第七章高频焊
- 格式:pptx
- 大小:853.81 KB
- 文档页数:28
高频焊接原理
高频焊接是一种常用的金属材料连接方法,它利用高频电流在接头处产生热量,将金属材料瞬间加热到熔点,然后利用压力将两个金属材料连接在一起。
高频焊接原理是基于材料的导电性和电阻加热原理,通过高频电流在金属材料中产生的热量来实现焊接。
高频焊接原理的关键在于高频电流的产生和传导。
在高频焊接中,首先需要一台高频发生器来产生高频电流,然后通过导电体将高频电流传导到焊接接头处。
当高频电流通过导电体传导到接头处时,由于金属材料的电阻,电流会产生热量,将金属材料加热到熔点,然后通过压力将两个金属材料连接在一起。
在高频焊接过程中,高频电流的频率通常在数十千赫至数百千赫之间,这种高频电流能够在金属材料中产生快速且均匀的加热效果,从而实现高效的焊接。
而且,高频焊接可以实现对接头局部加热,不会对整个金属材料产生过多的热影响,从而减少了变形和热影响区的大小。
除了高频电流的产生和传导,高频焊接原理还涉及到焊接压力和时间的控制。
在高频焊接过程中,需要通过机械装置施加一定的
压力,以确保焊接接头能够充分接触并产生良好的焊接效果。
同时,还需要控制焊接时间,确保金属材料能够被充分加热并完成焊接过程。
总的来说,高频焊接原理是基于高频电流的产生和传导,利用
金属材料的导电性和电阻加热原理,通过施加压力和控制时间来实
现金属材料的连接。
高频焊接具有焊接速度快、热影响小、焊接质
量高等优点,因此在工业生产中得到了广泛的应用。
希望通过本文
的介绍,读者能够对高频焊接原理有一个更深入的理解,并在实际
应用中能够更加准确地掌握高频焊接技术。
高频焊接高频焊接起源于上世纪五十年代,它是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。
高频焊接技术的出现和成熟,直接推动了直缝焊管产业的巨大发展,它是直缝焊管(ERW)生产的关键工序。
高频焊接质量的好坏,直接影响到焊管产品的整体强度,质量等级和生产速度。
作为焊管生产制造者,必须深刻了解高频焊接的基本原理;了解高频焊接设备的结构和工作原理;了解高频焊接质量控制的要点。
1高频焊接的基本原理所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz 的高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。
那么,这两个效应是怎么回事呢?集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
高频焊接原理1.介绍高频焊接是一种利用高频电流来对材料进行焊接的技术。
高频焊接技术在工业生产中广泛应用,特别是在管道、金属制品、汽车零部件等领域具有重要的地位。
本文将介绍高频焊接的原理、工作过程以及其在工业生产中的应用。
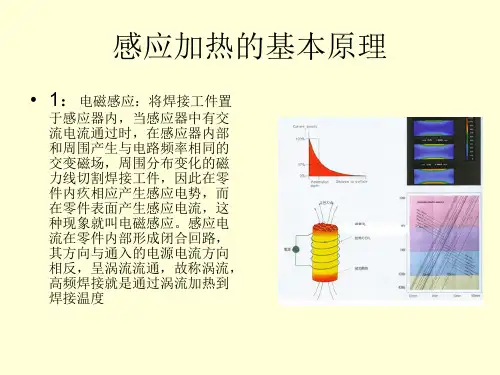
2.原理高频焊接是利用电磁感应原理实现的。
当高频电流通过塑料或金属材料时,将产生感应电流。
这些感应电流会在材料内部形成热量,使材料表面达到熔点,并实现焊接。
高频电流通过一对电极传递到工件上,产生的电流会在焊接接头附近形成热量。
这种焊接方法可以在短时间内产生高温,实现高效率的焊接过程。
3.工作过程高频焊接过程主要包括以下几个步骤:步骤一:准备工作在进行高频焊接之前,需要准备好焊接设备和材料。
焊接设备包括高频发生器、电极、夹具等。
材料可以是塑料、金属或其它可导电材料。
步骤二:焊接准备首先,将需要焊接的材料固定在夹具上,并调整电极的位置,使其接触到材料表面。
