轿车前门内板焊装夹具设计-任务书
- 格式:doc
- 大小:43.50 KB
- 文档页数:2
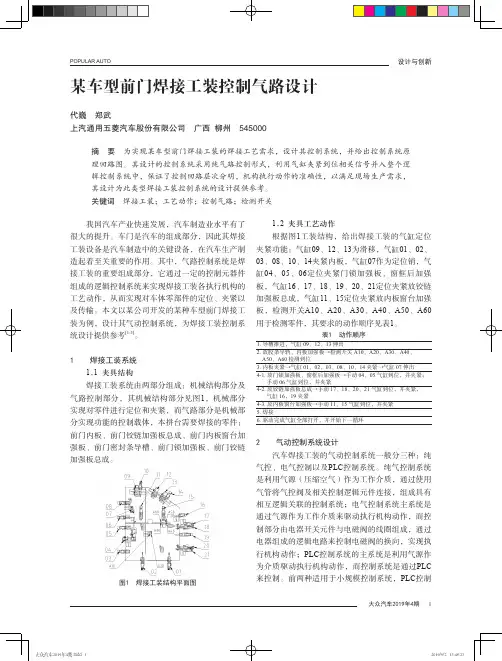
图1 焊接工装结构平面图
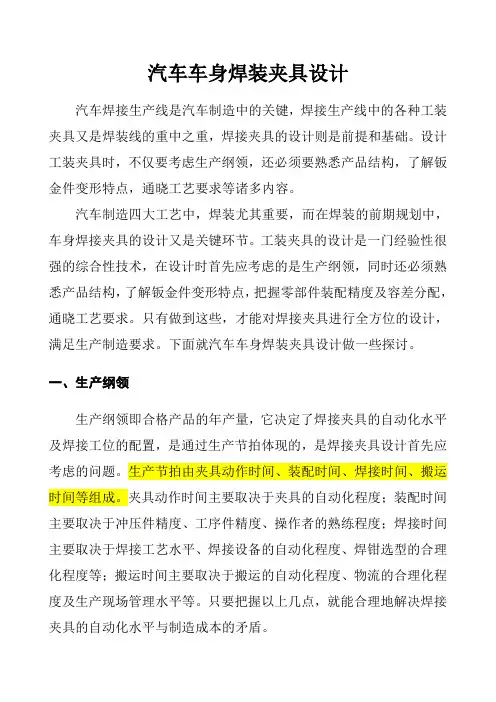
图2 机械式检测开关 气缸信号输出处理
图3 机械式检测开关
图4 气缸速度调节
控制回路设计
根据表1,焊接工装执行机构的动作是严格遵循焊接工艺流程顺序动作,其动作间不能存在相互的干扰信号,而且必须有互锁条件,设计其控制回,其工作原理如下。
工作开始
)按PB01、PB02按钮,气源控制信号传输
MV1A处,使之处于左位,A组推进;
)安装内板零件,夹具检测到铆钉,开关
、A30、A40、A50、A60检测到位,按PB03;PB06、PB07 ;PB10、PB11
2019年4期
图5 控制回路图
结语
针对某车型前门盖焊接工装的焊接工艺要求,设计了其控制系统,并给出了其控制回路图,其系统具备控制层次分明,焊接夹具各执行机构顺序动作准确的特点,完全满足现场需求。
此类型控制系统,在汽车单体焊装工装上应用较为广泛。
参考文献
[1] 方昌林.液压、气压传与控制[M].北京:机械工业出版社,2001.
[2] SMC(中国)有限公司.现代实用气动技术[M].北京:机械工业出版社,2012.
[3] 李钊.车架总成柔性化铆接夹具设计及优化[J].中国机械,2014(19):48.
[4] 韩明军,郑武,农振.气缸顺序动作控制系统设计[J].业科技与发展,2014(4):13-16.
[5] 韩明军,郑武,农振,等.气缸顺序动作的3种不同控制系统对比分析[J].企业科技与发展,2014(9):31-34.
[6] 韩明军,郑武,农振.气缸顺序动作控制系统设计
企业科技与发展,2014(4):13-16.
