怎样绘制毛坯图
- 格式:doc
- 大小:2.19 MB
- 文档页数:7
毛坯图设计与工艺规程制订毛坯图设计毛坯图设计的实质:保持不加工表面不变,加工表面的毛坯尺寸等于零件尺寸加上加工余量,并确定毛坯尺寸公差。
一、铸件机械加工余量(MA )与尺寸公差(CT )确定(P31)1、计算零件的年生产纲领(P6) N Q n %αβ⋅=(1+%)(1+)2、根据年生产纲领和零件重量确定零件生产类型(大批生产)(P7,表2-1)3、根据生产类型确定毛坯制造方法:(金属模机械砂型)(P11,表2-3)4、根据毛坯制造方法和工件材料确定铸件公差等级(8~10级)(P36表4-6)5、根据铸件公差等级确定机械加工余量等级(MA )(G 级)(P34表4-2)6、根据铸件公差等级、基本尺寸、加工余量等级确定铸件机械 加工总余量(P32表4-1)(注意:上边为单边余量;下边为双边余量,实际余量为2倍双边余量)铸件基本尺寸=工件基本尺寸+加工总余量7、根据铸件公差等级确定铸件尺寸公差数值(P36表4-5) 注意事项:(1)铸件尺寸公差的公差带对称于铸件基本尺寸;(2)基本尺寸>30mm的孔可以直接铸出,否则不留铸造孔。
(3)工件尺寸两侧都需要加工时按双边余量计算,此时铸件基本尺寸=工件基本尺寸+2 双边余量(4)注意P35查表说明。
二、毛坯图绘制(P10)(1)毛坯轮廓用粗实线绘制,零件的实际轮廓用双点划线,毛坯余量用网状线表示。
(2)零件的实际轮廓只表示总体外形和主要加工面。
次要表面和结果要素(退刀槽、倒角、实体上加工的孔等)可以不画。
(直径大于30mm的要浇注出)。
(3)毛坯图标注毛坯尺寸及其公差、余量尺寸。
(4)毛坯图要注有必要的技术条件。
三、机械加工工艺过程综合卡片1、机械加工工艺过程综合卡片的基本内容详见P5,A1图竖着使用;工作行程量一栏不要(1)机械加工工艺过程、工序、安装、工步的概念及工序说明机械加工工艺过程:直接改变生产对象的尺寸、形状、物理力学性能和相互位置关系的机械加工过程。

如何从毛坯房做出效果图
准备材料:
软件
电脑
一、首先打开软件,会出现软件的主页面。
软件在线升级,若有更新提示就升级重启。
二、其次,添加客户的毛坯房图片。
三、进行软件墙纸铺贴操作:鼠标从素材栏中选择客户心仪的墙纸款式,直接点击进行铺贴上墙。
四、搭配地板、乳胶漆、吊顶进行毛坯房效果图制作。
五、鼠标右击出现小方框,第一个进行右滑,调节去污,毛坯房上的污点就消失了。
六、最后是效果图完成阶段,搭配壁画、木门、沙发、植物给客户展示墙纸的效果图制作效果。
一、工序简图应标注的四个部分:(1)定位符号及定位点数;(2)夹紧符号及指向的夹紧面;(3)加工表面,用粗实线画出加工表面,并标上加工符号,其中该工序的加工表面为最终工序的表面时,加工符号上应标注粗糙度数值。
其他工序不标粗糙度数值;(4)工序尺寸及公差。
二、绘制毛坯图。
毛坯轮廓用粗实线绘制,零件实体用双点画线绘制,比例尽量取1:1。
毛坯图上应标出毛坯尺寸、公差、技术要求,以及毛坯制造的分模面、圆角半径和拔模斜度等。
三、填写指定工序的机械加工工序卡该工序由指导教师指定。
其工序卡的格式参见附录。
该工序卡除包含上面内容所述的有关选择、确定及计算的结果之外,在工序卡上要求绘制出工序简图。
工序简图按照缩小的比例画出,不一定很严格。
如零件复杂不能在工序卡片中表示时,可用另页单独绘出。
工序简图尽量选用一个视图,图中工件是处在加工位置、夹紧状态,用细实线画出工件的主要特征轮廓。