步骤三:高频焊接接通高频发生器的电源,产生高频电流。
高频电流经电极传递到材料上,形成感应电流,在材料表面产生热量。
热量使材料达到熔点,实现焊接。
步骤四:冷却在焊接完成后,需要对焊接接头进行冷却。
冷却过程可以采用自然冷却或者冷却设备辅助。
4.应用高频焊接技术在工业生产中有广泛的应用。
以下是高频焊接在一些领域的具体应用情况:4.1 管道焊接高频焊接技术可以用于对金属管道进行焊接。
这种焊接方法能够快速、高效地焊接管道,提高生产效率。
4.2 金属制品焊接高频焊接可以用于焊接金属制品,如金属家具、金属盒子等。
这种焊接方法能够使焊接接头更牢固,提高产品质量。
4.3 汽车零部件焊接高频焊接技术在汽车制造中有重要的应用。
它可以用于焊接汽车零部件,如汽车座椅框架、发动机支架等。
高频焊接能够使汽车零部件更加牢固,提高汽车的安全性和可靠性。
5.总结高频焊接是一种利用高频电流进行焊接的技术。
它通过电磁感应原理,在短时间内实现材料的快速高温焊接。
高频焊接技术在管道焊接、金属制品焊接和汽车零部件焊接等领域有广泛应用。
高频焊接原理
高频焊接是一种熔合金属材料的快速加工方法,采用一种高频脉冲信
号作为加工能源。
它是在具有一定特性和温度的脉冲电场作用下,使
金属表面极快地加热,形成液态状态,并使用拉拔力和压力结合,使
它们形成固态结构的过程,从而达到焊接的目的,可大大提高工件焊
接质量和生产效率。
高频焊接原理是通过利用高频脉冲电场发生的热效应,使焊接材料的
表面加热,达到将分离的金属元件熔合在一起的效果,从而实现焊接
的目标。
此外,通过拉拔力和压力结合不良材料之间的传输,可以减
少焊接熔点的膨胀,从而更加节省传热时间,效率更高,焊接品质也
更优良。
由于高频焊接中的金属材料受到的热影响小,冷却时间也很快,这使
得高频焊接在金属材料熔接中利用起来非常方便。
例如汽车零部件,
飞机航天件,食品设备,电子设备等,它们都可以通过高频焊接贴合、拼接,以满足生产要求。
此外,由于高频焊接可以在很短的时间内完
成大量的接头,因此,它是一种更安全环保的焊接方式,效率更高,
产量更大,成品质量更高,能够更好地满足一些特殊的生产要求。
高频焊接是一种革命性的焊接技术,它的出现极大地提高了金属的加
工效率,而且也降低了对环境的污染。
它的结构简单,操作方便,可
以替代传统的焊接方式,大大提高了金属材料的加工效率,现在它正
在逐步推广应用,受到越来越多的人的热烈欢迎。
高频焊接机原理2010-01-23 16:48高频焊接是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。
一.高频焊接的基本原理:所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz的高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。
集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
电流的速度是很快的,它可以在很短的时间内将相邻的钢板边部加热,熔融,并通过挤压实现对接。
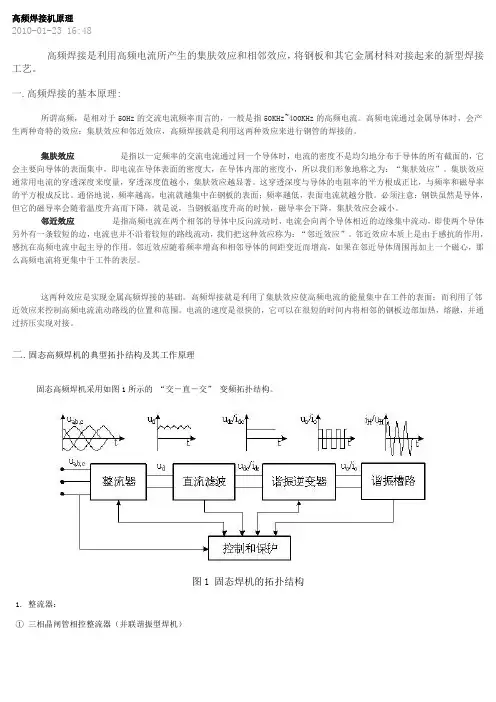
二.固态高频焊机的典型拓扑结构及其工作原理固态高频焊机采用如图1所示的“交-直-交” 变频拓扑结构。
图1 固态焊机的拓扑结构1. 整流器:① 三相晶闸管相控整流器(并联谐振型焊机)图2 三相晶闸管整流器及其输入输出波形(并联型焊机)α=30°;直流侧采用大电感滤波;直流侧对于逆变器而言相当于恒流源;网侧功率因数高低由整流器的触发角(直流电压的高低)决定。