作者简介
代巍,工程师,主要从事汽车制造研究设计工作。
汽车车身焊装夹具设计汽车焊接生产线是汽车制造中的关键,焊接生产线中的各种工装夹具又是焊装线的重中之重,焊接夹具的设计则是前提和基础。
设计工装夹具时,不仅要考虑生产纲领,还必须要熟悉产品结构,了解钣金件变形特点,通晓工艺要求等诸多内容。
汽车制造四大工艺中,焊装尤其重要,而在焊装的前期规划中,车身焊接夹具的设计又是关键环节。
工装夹具的设计是一门经验性很强的综合性技术,在设计时首先应考虑的是生产纲领,同时还必须熟悉产品结构,了解钣金件变形特点,把握零部件装配精度及容差分配,通晓工艺要求。
只有做到这些,才能对焊接夹具进行全方位的设计,满足生产制造要求。
下面就汽车车身焊装夹具设计做一些探讨。
一、生产纲领生产纲领即合格产品的年产量,它决定了焊接夹具的自动化水平及焊接工位的配置,是通过生产节拍体现的,是焊接夹具设计首先应考虑的问题。
生产节拍由夹具动作时间、装配时间、焊接时间、搬运时间等组成。
夹具动作时间主要取决于夹具的自动化程度;装配时间主要取决于冲压件精度、工序件精度、操作者的熟练程度;焊接时间主要取决于焊接工艺水平、焊接设备的自动化程度、焊钳选型的合理化程度等;搬运时间主要取决于搬运的自动化程度、物流的合理化程度及生产现场管理水平等。
只要把握以上几点,就能合理地解决焊接夹具的自动化水平与制造成本的矛盾。
二、汽车车身的结构特点汽车车身一般由外覆盖件、内覆盖件和骨架件组成,覆盖件的钢板厚度一般为0.8~1.2mm,有的车型外覆盖件钣金厚度仅有0.6mm、0.7mm,骨架件的钢板厚度多为1.2~2.5mm,也就是说它们大都为薄板件。
对焊接夹具设计来说,应考虑如下特点:1、刚性差、易变形经过成型的薄板冲压件有一定的刚性,但与机械加工件相比,刚性要差得多,而且单个大型冲压件容易变形,只有焊接成车身壳体后,才具有较强的刚性。
以轿车车身大侧围外板为例,一般材料厚度为0.7~0.8mm,绝大多数是0.8mm,拉延形成空腔后,刚性非常差,当和内板件焊接形成侧围焊接总成后才具有较强的刚性。
某车型门盖焊装夹具全气控系统设计在某车型門盖焊装夹具的设计中,为实现车门焊装夹具的快速切换,采用全气动控制形式作为其控制系统,并给出控制系统原理回路图。
设计的控制系统特点:整个焊装夹具拼台采用压缩空气作为能源和控制介质,便于夹具整体的快速切换;对气缸关夹状态进行气信号输出处理,控制逻辑中引入气缸状态,实现闭环控制;对高低配配置零件进行防错识别,保证控制系统安全可靠;控制回路层次分明,夹具各执行机构顺序动作准确。
标签:焊装夹具;全气动控制;防错识别;气缸顺序动作1 概述近年随着汽车产业的快速发展,我国逐步成为世界第一的汽车产销大国,人们的需求逐渐多样化,汽车产品的更新换代也越来越频繁,受成本和场地等因素的制约,生产线的柔性兼容和快速切换显得尤为重要。
在白车身焊装工艺中,主线通常采用同平台各车型柔性兼容的策略,车门分总成由于不同车型的造型差异性,很难做到焊装夹具设备的共用,因此车门焊装夹具往往需要整体切换。
气路控制系统是焊装夹具的重要组成部分,它由一定的控制元器件组成的逻辑控制系统来实现夹具执行机构要求的工艺动作,从而达到对车体零部件的定位与夹紧[1][2][3]。
车身焊装夹具的气动控制系统一般分三种:全气控、电气控制以及PLC控制系统。
全气控控制系统是仅利用压缩空气作为工作介质,通过使用气管将气控阀及相关气控逻辑元件连接,组成具有相互逻辑关联的控制系统;电气控制系统主系统是通过气源作为工作介质来驱动执行机构动作,而控制部分由电器开关元件与电磁阀的线圈组成,通过电器组成的逻辑电路来控制电磁阀的换向,实现执行机构动作;PLC控制系统的主系统也是利用气源作为介质驱动执行机构动作,而控制系统是通过PLC来控制。
在车门焊装夹具设备上,纯气控的控制形式能够抗高温、强磁,在潮湿、腐蚀等环境下也不易损坏,切换时只需将设备总气源口的耦合快插接头断开即可,显得优点突出。
以某车型车门焊装生产线中一个焊装夹具拼台为例,设计其气动控制系统,为焊接夹具控制系统设计提供参考[3][4]。
汽车焊接工装夹具设计汽车焊接工装的设计概述汽车车身夹具的设计是一门经验性很强的综合性技术,在设计时首先要确定生产纲领,熟悉产品结构,了解变性特点,把握制件及装配精度,通晓工艺要求。
只有做到这些,才能对焊接夹具进行全方位的设计。