工序简图的标注见“第一章概述”中“五、注意事项”的第 3 条。
四、绘制夹具总图绘制夹具总图应遵循国家制图标准,绘图比例应尽量取 1:1,以便使图形有良好的直观性。
如被加工工件的尺寸过大,夹具总图可按 1:2或 1:5 的比例绘制;如被加工工件尺寸过小,总图也可按 2:1 或 5:1 的比例绘制;夹具总图中视图的布置也应符合国家制图标准,在能清楚表达夹具内部结构和各元件内部结构和各元件,装置位置关系的情况下,视图的数目应尽量少。
总图的主视图应取操作者实际工作时的位置,以便于夹具装配及使用时参考。
被加工工件在夹具中被看作为透明体,所画的工件轮廓线于夹具上的任何线彼此独立,不相干涉,其外廓以黑色双点划线表示。
绘制总图的顺序是先用双点划线汇出工件轮廓外形和主要表面的几个视图,并用网纹线表示出加工余量。
围绕工件的几个视图依次绘出定位元件,夹紧机构,对刀及夹具定位元件以及其他元件,位置,最后绘制出夹具体及连接元件,把夹具的各组成元件和装置连成一体。
夹具总图上,还应划出零件明细表和标题栏,写明夹具名称及零件明细表上所规定的内容。
怎样绘制毛坯图?铸件毛坯图:在受僵的基础上根据工艺要求添加适当的叫鲤,并去掉机加产生孔和沟槽(形象地说就是把机加工切除的那部分还回去)用双型线画出零件轮廓剖面图中加工余量、不铸孔及沟槽用正方形喳邈即零件原有剖面线上附加与之垂直的剖面线而成);毛坯轮廓用粗实线。
用细实线画出分型面,并标注“上”“下”字样,以说明浇注位置。
标注:①只标注特殊铸造圆角和起模斜度,相同的统一在技术要求中说明。
②尺寸标注:方法一标注零件尺寸,向外标注加工余量;方法二标注铸件尺寸,向内标注加工余量。
第一步加工余量1 .根据工艺方法(手工造型、机器造型)和材料(铸钢、灰铁、球铁、可铁、铜、锌)查手册确定:①加工余量等级:A、B、C、D、E、F、G、H、J、K共十级,其中常用的为C〜K;②公差等级:CT1〜CT16,常用的为CT4〜CT13;2 .根据零件基本尺寸、加工余量等级、公差等级查手册确定加工余量。
第二步铸件的公差根据铸件基本尺寸、公差等级查手册确定铸件尺寸公差数值。
第三步铸造圆角根据铸造方法(砂型、金属型、压力铸造、熔模铸造)和材料(铝、镁、铜、锌、黑色金属)查手册确定最小圆角半径。
为了便于制造,半径应尽可能统一。
一般,砂型和金属型取R3或R5,压铸件取R1或R2。
第四步最小孔径根据铸造方法和生产批量确定最小孔径尺寸。
第五步起模斜度首先选定起模斜度的形式,然后查表确定起模斜度值。
("mm)»ns 集小孔使尺寸例如:铸件毛坯图在零件图的基础上,考虑到机加工余量、锻造公差、工艺余块、圆角半径、拔模斜度及相应的技术要求等绘制。
1.自由锻件GB/T21469-2008脑删地件阳时,验件的外形用粗实线表示,零件的轮用线用双点胭线表示*徵件的基本尺寸和£差标&才灵/,工百谆而求利就遂天孑葡卞而i痛暮再逸窟2\24«fL6自由锻件毛坯图U4M)Him第一步:加工余量①公差等级:普通级②估算锻件重量:根据零件的重量估算锻件毛坯的重量或口:已知机械加工后拨叉件的重量为2kg,由此可初步估计机械加工前锻件毛坯的重量为3kg③计算锻件形状复杂系数:S1(简单),S2(一般),S3(较复杂),S4(复杂)④材质系数:如,拨叉材料为45钢,碳的质量分数小于0.65%,故该锻件的材质系数属M1级⑤分模线形状:如,拨叉选择零件高度方向的对称平面为分模面,属平直分模线⑥零件表面粗糙度:如,由零件图可知,拨叉各加工表面的粗糙度Ra均大于等于1.6之后查手册确定各个方向的加工余量第二步:拔模斜度外模锻斜度:锻件在冷缩时趋向离开模壁的部分,用a表示,内模锻斜度:锻件在冷缩时趋向贴紧模壁的部分,用B表示,第三步:圆角半径外圆角半径r=3〜5内圆角半径R=6〜10第四步:最小孔径锻件最小冲孔直径大于等于30mm例如一般a=5度一般B=a+2〜3技术要求L正火,硬度207〜241HB