高频焊概述高频焊是在50年代初发明并应用于生产的。
它是用流经工件连接面的高频电流所产生的电阻热加热,并在施加(或不施加)顶锻力的情况下,使工件金属间实现相互连接的一类焊接方法。
它类似普通电阻焊,但存在着许多重要差别。
高频焊时,焊接电流仅在工件上平行于接头连接面流动,而不象普通电阻焊那样,垂直于接头界面流动,高频电流穿透工件的深度,取决于电流频率、工件的电阻率及磁导率。
频率增加时,电流穿透的深度减小,而且分布也更加集中。
通常高频焊采用的频率范围为300~450kHz,有时也使用低至10kHz频率。
但都远高于普通电阻焊所使用的50Hz频率。
由于高频焊接时电流集中分布于工件表面很浅很窄的区域内,所以就能使用比普通电阻焊小得多的电流(能量耗损也小得多)使焊接区达到焊接温度;从而可使用比较小的电极角头和角头压力,并能极大地提高焊接速度和焊接效率。
要成功地进行高频焊,还必须考虑其他一些因素,如金属种类和厚度等。
连接表面处过高的热传导,会削弱焊缝的质量。
所以焊接高热传导材料的速度,就要比焊接低热传导的高。
高频焊时,满意的焊缝通常就是在大气气氛中生产的;高频焊时,除焊接某些黄铜件外,一般都不使用焊剂;只在焊接象钛等与氧和氮反应非常快的一类金属时,才需用惰性气体保护。
焊接碳钢和许多其他合金时,在通常焊接过程中甚至还可以用水或可溶性油做为冷却剂喷浇焊接区。
高频焊特点及分类高频焊与其他焊接方法相比具有一系列优点:(1)焊接速度高由于电流能高度集中于焊接区,加热速度极快,而且在高速焊接时并不产生“跳焊”现象,因而焊束可高达150甚至200m/min。
(2)热影响区小因焊速高,工件自冷作用强,故不仅热影响区小,而且还不易发生氧化,从而可获得具有良好组织与性能的焊缝。
(3)焊前可不清除工件待焊处表面氧化膜及污物对热轧母材表面的氧化膜、污物等,高频电流是能够导通的,因而省掉焊前清理工序也能焊接。
(4)能焊的金属种类广,产品的形状规格多不但能焊碳钢、合金钢,而且还能焊通常难以焊接的不锈钢、铝及铝合金、铜及铜合金,以及镍、钛、锆等金属。
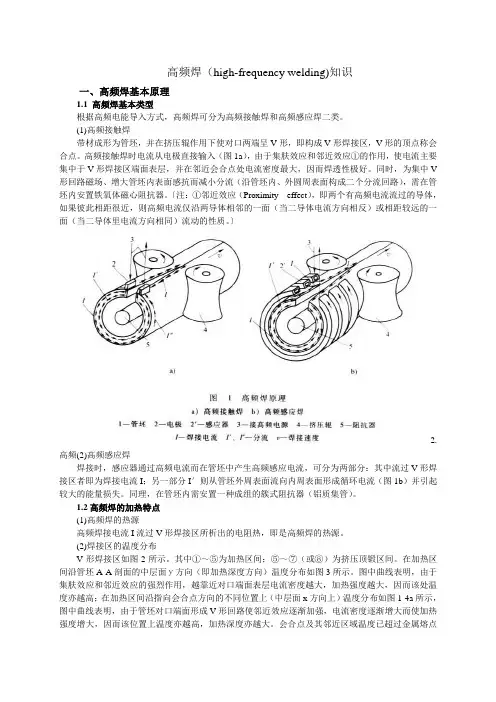
高频焊(high-frequency welding)知识一、高频焊基本原理1.1 高频焊基本类型根据高频电能导入方式,高频焊可分为高频接触焊和高频感应焊二类。
(1)高频接触焊带材成形为管坯,并在挤压辊作用下使对口两端呈V形,即构成V形焊接区,V形的顶点称会合点。
高频接触焊时电流从电极直接输入(图1a),由于集肤效应和邻近效应①的作用,使电流主要集中于V形焊接区端面表层,并在邻近会合点处电流密度最大,因而焊透性极好。
同时,为集中V 形回路磁场、增大管坯内表面感抗而减小分流(沿管坯内、外圆周表面构成二个分流回路),需在管坯内安置铁氧体磁心阻抗器。
〔注:①邻近效应(Proximity effect),即两个有高频电流流过的导体,如果彼此相距很近,则高频电流仅沿两导体相邻的一面(当二导体电流方向相反)或相距较远的一面(当二导体里电流方向相同)流动的性质。
〕2. 高频(2)高频感应焊焊接时,感应器通过高频电流而在管坯中产生高频感应电流,可分为两部分:其中流过V形焊接区者即为焊接电流I;另一部分I′则从管坯外周表面流向内周表面形成循环电流(图1b)并引起较大的能量损失。
同理,在管坯内需安置一种成组的簇式阻抗器(铝质集管)。
1.2高频焊的加热特点(1)高频焊的热源高频焊接电流I流过V形焊接区所析出的电阻热,即是高频焊的热源。
(2)焊接区的温度分布V形焊接区如图2所示。
其中①~⑤为加热区间;⑤~⑦(或⑧)为挤压顶锻区间。