一、六点定则在车身焊装夹具上的应用在设计车身焊装夹具时,常有两种误解:一是认为六点定则对薄板焊装夹具不适用;二是看到薄板焊装夹具上有超定位现象。
产生这种误解的原因是把限制六个方向运动的自由度理解为限制六个方向的自由度,这种限制不仅依靠夹具的定位夹紧装置,而且依靠制件之间的相互制约的关系。
只有正确认识了薄板冲压件焊装生产的特点,同时又正确理解了六点定则,才能正确应用这一原则。
从定位原则看,支撑对薄板来说是必不可少的,可消除由于工件受夹紧力作用而引起的变形。
超定位使接触点不稳定,产生装配位置上的干涉,但在调整夹具时只要认真修磨支撑面,其超定位引起的不良后果是可以控制在允许范围内的。
上世纪八十年代,车身焊接使用的夹具形式大量是从冲压模具的定位面截切而来的,即在车身冲压零件的型腔上定位,被称为“定位块”。
其具有的特点为:定位面积大、设计及制造周期长成本高的特点。
随着工装制造水平与检测手段的提高,车身焊接夹具的定位转化为定位板定位,板厚在16、20、25几档中选用,整个夹具本体改为焊接合件,在制造、装配上都缩短了周期,相对降低了成本。
定位块与定位板相比较,二者有如下特点:1、定位块是加工件,其余支撑部分为铸铁件,定位块在装配调整后再配作定位销。
在外观上它有两种式样:大面积的定位块、小面积的气动或手动压头;大面积的定位块、大面积的气动或手动压头。
前者造成定位块加工复杂,产生车身零件压紧力不够;后者干涉焊钳的点焊操作及装件困难。
在生产中使用的夹具,其精度必须保证产品总成的要求:其选择的定位面数量比较保守,宁多勿少;每个定位块的装配全部是用四个螺钉在沉孔中固定在焊接支撑底板上,因焊渣飞溅的填充,造成返修更换的困难。
(汽车行业)汽车车身焊装夹具设计汽车车身焊装夹具设计摘要:通过对汽车车身焊接夹具设计的壹般规律进行探讨,提出了在焊接夹具设计中所应该遵循的基础条件。
在现生产中,焊接夹具的设计充满了丰富的特殊性,因此,具体问题须具体对待。
关键词:焊接夹具设计经验性综合技术汽车车身焊接夹具的设计是壹门经验性很强的综合性技术,在设计时首先要确定生产纲领,熟悉产品结构,了解变形特点,把握制件及装配精度,通晓工艺要求。
只有做到这些,才能对焊接夹具进行全方位的设计。
生产纲领生产纲领决定焊接夹具的自动化水平及焊接工位的配置,是通过生产节拍体现的。
生产节拍由夹具动作时间、装配时间、焊接时间、搬运时间等组成。
夹具动作时间主要取决于夹具的自动化程度;装配时间主要取决于冲压件精度、工序件精度、操作者的熟练程序;焊接时间主要取决于焊接工艺水平、焊接设备的自动化程度、焊钳选型的合理化程度等;搬运时间主要取决于搬运的自动化程度、物流的合理化程度等。
只要把握住之上几点,就能合理地解决焊接夹具的自动化水平及制造成本这对矛盾。
汽车车身的结构特点汽车车身壹般由外覆盖件、内覆盖件和骨架件组成,覆盖件的钢板厚度壹般为0.8-1.2mm,骨架件的钢板厚度多为1.2-2.5mm,也就是说它们大都为薄板件。
对焊接夹具设计来说,有以下特点:1、结构形状复杂,构图困难汽车车身都是由薄板冲压件装焊而成的空间壳体,为了造型美观和壳体具有壹定的刚性,组成本身的零件通常是经过拉延成型的空间曲面体,结构形状较为复杂。
2、刚性差、易变形经过成型的薄板冲压件有壹定的刚性,但和机械加工件相比,刚性要差得多,而且单个的大型冲压件容易变形,只有焊接成车身壳体后,才具有较强的刚性。
3、以空间三维坐标标注尺寸汽车车身产品图以空间三维坐标来标注尺寸。
为了表示覆盖件在汽车上的位置和便于标注尺寸,汽车车身壹般每隔200mm 或400mm 划壹坐标网线。
三个坐标的基准是:前后方向(Y 向)———以汽车前轮中心为0,往前为负值,往后为正值;上下方向(Z 向)———以纵梁上平面为0,往上为正值,往下为负值;左右方向(X 向)———以汽车对称中心为0,左右为正负。
