杠杆二工艺过程卡与工序卡
- 格式:doc
- 大小:358.00 KB
- 文档页数:9
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣Φ8F9孔外端面
X51型立式铣床
725
3.52
0.15
16
1
1.71
2
半精铣Φ8F9孔外端面
X51型立式铣床
590
1.4
0.06
16
1
3.33
设计(日期)
审核(日期)
0.12
18
1
1.87
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
CA1340
零(部件)名称
杠杆(二)
共 页
第 页
车间
工序号
工序名
材料牌号
机工
6
钻孔
QT45-5
毛坯种类
毛坯外形尺寸
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣Φ10孔端面
X51立式铣床
725
3.03
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣Φ20H7、Φ8H7孔的外端面
X51型立式铣床、端铣刀
510
2.88
0.15
86
1
7.2
2
半精铣Φ20H7、Φ8H7孔外端面
X51型立式铣床、端铣刀
0
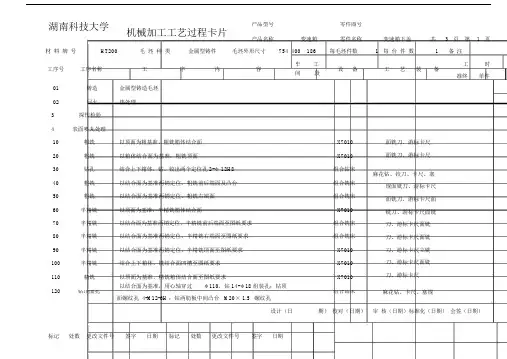
热处理
热处理铸件,消除铸件内应力
铸工
1
铣面
粗铣—半精铣Φ20H7、Φ8H7孔(两个)的外端面
机工
X51
端铣刀、专用夹具
2
铣面
粗铣—半精铣Φ8H7孔之间的表面
机工
X51
端铣刀、专用夹具
3
铣面
粗铣—半精铣Φ8F9孔的外端面
机工
X51
端铣刀、专用夹具
4
铣面
粗铣Φ10孔端面
机工
X51
端铣刀、专用夹具
5
钻孔
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
1
1
设备名称
设备型号
设备编号
同时加工
立式钻床
Z550
夹具编号
夹具名称
切削液
专用夹具
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
CA1340
零(部件)名称
杠杆(二)
共 页
第 页
车间
工序号
工序名
材料牌号
机工
1
钻孔
QT45-5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
1
1
设备名称
设备型号
设备编号
同时加工
立式钻床
Z525
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
钻φ18mm的孔
Z525立式钻床
272
15.38
机械加工工序卡片
产品型号
零(部件)图号
产品名称
CA1340
零(部件)名称
杠杆(二)
共 页
第 页
车间
工序号
工序名
材料牌号
机工
2
铣面
QT45-5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
CA1340
零(部件)名称
杠杆(二)
共 页
第 页
车间
工序号
工序名
材料牌号
机工
5
铣面
QT45-5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
钻—粗铰—精铰孔∅20mm
机工
Z525
麻花钻、专用夹具
6
钻孔
钻—粗铰—精铰孔∅8H7和∅8F9
机工
Z550
麻花钻、专用夹具
7
钻孔
钻孔∅10
机工
Z525
麻花钻、专用夹具
8
钻孔
钻孔—攻丝
机工
Z525
M4丝锥、专用夹具
9
去毛刺
去毛刺、锐棱,清洗
钳工
钳工台
10
检查
按零件图样要求全面检查
设计(日期)
审核(日期)
机动
辅助
1
粗铣Φ8H7孔之间表面
X51型立式铣床
590
1.39
0.15
86
1
7.2
2
半精铣Φ8H7孔之间表面
X51型立式铣床
590
1.40
0.06
86
1
13.8
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零(部件)图号
产品名称
CA1340车床
零(部件)名称
杠杆(二)
共 页
第
1
页
材料牌号
QT45-5
毛坯种类
铸件
毛坯外形尺寸
86*109.3*33.3
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺设备
工时/s
准终
单件
0
铸造
铸造箱盖毛坯
铸工
零(部件)图号
产品名称
CA1340
零(部件)名称
杠杆(二)
共 页
第 页
车间
工序号
工序名
材料牌号
机工
4
铣面
QT45-5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
1
1ቤተ መጻሕፍቲ ባይዱ
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时/s
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
0.81
33.3
1
7.36
2
铰φ19.94mm的孔
Z525专用铰刀
125
7.83
1.8
33.3
1
9.41
3
精铰φ20mm的孔
