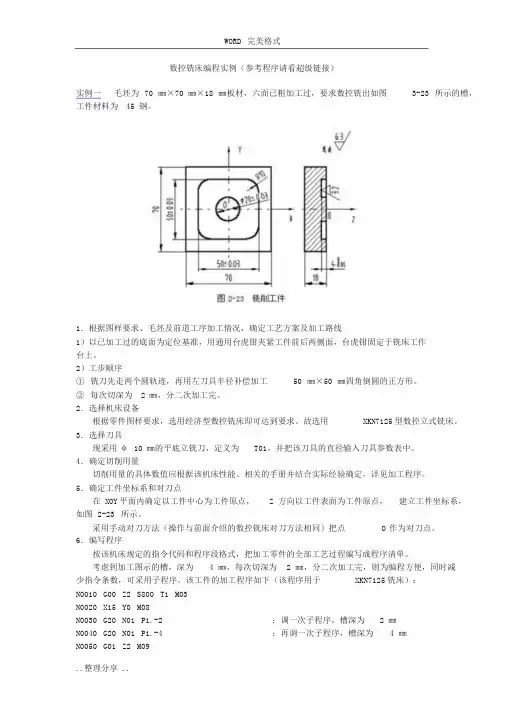
实例一毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序①铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
②每次切深为2㎜,分二次加工完。
2.选择机床设备根据零件图样要求,选用经济型数控铣床即可达到要求。
故选用XKN7125型数控立式铣床。
3.选择刀具现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O 作为对刀点。
6.编写程序按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。
该工件的加工程序如下(该程序用于XKN7125铣床):N0010 G00 Z2 S800 T1 M03N0020 X15 Y0 M08N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜N0050 G01 Z2 M09N0060 G00 X0 Y0 Z150N0070 M02 ;主程序结束N0010 G22 N01 ;子程序开始N0020 G01 ZP1 F80N0030 G03 X15 Y0 I-15 J0N0040 G01 X20N0050 G03 X20 YO I-20 J0N0060 G41 G01 X25 Y15 ;左刀补铣四角倒圆的正方形N0070 G03 X15 Y25 I-10 J0N0080 G01 X-15N0090 G03 X-25 Y15 I0 J-10N0100 G01 Y-15N0110 G03 X-15 Y-25 I10 J0N0120 G01 X15N0130 G03 X25 Y-15 I0 J10N0140 G01 Y0N0150 G40 G01 X15 Y0 ;左刀补取消N0160 G24 ;主程序结束实例二毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图2-24所示的外轮廓及φ20㎜的孔。
数控铣床编程与操作5.1数控铣床简介5.1.1 数控铣床的组成(此处以XK5025型数控铣床为例)XK5025型数控铣床是典型的数控铣床,它由三大部分组成:机械部分、电气部分、数控部分。
1.机械部分分为六大块,即床身、铣头部分、工作台、横向进给部件、升降台部分、冷却、润滑部分。
(1)床身:内部布筋合理,具有良好的刚性,底座上设有4个调节螺栓,便于机床调整水平,冷却液储液池设在机床内部。
(2)铣头部分:由有级变速箱和铣头两个部件组成。
铣头主轴支承在高精度轴承上,保证主轴具有高回转精度和良好的刚性,主轴装有快速换刀螺母,前端锥孔采用ISO30#锥度。
主轴采用机械无级变速,调节范围宽,传动平稳,操作方便。
刹车机构能使主轴迅速制动,节省辅助时间刹车时通过制动手柄撑开止动环使主轴立即制动。
启动主电机时,应注意松开主轴制动手柄。
铣头部件还装有伺服电机,内齿带轮、滚珠丝杆副及主轴套筒,它们形成垂直向(Z向)进给传动链,使主轴作垂向直线运动。
(3)工作台:与床鞍支承在升降台较宽的水平导轨上,工作台的纵向进给是由安装在工作台在右端的伺服电机驱动的。
通过内齿带轮带动精密滚珠丝杠副,从而使工作台获得纵向进给。
工作台左端装有手轮和刻度盘,以便进给手动操作。
床鞍的导轨面均采用了TURCTTE —B贴塑面,提高了导轨的耐磨性,运动的平稳性和精度的保持性,消除了低速爬行现象。
(4)横向进给部分:在升降台前方装有交流伺服电机,驱动床鞍作横向缉拿给运动,其工作原理与工作台纵向进给相同。
另外,在横向滚珠丝杠前端还装有进给手轮,可实现手动进给。
(5)升降台:在其左侧装有锁紧手柄,周的前端装有长手柄可带动锥齿轮及升降台丝杠旋转,从而获得升降台的升降运动。