会签:工厂服务部 设备工装管理科: 环境安全科: 焊装车间:编制:崔海滨2007.03.30审核:崔海滨2007.03.30批准:2007年3月30日制定技术部焊装技术科20 年 月 日修订焊接夹具 通用技术标准制造标准一汽轿车编制:崔海滨2007.03.30审核:崔海滨2007.03.30批准:P 1/1公差:MES以及通用技术标准的规定(要在夹具图纸中注明)检查结果以数表的形式提供给甲方(验收时必须提供)夹具在甲方现场安装后必须进行水平调整,并保证水平度在0.1mm以内公差:平面度0.1mm以内检查结果以数表的形式提供给甲方(验收时必须提供)外购件到零件调试一汽轿车编制:崔海滨2007.03.30审核:崔海滨2007.03.30批准:P 1/1(1)结构件焊接的焊角高度夹具・装置的支架类零件的焊角高度应当符合下列标准A)支架板厚9mm以上时,焊角高度应大于板厚的50%B)支架板厚9mm以下时,焊角高度应大于板厚的70%(2)焊接质量不允许有下列焊接缺陷(3)全周焊接下列部位必须全周焊接适用部位示例①驱动机构安装部位安装电机的支架、安装减速器的支架②驱动轴的安装部位安装轴承壳的支架、安装轴台的支架③驱动机构的连接部位连接臂、连杆④承受冲击或振动的部位安装限位的支架、安装气缸的支架・・・・・安装减震器的支架/安装平台・・・・・摆臂的连接部位、支撑轴的轮毂、吊挂链条的支架⑤偏心支架⑥承重柱柱、横梁的连接座⑦其它,焊接部位经常承受拉力、扭曲、弯曲的部位(4)两面焊接原则上采用两面焊接;单面焊接的情况下,先导角,再焊接,以保证焊接强度焊角高4.2mm 以上焊角高4.5mm 以上焊角高4.5mm 以上审核:崔海滨2007.03.30批准:P 1/1 1 .目的消除内部应力,降低脆性,提高机械加工性能,以及调整材料内部组织2 .适用范围SSP·铝材·加工基准(S s CK H h…等)用的基准类的焊接结构件·加工基准以外,长边大于300mm的焊接结构件·固定加工基准的,以及支架类的焊接结构3 .热处理方法材质处理温度保温时间处理方法SSP 平台550℃5HSSP gauge plate550℃2H铝550℃3H(注):符号表示升温后的保持时间4 .图纸标注注释栏 标注 「必须低温退火」,同时还要在零件清单中标注夹具/装置的涂装颜色1.目的统一公司内部的夹具/装置颜色2.安全色根据MES E0000-0001(设备(工程)式样通则)做成。
一种前门内板定位焊的工艺方案分析1. 引言1.1 研究背景研究背景:前门内板固定定位焊接是汽车生产中常见的关键工艺之一,其质量直接影响到整车的安全性和性能稳定性。
目前,随着汽车制造技术的不断发展和进步,对前门内板固定定位焊接工艺提出了更高的要求。
传统的焊接工艺存在焊接速度慢、工艺参数复杂、焊接质量难以控制等问题,需要将其进行优化和改进。
开展一种新的前门内板定位焊的工艺方案分析具有重要的理论和实践意义。
当前,随着汽车行业对产品轻量化和结构强度的要求日益增加,前门内板固定定位焊接工艺必须具备高效、精细、稳定的特点。
在此背景下,对前门内板定位焊的工艺方案进行深入研究,对于提高焊接效率、降低成本、提升焊接质量具有重要的现实意义。
有必要对前门内板定位焊的工艺方案进行全面的分析与探讨,为汽车制造行业提供更优秀的焊接解决方案。
1.2 研究意义前门内板定位焊是汽车制造中关键的工艺环节之一,直接关系到汽车车身的结构稳定性和整体质量。
该工艺的准确性和稳定性直接影响了汽车的安全性能和乘坐舒适度。
研究前门内板定位焊的工艺方案具有重要的意义。
通过研究前门内板定位焊的工艺方案,可以优化焊接工艺参数,提高焊接质量,降低焊接缺陷率,从而保证汽车车身结构的稳定性和可靠性。
通过合理选择焊接设备和制定详细的焊接操作流程,可以提高焊接效率,降低生产成本,提高企业的竞争力。
通过加强焊接质量控制和严格执行安全措施,可以确保员工的安全和健康,提高企业的社会责任感和形象。
研究前门内板定位焊的工艺方案不仅可以提高汽车制造的质量和效率,还可以促进整个行业的发展,推动我国汽车制造业向着更加高质量、高效率的方向发展。
具有重要的研究意义和实际应用价值。
1.3 研究目的研究目的是为了探究一种前门内板定位焊的工艺方案,以提高焊接效率和质量。
通过分析和探讨不同的焊接工艺参数、焊接设备选择、焊接操作流程、焊接质量控制和安全措施,旨在找到最优的工艺方案,并实现工艺的稳定性和可靠性。
【最新整理,下载后即可编辑】车身焊装夹具手册编制:审核:审定:批准:日期:一概念及名称1 . 基准点及车线的规定一般情况下汽车坐标系的原点规定为车前轮轴心线的中点。
TL或X――表示车长以车前轮为原点向车尾方向为正,向车头方向为负。
BL或Y――表示车宽以车的对称中心线为原点,面对车的行驶方向,向右为正,向左为负。
WL或Z――表示车高以车前轮为原点,向上为正,向下为负。