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣Φ8F9孔外端面
X51型立式铣床
725
3.52
0.15
16
1
1.71
2
半精铣Φ8F9孔外端面
X51型立式铣床
590
1.4
0.06
16
1
3.33
设计(日期)
审核(日期)
0.12
18
1
1.87
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
CA1340
零(部件)名称
杠杆(二)
共 页
第 页
车间
工序号
工序名
材料牌号
机工
6
钻孔
QT45-5
毛坯种类
毛坯外形尺寸
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣Φ10孔端面
X51立式铣床
725
3.03
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
粗铣Φ20H7、Φ8H7孔的外端面
X51型立式铣床、端铣刀
510
2.88
0.15
86
1
7.2
2
半精铣Φ20H7、Φ8H7孔外端面
X51型立式铣床、端铣刀
0
热处理
热处理铸件,消除铸件内应力
铸工
1
铣面
粗铣—半精铣Φ20H7、Φ8H7孔(两个)的外端面
机工
X51
端铣刀、专用夹具
2
铣面
粗铣—半精铣Φ8H7孔之间的表面
机工
X51
端铣刀、专用夹具
3
铣面
粗铣—半精铣Φ8F9孔的外端面
机工
X51
端铣刀、专用夹具
4
铣面
粗铣Φ10孔端面
机工
X51
端铣刀、专用夹具
5
钻孔
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
1
1
设备名称
设备型号
设备编号
同时加工
立式钻床
Z550
夹具编号
夹具名称
切削液
专用夹具
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
CA1340
零(部件)名称
杠杆(二)
共 页
第 页
车间
工序号
工序名
材料牌号
机工
1
钻孔
QT45-5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
1
1
设备名称
设备型号
设备编号
同时加工
立式钻床
Z525
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
钻φ18mm的孔
Z525立式钻床
272
15.38
机械加工工序卡片
产品型号
零(部件)图号
产品名称
CA1340
零(部件)名称
杠杆(二)
共 页
第 页
车间
工序号
工序名
材料牌号
机工
2
铣面
QT45-5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零(部件)图号
产品名称
CA1340
零(部件)名称
杠杆(二)
共 页
第 页
车间
工序号
工序名
材料牌号
机工
5
铣面
QT45-5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
钻—粗铰—精铰孔∅20mm
机工
Z525
麻花钻、专用夹具
6
钻孔
钻—粗铰—精铰孔∅8H7和∅8F9
机工
Z550
麻花钻、专用夹具
7
钻孔
钻孔∅10
机工
Z525
麻花钻、专用夹具
8
钻孔
钻孔—攻丝
机工
Z525
M4丝锥、专用夹具
9
去毛刺
去毛刺、锐棱,清洗
钳工
钳工台
10
检查
按零件图样要求全面检查
设计(日期)
审核(日期)
机动
辅助
1
粗铣Φ8H7孔之间表面
X51型立式铣床
590
1.39
0.15
86
1
7.2
2
半精铣Φ8H7孔之间表面
X51型立式铣床
590
1.40
0.06
86
1
13.8
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
机械加工工艺过程卡片
机械加工工艺过程卡片
产品型号
零(部件)图号
产品名称
CA1340车床
零(部件)名称
杠杆(二)
共 页
第
1
页
材料牌号
QT45-5
毛坯种类
铸件
毛坯外形尺寸
86*109.3*33.3
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺设备
工时/s
准终
单件
0
铸造
铸造箱盖毛坯
铸工
零(部件)图号
产品名称
CA1340
零(部件)名称
杠杆(二)
共 页
第 页
车间
工序号
工序名
材料牌号
机工
4
铣面
QT45-5
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
1
1ቤተ መጻሕፍቲ ባይዱ
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时/s
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
86*109.3*33.3
1
1
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
0.81
33.3
1
7.36
2
铰φ19.94mm的孔
Z525专用铰刀
125
7.83
1.8
33.3
1
9.41
3
精铰φ20mm的孔