在加热区间沿管坯A-A剖面的中层面у方向(即加热深度方向)温度分布如图3所示。
图中曲线表明,由于集肤效应和邻近效应的强烈作用,越靠近对口端面表层电流密度越大,加热强度越大,因而该处温度亦越高;在加热区间沿指向会合点方向的不同位置上(中层面x方向上)温度分布如图1-4a所示,图中曲线表明,由于管坯对口端面形成V形回路使邻近效应逐渐加强,电流密度逐渐增大而使加热强度增大,因而该位置上温度亦越高,加热深度亦越大。
焊管高频焊接原理高频焊接起源于上世纪五十年代,它是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。
高频焊接技术的出现和成熟,直接推动了直缝焊管产业的巨大发展,它是直缝焊管(ERW生产的关键工序。
高频焊接质量的好坏,直接影响到焊管产品的整体强度,质量等级和生产速度。
作为焊管生产制造者,必须深刻了解高频焊接的基本原理;了解高频焊接设备的结构和工作原理;了解高频焊接质量控制的要点。
1高频焊接的基本原理所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHZ勺高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。
那么,这两个效应是怎么回事呢?集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
高频焊接简介高频焊接是一种常用于金属材料加工的焊接方法,其原理是利用高频电流产生的热量使金属材料融化并连接在一起。
高频焊接具有速度快、效率高、焊缝强度高等优点,因此广泛应用于许多行业,如汽车制造、电子设备制造、航天航空等。
高频焊接的工作原理高频焊接工作原理基于电磁感应现象,主要包括以下几个步骤: 1. 通过高频发生器产生高频电流。
2. 高频电流通过电极引导至焊接区域。
3. 高频电流在焊接区域内产生电磁感应加热效应。
4. 金属材料在高温下融化并连接在一起。
5. 焊接完成后,关闭高频电源,待焊接部位冷却后,焊缝完全形成。
高频焊接的应用领域汽车制造高频焊接在汽车制造行业中应用广泛,主要用于焊接汽车车身零部件,如车身框架、车门、引擎盖等。
高频焊接能够快速且高效地完成焊接工作,提高了汽车制造的生产效率,并且焊接接头强度高,确保了汽车的结构安全和可靠性。
电子设备制造在电子设备制造行业,高频焊接常用于焊接电路板和电子元件。
由于高频焊接的焊缝强度高、质量可靠,因此能够确保电路板和元件的连接牢固,提高了电子设备的性能和使用寿命。
航天航空在航天航空领域,高频焊接被广泛应用于焊接航空航天器件和结构。
高频焊接能够快速、高效地连接金属材料,确保焊接接头强度高,经得起严苛的航天航空环境的考验。
同时,高频焊接还可以减少焊接过程中的变形和残余应力,提高航空航天器件的精度和可靠性。
高频焊接的优点1.高效快速:高频焊接速度快,焊接效率高,能够大大提高生产效率。
2.强度高:高频焊接焊缝强度高,能够确保焊接部位的连接牢固,提高产品的可靠性。
3.变形小:高频焊接过程中,焊接部位的热影响区域较小,能够减少金属的变形,提高产品的精度。
4.适应性强:高频焊接适用于各种金属材料的焊接,包括不锈钢、铜、铝等,具有广泛的应用范围。
高频焊接的缺点1.设备成本较高:高频焊接设备的价格较高,有一定的投资成本。
2.对金属材料的要求高:高频焊接对金属材料的表面质量和准备工作要求较高,需要保证焊接区域的清洁度和平整度。
采用高频电流使金属表面局部加热,在外力作用下使它焊合,不使用任何焊丝,焊剂,可连续大批量生产。