(6)冷却、润滑部分:冷却部分是由冷却泵、出水管、回水管、开关及喷嘴等组成,冷却泵安装在机床底座的内腔里,将冷却液从底座内储液池打至出水管,再经喷嘴喷出,对切削区进行冷却。
润滑部分是由手动润滑方式,用手动润滑油泵,通过分油器对主轴套筒,导轨及滚珠丝杠进行润滑,以提高机床的使用寿命。
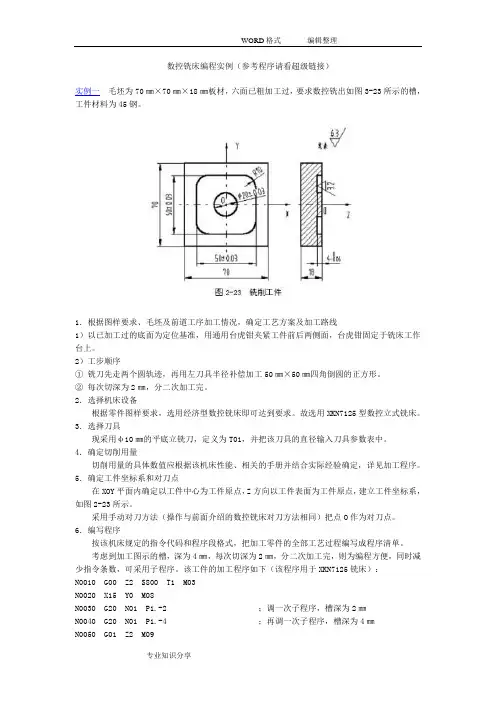
数控铣床编程实例(参考程序请看超级链接)实例一毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序①铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
②每次切深为2㎜,分二次加工完。
2.选择机床设备根据零件图样要求,选用经济型数控铣床即可达到要求。
故选用XKN7125型数控立式铣床。
3.选择刀具现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O作为对刀点。
6.编写程序按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。
该工件的加工程序如下(该程序用于XKN7125铣床):N0010 G00 Z2 S800 T1 M03N0020 X15 Y0 M08N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜N0050 G01 Z2 M09N0060 G00 X0 Y0 Z150N0070 M02 ;主程序结束N0010 G22 N01 ;子程序开始N0020 G01 ZP1 F80N0030 G03 X15 Y0 I-15 J0N0040 G01 X20N0050 G03 X20 YO I-20 J0N0060 G41 G01 X25 Y15 ;左刀补铣四角倒圆的正方形N0070 G03 X15 Y25 I-10 J0N0080 G01 X-15N0090 G03 X-25 Y15 I0 J-10N0100 G01 Y-15N0110 G03 X-15 Y-25 I10 J0N0120 G01 X15N0130 G03 X25 Y-15 I0 J10N0140 G01 Y0N0150 G40 G01 X15 Y0 ;左刀补取消N0160 G24 ;主程序结束实例二毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图2-24所示的外轮廓及φ20㎜的孔。
摘要数控铣床是在普通铣床上集成了数字控制系统,可以在程序代码的控制下较精确地进行铣削加工的机床。
数控铣床一般由数控系统、主传动系统、进给伺服系统、冷却润滑系统等几大部分组成。
数控铣床是目前功能强大、简便、高效的加工机床,只需输入加工程序便可自动加工的自动化程度很高的数控加工中心之一。
MasterCAM软件是美国的CNCSoftware公司开发的基于PC平台的CAD/CAM 系统,现已广泛应用于机械加工、模具制造、汽车工业和航天工业等领域。
采用MasterCAM软件能方便的建立零件的几何模型,迅速自动生成数控代码,缩短编程人员的编程时间,特别对复杂零件的数控程序编制,可大大提高程序的正确性和安全性,降低生产成本,提高工作效率。
烟灰缸是日常用途广泛的环保工具,为了彰显烟灰缸的个性化和功能性,因此希望利用现有知识和能力,制造一个外观美丽并且实用的烟灰缸。
为此,用PROE 做出烟灰缸零件图,将其导入MasterCAM软件中进行模拟仿真加工,利用MasterCAM自动编程功能,导出烟灰缸数控加工程序,并在FANUC仿真软件中仿真模拟加工,最后将导出的数控加工程序输入数控铣床中,加工出我们需要的烟灰缸凸模实体模型。