见图1-1;有时,汽车生产厂家也可自行规定基准点及坐标系的位置。
由于夹紧位置的需要而将夹紧单元旋转一定角度时,其车线的标注如图1-2,其中α≤45º图1-22.夹紧单元(POST)一个典型的夹紧单元通常包括L板、支板、夹紧臂、定位块、垫片、回转销、定位销、定位销连接板、到位止动块或限位块,、连接板、气缸等。
见图1-3图1-33.夹具一套完整的夹具一般包含若干夹紧单元(POST)、基板(BASE)、举升机构(LIFTER)甚至旋转机构。
根据操作方式可划分为手动夹具、气动夹具及液压夹具;根据控制方式可划分为气控夹具、电控夹具等。
见图1-4(手动夹具), 见图1-5(气动夹具)。
图1-4 图1-5二基板(Base板)Base板一般由槽钢与钢板焊接而成。
槽钢多采用10#、12#、14b#、16#、20#、25b# 等,钢板厚度多采用t=20mm或t=25mm(此为加工完成的厚度,选用毛料时,因考虑加工余量,相应的板厚取t=25mm或t=30mm)。
对于小夹具或滑台等亦可采用t=30~40mm的钢板焊接而成,而对于总拼夹具以及顶盖装焊夹具,其滑台及支架则可采用矩形方管与钢板焊接而成。
1.Base的最大外形尺寸对于Base的设计应充分考虑焊接及加工的工艺性,以及吊装、运输等方便性。
对于只加工顶底两面的普通Base而言,其长度暂不界定,但宽度不得大于2m,能够运输的最大宽度(非Base本身)为2.3m。
见图2-1而对于较宽大的Base,为了使其便于加工,往往将其划分为若干个Base,Base间则以支架相联接,此时该Base的单侧或双侧就需加工。
装焊夹具设计手册编制:审核:审定:批准:日期:一概念及名称1 。
基准点及车线的规定一般情况下汽车坐标系的原点规定为车前轮轴心线的中点.TL或X――表示车长以车前轮为原点向车尾方向为正,向车头方向为负。
BL或Y――表示车宽以车的对称中心线为原点,面对车的行驶方向,向右为正,向左为负。
WL或Z――表示车高以车前轮为原点,向上为正,向下为负.见图1-1;有时,汽车生产厂家也可自行规定基准点及坐标系的位置。
图1-1由于夹紧位置的需要而将夹紧单元旋转一定角度时,其车线的标注如图1-2,其中α≤45º图1-22.夹紧单元(POST)一个典型的夹紧单元通常包括L板、支板、夹紧臂、定位块、垫片、回转销、定位销、定位销连接板、到位止动块或限位块,、连接板、气缸等。
见图1-3图1-33.夹具一套完整的夹具一般包含若干夹紧单元(POST)、基板(BASE)、举升机构(LIFTER)甚至旋转机构。
根据操作方式可划分为手动夹具、气动夹具及液压夹具;根据控制方式可划分为气控夹具、电控夹具等.见图1—4(手动夹具), 见图1—5(气动夹具)。
图1—4 图1—5二基板(Base板)Base板一般由槽钢与钢板焊接而成.槽钢多采用10#、12#、14b#、16#、20#、25b# 等,钢板厚度多采用t=20mm或t=25mm(此为加工完成的厚度,选用毛料时,因考虑加工余量,相应的板厚取t=25mm或t=30mm)。
对于小夹具或滑台等亦可采用t=30~40mm的钢板焊接而成,而对于总拼夹具以及顶盖装焊夹具,其滑台及支架则可采用矩形方管与钢板焊接而成。
1.Base的最大外形尺寸对于Base的设计应充分考虑焊接及加工的工艺性,以及吊装、运输等方便性。
对于只加工顶底两面的普通Base而言,其长度暂不界定,但宽度不得大于2m,能够运输的最大宽度(非Base本身)为2。
3m。
见图2—1图2—1而对于较宽大的Base,为了使其便于加工,往往将其划分为若干个Base,Base间则以支架相联接,此时该Base的单侧或双侧就需加工。
本科学生毕业设计轿车前门内板焊装夹具设计系部名称:汽车与交通工程学院专业班级:车辆工程B07-2班学生姓名:**指导教师:***职称:教授黑龙江工程学院二○一一年六月The Graduation Design for Bachelor's DegreeDesign of Automobile’s Front Door Inner Panel Welding-Installation FixturesCandidate:Jiang YanSpecialty:Vehicle EngineeringClass:B07-2Supervisor:professor. Shi MeiyuHeilongjiang Institute of Technology2011-06·Harbin摘要焊装是汽车制造的四大工艺之一,焊装生产系统的快速高效建造是汽车制造业快速响应市场需求的重要条件之一。