优点 1.截面尺寸精度高由于采用优质钢卷,焊接后截面的形状精度优良,使结构装配更加方便. 2.截面性能优良翼缘板与腹板厚度之比可以增大,与轧制型钢相比,在相同重量下可制成抗弯性能更大,截面性能更高的构件;在截面性能相同时,构件更轻.3.截面尺寸可按用户要求定制大量使用情况下,可以按用户指定的截面尺寸生产.4.焊接部位性能的金相组织均匀腹板材料与翼缘板材料的组织均匀溶合.高频焊接H型钢力学性能好,抗弯能力强,在承受相同载荷情况下比普通工字钢节约金属10%—15%,建筑上可使结构重量减轻30%—40%,在桥梁上可减轻15%—20%。
与热轧H型钢相比,壁轻薄均匀,截面特性更好,优于传统钢型;尺寸精度高、可按指定要求定制;生产规格更灵活、更齐全,满足用户需求;交货周期短,安装施工方便。
效益分析: 利用高频焊接轻型H型钢材料发展轻钢结构建筑:1、缩短施工工期30-50%,可加速资金周转,节约利息;2、增加室内使用面积5%以上,减少了空间损失,比常规建筑降低综合成本约20%;3、由于结构重量轻,建筑物的基础造价大大降低;4、制作安装方便,可实现工厂化制作;5、节约用钢量,与热轧型钢相比,节约用钢量10-30%。
社会效益十分显著。
用途:火车站雨棚、钢结构厂房、公共建筑、钢结构住宅、机场展馆、轻轨地铁护栏、工业设备支架、温室及养殖场、畜牧场、膜结构及网架结构建筑工程。
高频焊接H型钢力学性能好,抗弯能力强,在承受相同载荷情况下比普通工字钢节约金属10%—15%,建筑上可使结构重量减轻30%—40%,在桥梁上可减轻15%—20%。
与热轧H型钢相比,壁轻薄均匀,截面特性更好,优于传统钢型;尺寸精度高、可按指定要求定制;生产规格更灵活、更齐全,满足用户需求;交货周期短,安装施工方便。
效益分析: 利用高频焊接轻型H型钢材料发展轻钢结构建筑:1、缩短施工工期30-50%,可加速资金周转,节约利息;2、增加室内使用面积5%以上,减少了空间损失,比常规建筑降低综合成本约20%;3、由于结构重量轻,建筑物的基础造价大大降低;4、制作安装方便,可实现工厂化制作;5、节约用钢量,与热轧型钢相比,节约用钢量10-30%。
高频焊接原理
高频焊接是一种通过高频电流来加热和加压两个金属件或其他材料进行连接的焊接方法。
其工作原理基于焊接件之间的电阻加热效应和局部加热造成的材料塑性变形。
在高频焊接中,焊接件放置在一个特殊的电极上,并加上电流。
该电流通过电极传导到焊接部位,产生电阻加热效应。
由于焊接件的电阻比较大,电流通过时会产生大量的热能。
这些热能导致焊接部位温度升高,从而使金属件局部熔化。
当焊接部位达到熔点时,外部施加的压力会将熔融的金属移动到接触表面。
随着金属冷却固化,焊接部位形成坚固的连接。
由于加热时间很短,高频焊接通常可以实现快速焊接和高效生产。
高频焊接适用于多种金属和材料,如铝合金、不锈钢、铜等。
它广泛应用于管道焊接、电缆连接、汽车制造和航空航天工业等领域。
总之,高频焊接利用高频电流加热和加压的原理,实现了金属件的快速连接。
通过调节电流和压力等参数,可以获得理想的焊接效果,满足各种工业需求。
高频焊接技术简介高频焊接起源于上世纪五十年代,它是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。
高频焊接技术的出现和成熟,直接推动了直缝焊管产业的巨大发展,它是直缝焊管(ERW)生产的关键工序。
高频焊接质量的好坏,直接影响到焊管产品的整体强度,质量等级和生产速度。
作为焊管生产制造者,必须深刻了解高频焊接的基本原理;了解高频焊接设备的结构和工作原理;了解高频焊接质量控制的要点。