关键词:数控铣床,MasterCAM,烟灰缸,仿真,加工AbstractCNC milling machine is in the common milling machine with integrated digital control system in the program code, can control accurately for milling machine. CNC milling machine by the general NC system, main transmission system, feed servo system, cooling and lubrication system of several major components. CNC milling machine is the most powerful, simple, efficient processing machine, only need to input the processing program can automatically processing, high degree of automation of CNC machining centers.MasterCAM software is belong to the United States of America CNCSoftware company,which developed the PC platform based on CAD / CAM system,now it has been widely used in machining, mold manufacturing, automobile industry and the aerospace industry and other fields。
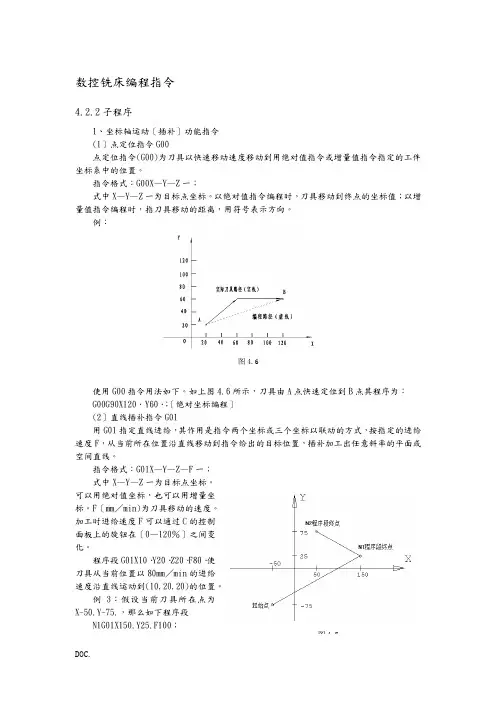
数控铣床编程指令4.2.2子程序1、坐标轴运动〔插补〕功能指令(1〕点定位指令G00点定位指令(G00)为刀具以快速移动速度移动到用绝对值指令或增量值指令指定的工件坐标系中的位置。
指令格式:G00X—Y—Z一;式中X—Y—Z一为目标点坐标。
以绝对值指令编程时,刀具移动到终点的坐标值;以增量值指令编程时,指刀具移动的距离,用符号表示方向。
例:图4.6使用G00指令用法如下。
如上图4.6所示,刀具由A点快速定位到B点其程序为:G00G90X120.Y60.;〔绝对坐标编程〕(2〕直线插补指令G01用G01指定直线进给,其作用是指令两个坐标或三个坐标以联动的方式,按指定的进给速度F,从当前所在位置沿直线移动到指令给出的目标位置,插补加工出任意斜率的平面或空间直线。
指令格式:G0lX—Y—Z—F一;式中X—Y—Z一为目标点坐标。
可以用绝对值坐标,也可以用增量坐标。
F〔mm/min)为刀具移动的速度。
加工时进给速度F可以通过C的控制面板上的旋钮在〔0—120%〕之间变化。
程序段G01X10.Y20.Z20.F80.使刀具从当前位置以80mm/min的进给速度沿直线运动到(10,20,20)例3:假设当前刀具所在点为X-50.Y-75.,那么如下程序段N1G01X150.Y25.F100;图4.7N2X50.Y75.;将使刀具走出如图4.7所示轨迹。
(3〕圆弧插补指令G02和G03G02表示按指定速度进给的顺时针圆弧插补指令,G03表示按指定速度进给的逆时针圆弧插补指令。
顺圆、逆圆的判别方法是:沿着不在圆弧平面内的坐标轴由正方向向负方向看去,顺时针方向为G02,逆时针方向为G03,程序格式:XY 平面:G17G02X ~Y ~I ~J ~(R ~)F ~ G17G03X ~Y ~I ~J ~(R ~)F ~ ZX 平面:G18G02X ~Z ~I ~K ~(R ~)F ~ G18G03X ~Z ~I ~K ~(R ~)F ~ YZ 平面:G19G02Z ~Y ~J ~K ~(R ~)F ~ G19G03Z ~Y ~J ~K ~(R ~)F ~式中X 、Y 、Z 为圆弧终点坐标值,可以用绝对值,也可以用增量值,由G90或G91决定。