毛坯重量
- 格式:doc
- 大小:22.00 KB
- 文档页数:2


毛坯图纸技术要求毛坯图设计原则:1、凡是有机加工要求的地方都留有加工余量:压铸件机械加工余量:按GB/T11350规定MA-D级执行;A. 大端面加工余量为1.2mm;B. 侧面法蓝面加工余量1.0mm;C. φ25mm以上内孔单边加工余量为0.75mm;φ25mm以下内孔单边加工余量为0.6mm;D. 螺纹底孔的大端尺寸为:底孔直径-1.5mm;E. 定位销铸孔的单边加工余量为0.6mm(大端);F. 螺纹底孔、铸孔深度按压铸件标准,一般为铸孔直径的2倍;盲孔根据实际情况而定?2、毛坯图上未注出的加工余量数据按上述原则确定;3、根据压铸件的工艺特征,在压铸件的推杆位置局部改变图纸尺寸和形状;4、孔径为最大处尺寸;5、与机加有关的相关尺寸、定位尺寸以★和方框表示;?6、定位、夹紧面应平整、不应有拔模斜度,并用定位、夹紧符号表示。
技术要求:1. 未注明铸造园角R3-4mm2. 未注明拔模斜度1-2.5°3. 未注明壁厚3±0.35mm4. 未注明铸件尺寸公差执行GB6414-86 CT6级5. 铸件表面允许有擦伤、凹陷、缺肉及网状毛刺等缺陷,但其缺陷程度和数量应该与供需双方同意的标准相一致;6. 铸件端面浇口残留高度≤2.5mm,飞边毛刺≤1.0mm,加工定位面及检测点不得有毛刺、缺肉或者凸起;7. 气密性要求:加工后产品加压腔用0.5kg气压,60秒中允许泄漏量10cc附加部分:一、压铸件尺寸:按GB/T15114有关规定执行;1、压铸件尺寸公差基本尺寸大于25mm时,按GB 6414规定CT6级执行;2、压铸件尺寸公差基本尺寸大于16mm,小于25mm的,按GB 6414规定CT5级执行;3、压铸件尺寸公差基本尺寸大于10mm,小于16mm的,按GB 6414规定CT4级执行;4、压铸件尺寸公差基本尺寸小于10mm,按GB 6414规定CT3级执行;5、压铸件形位公差按GB/T15114规定执行;二、压铸件材料化学成分:按ADC12 JIS H5302 及YL113 GB/T15115有关规定执行;三、压铸件力学性能:按GB/T15114规定执行;四、压铸件毛坯重量:由供方从供、需共同认可首批合格压铸件毛坯中,抽取10件称重,取平均值为压铸件毛坯的公称重量;压铸件毛坯重量公差按GB/T11351规定MT6级执行;五、压铸件表面质量:按QC/T273规定执行;六、压铸件内部质量:按GB/T15114规定执行;1、压铸件若能满足使用要求,则压铸件本质缺陷不作为报废依据;2、压铸件气密性要求:将压力为25KPa的滤水压缩空气,平缓的送入压铸件中,密封关闭9S后,测腔内压力,压力降到不低于21KPa为合格;3、在不影响使用的前提下,允许对铸件进行浸渗处理,浸渗处理后要满足上述气密性要求;4、压铸毛坯在需方加工后,若气密性不合格则返回供方,允许无偿做二次浸渗,试验合格后再送需方使用;5、供方提供的压铸件毛坯一次性不合格率小于0.5%;七、压铸件的试验方法及检验规则:按GB/T15114及QC/T273规定执行;1、其中化学成分和机械性能检验按QC/T273规定一类铸件标准执行,且当需方需要时,供方须向需方提供检验报告;2、一般情况下,采用试样检验力学性能;特殊情况下,若需方有要求时,也可以采用压铸件本身检验;。

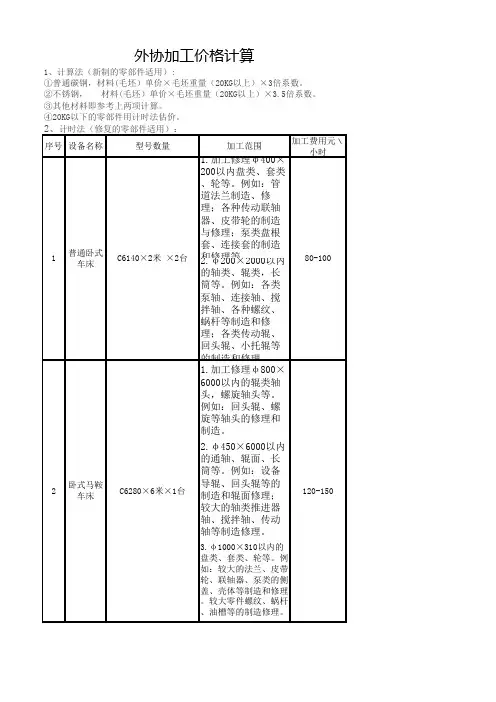
序号设备名称型号数量加工范围加工费用元﹨小时1.加工修理φ400×200以内盘类、套类、轮等。
例如:管道法兰制造、修理;各种传动联轴器、皮带轮的制造与修理;泵类盘根套、连接套的制造和修理等。
2.φ200×2000以内的轴类、辊类,长筒等。
例如:各类泵轴、连接轴、搅拌轴、各种螺纹、蜗杆等制造和修理;各类传动辊、回头辊、小托辊等的制造和修理。
1.加工修理φ800×6000以内的辊类轴头,螺旋轴头等。
例如:回头辊、螺旋等轴头的修理和制造。
2.φ450×6000以内的通轴、辊面、长筒等。
例如:设备导辊、回头辊等的制造和辊面修理;较大的轴类推进器轴、搅拌轴、传动轴等制造修理。
3.φ1000×310以内的盘类、套类、轮等。
例如:较大的法兰、皮带轮、联轴器、泵类的侧盖、壳体等制造和修理。
较大零件螺纹、蜗杆、油槽等的制造修理。
C6280×6米×1台外协加工价格计算②不锈钢, 材料(毛坯)单价×毛坯重量(20KG以上)×3.5倍系数。
③其他材料即参考上两项计算。
④20KG以下的零部件用计时法估价。
2、计时法(修复的零部件适用):①普通碳钢,材料(毛坯)单价×毛坯重量(20KG以上)×3倍系数。
1、计算法(新制的零部件适用):1普通卧式车床C6140×2米 ×2台80-1002卧式马鞍车床120-15019拆卸、装配、组装零部件拆卸、组装、装配,如:联轴器、轴承、带轮、主轴等的组装装配。
60-10020防锈、刷漆、包装等零部件组装、装配完成后最后作业项目。
40-50对修复较复杂或较贵重的零部件,可按照零部件新件价格的0.3--0.5倍综合折算。
3、估算法:。