夹具在汽车焊装线上占有相当大的比例,它的设计制造精度和进度直接影响汽车的制造精度和生产周期。
以车门为例,车门内板的焊装质量更直接地影响整个车身的装配精度,这只能用合格的焊装夹具来解决。
针对轿车前车门内板焊装夹具的设计任务书,研究了车门的结构和装配特点,制定了焊装生产系统的工艺流程。
根据汽车焊装夹具的设计原理及焊装精度控制方法,系统的进行了轿车前门内板焊装夹具的设计。
通过对车门内板焊装工艺的分析,设计了基板、安装板、连接板、定位元件、夹紧机构、旋转机构,合理的选配了气缸、L型板、圆柱销与菱形销。
利用零件本身冲压出来的凸台和凹坑进行定位,气动夹紧机构进行夹紧,完成了门窗加强板、防撞杆、车门内板三个件焊装夹具的总体设计。
关键词:车门内板;焊装夹具;连接板;夹紧机构;防撞杆ABSTRACTWelding assembly is one of the four techniques used by automotive manufacturing industry. Effective and rapid development of its production system means one of important conditions for the industry’s quick satisfaction to market demand. Clamps are extensively used in the welding assembly, its precision and progress can directly affect automotive manufacturing precision and production period.The door, for example, the welding quality of inner door panels directly affects the entire body’s assembly accuracy, which only can be resolved by qualified welding fixture. Based on the assignment of the design of automobile’s front door inner panel welding-installation, I researched the vehicle structure and assembly characteristics, and established welding-installation production system’s process. According to the principle of designing automobile and the method of controlling welding assembling accuracy , automobile’s front door inner panel welding-installation was systematically designed . After analyzing the welding process of door inner plate, designing substrate, install board ,connection board, positioning original, clamping institution , rotating mechanism, I choosed the appropriate cylinder、L board 、cylindrical pin and diamond pin. Positioned by pits and bosses on the parts stamped by their own and clamped by pneumatic clamping mechanism,the designs of welding assembling fixture of windows reinforcing