1 高频焊接的基本原理所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz的高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行金属管的焊接。
那么,这两个效应是怎么回事呢?集肤效应:是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应:是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
高频焊接机原理
高频焊接机利用高频电源产生的高频电流来加热工件,使其达到熔化和焊接的温度。
其工作原理主要包括以下几个步骤:
1. 产生高频电流:高频焊接机使用高频发生器产生高频电流,一般为20 kHz到500 kHz之间的频率。
高频电流具有穿透力强的特点,可以快速加热工件。
2. 输送高频电流:高频电流通过传输线圈或电极被输送到焊接位置。
传输线圈通常由铜制成,具有良好的导电性能,能够有效地传递高频电流。
3. 加热工件:当高频电流通过工件时,会产生焦耳热效应,将电能转化为热能,使工件迅速升温。
这种加热方式具有快速、集中的特点,可提高焊接效率。
4. 完成焊接:当工件达到熔点后,停止高频电流的输入,使熔化的材料冷却固化,从而完成焊接过程。
在焊接过程中,还可以采用压力来加强焊接强度。
总体而言,高频焊接机通过高频电流加热工件,使其熔化并实现焊接。
这种焊接方式可广泛应用于金属焊接、塑料焊接、电子元器件焊接等领域,并具有高效、精确、可控的特点。
高频焊接机原理2010-01-23 16:48高频焊接是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。
一.高频焊接的基本原理:所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz的高频电流。
高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。
集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。
集肤效应通常用电流的穿透深度来度量,穿透深度值越小,集肤效应越显著。
这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。
通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。
必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。
邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。
邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。
邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。
这两种效应是实现金属高频焊接的基础。
高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。
电流的速度是很快的,它可以在很短的时间内将相邻的钢板边部加热,熔融,并通过挤压实现对接。
二.固态高频焊机的典型拓扑结构及其工作原理固态高频焊机采用如图1所示的“交-直-交” 变频拓扑结构。
图1 固态焊机的拓扑结构1. 整流器:① 三相晶闸管相控整流器(并联谐振型焊机)图2 三相晶闸管整流器及其输入输出波形(并联型焊机)α=30°;直流侧采用大电感滤波;直流侧对于逆变器而言相当于恒流源;网侧功率因数高低由整流器的触发角(直流电压的高低)决定。