plate、impact-proof stem、automobile inner door panel were completed.Key Words:Inner Door ; Welding Fixture; Connection Board; Clamping Institution; Impact-Proof Stem目录摘要 (I)Abstract (II)第1章绪论 (1)1.1目的及意义 (1)1.2汽车制造业与车身制造的关系 (1)1.3汽车焊装夹具在汽车车身制造中的发展 (2)1.4国内外汽车焊装夹具的发展现状 (3)1.5车门内板焊装夹具的技术要求及设计内容 (3)第2章汽车车身焊装技术 (4)2.1白车身的概念 (4)2.2车身尺寸偏差的形成 (5)2.3车身焊装工艺设计 (6)2.3.1流程图设计 (7)2.3.2焊点描述 (8)2.3.3焊钳的选型 (8)2.3.4焊装工艺卡 (8)2.3.5车身的工艺设计应该注意的一些问题 (9)2.4车身焊装夹具的结构、定位及夹紧的特点 (9)2.4.1车身焊装夹具的结构特点 (9)2.4.2车身焊装夹具的定位特点 (9)2.4.3车身焊装夹具的夹紧特点 (10)2.5车身焊装夹具的精度控制及设计的模块化 (10)2.5.1车身焊装夹具的精度控制 (10)2.5.2车身焊装夹具设计的模块化 (11)2.6本章小结 (11)第3章车门内板焊接设备 (12)3.1电阻焊的分类 (12)3.1.1点焊 (12)3.1.2缝焊 (13)3.1.3凸焊 (14)3.1.4 对焊 (14)3.2电阻焊的优缺点 (14)3.2.1电阻焊的优点 (14)3.2.2电阻焊的缺点 (15)3.3电阻焊对金属材料焊接性的要求 (15)3.3.1金属材料点焊、缝焊的特点 (15)3.3.2低碳钢的焊接 (16)3.4电阻焊设备 (18)3.4.1焊机的分类与要求 (18)3.4.2点焊机 (19)3.4.3移动式点焊机 (20)3.5本章小结.................................................................................................... 错误!未定义书签。
汽车侧围内板的焊装夹具设计作者:谭丽辉来源:《当代旅游(下旬)》2018年第04期摘要:汽车车身是由数百块薄壁冲压板件通过机械连接、铆接、焊接等加工方法而构成的一个具有复杂型面的完整壳体。
焊接是其中最典型的加工方法,对车身质量、经济性及生产率有着直接影响。
而各工件夹紧质量和定位好坏又密切影响着焊接质量,夹具对此项任务的完成起着至关重要的作用。
本文对构成汽车车身的侧围内板焊装夹具进行合理设计并建模。
关键词:汽车;侧围内板;焊装夹具一、汽车侧围内板结构分析如图1所示为汽车侧围内板数模,材料为St14,厚度为1mm,板料同时存在拉延成形和一定程度的胀形变形,零件形状复杂,局部成形较多,是典型的汽车覆盖件。
经分析,该侧围内板在结构上有如下特点:①车门四周侧板较厚;②为了安装车门附件,在侧围内板总成上冲压了各种不同形状的安装孔、凸台等;③为了满足车门附件安装时的位置要求,侧围内板应具有足够的刚度和强度。
一套典型的汽车侧围内板焊装夹具主要由若干夹紧单元(POST)、基板(BASE)、旋转机构等构成。
本文对其夹紧单元的主要零部件、基板等进行设计,最终完成汽车侧围内板夹具整体结构。
二、汽车侧围内板焊装夹具设计(一)夹紧单元(POST)一个完整的夹紧单元常常包括L型板、支撑板、压头、夹紧块、调整垫片、铰链销、定位销、定位销调整块、限位块、连接块、气缸等部件[1,2]。
1.L板及H腿L板是固定在H腿或基板上,用以连接夹紧臂、定位块和支板等的专用支座,其高度在100mm—500mm之间。
因本次制作的是电控夹具所以应采用如图2所示的 L板。
安装时需选用高强度螺栓与台板相连接,同时配定位销定位,和夹具组件的连接亦需采用同样的方法处理。
2.连接板连接板又名立板,大部分均为非标准件,其自身并不直接参与定位工件,板的材料通常选用Q235A,厚度分为16mm与19mm两种规格,其结构如图3所示。
3.定位块及压块定位块毛坯现已标准化,常用的高度有50mm、70mm和90mm三种规格(可依据不同的车身零件进行调整),宽度有16mm、19mm两准规格。