S.,未注圆角K25”3外摸锻斜度黑材料:45钢重量22国模锻件毛坯图离合齿轮毛坯图。

图形毛坯的定义方法是怎样的呢
图形毛坯的方法在加工软件中不能直接使用,必须要利用DELCAM中的图形编辑模块Powershape来产生一个图形文件,并保存在计算机内,然后在PowerMILL加工中直接调入使用。
因此一般只做加工的人很少使用图形毛坯的加工方法,但是这个方法也有它的特点,下面简要介绍该方法的使用,由于软件的版本的不同,这个方法也略有不同。
(1)产生图形文件。
打开Powershape软件输入模型,然后选择模型中的任意一个或几个元素,点击主工具栏中文件,选择下拉菜单中的“输出”,出现输出对话框,选择保存路径,更改保存类型和文件名后,确认即可。
如图6选择的面元素用红色标识,文件保存在桌面,文件名为图形毛坯。
图6
(2)产生图形毛坯。
点击毛坯图标后产生毛坯对话框,点击“由…
定义-方框”选项右侧的向下箭头,选择“图形”选项,再选择右边的文件夹图标,找到桌面保存的图形毛坯文件打开(图7),系统就产生了图形毛坯。
点击产生的图形毛坯,在Z方向出现缩放的蓝色箭头,调整箭头的方向后毛坯就在Z方向上进行缩放,如图8即是在Z值的负方向拉伸调整毛坯格后的结果。
图8
笔者在此分析产生的图形毛坯:①无论所选择的图形是空间图形还是平面图形,都会产生平面的毛坯,并且是在坐标Z值的零点处产生。
②不但可以产生形状各异的毛坯,而且可以同时产生两个或多个
相互独立的毛坯,这主要取决于选取的图形个数,这是方框毛坯无法达到的结果。
③毛坯的形状和所选取的图形在坐标XY平面上的投影一样,在X、Y方向上不能任意放大或缩小,只有Z值方向可以伸缩。
本文来源:Powermill视频教程/。
毛坯几何体定制数据
(1)通过拉伸辅助线来创建工件毛坯的方法:依次点击“开始”—“建模”—“插入”—“任务环境中的草图”—“矩形”,再根据实际工件的毛坯的尺寸来画出矩形,接着点击“完成草图”,然后用“拉伸”的功能键来拉伸出实体。
(2)通过“创建方块”来创建工件毛坯的方法:依次点击“开始”—“所有应用模块”—“注塑模向导”—“注塑模工具”—“创建方块”,接着框选工件,然后根据实际工件的毛坯的尺寸来输入偏大的单边的尺寸,再点击“确定”。
(3)通过“毛坯几何体”里面不同类型的方法来创建工件毛坯的方法:点击“开始”,接着点击“加工”,在弹出的窗口中,按照默认的CAM会话配置的“cam _ general”,再把要创建的CAM设置设为“mill _ planar”,接着点击“确定”,然后切换为“几何视图”,接着双击“ WORKPIECE ”,在弹出的窗口中,先选择工件作为指定部件,再指定毛坯,接着我们可以看到可以通过不同类型的方法来创建工件的毛坯。
下面我给大家介绍其中的四种类型,具体的如下列所示:
1.通过“部件的偏置”的方法来创建工件毛坯的方法:把“类型”设置为“部件的偏置”,接着根据实际工件的毛坯的尺寸来进行偏置数值的
设置,比如要单边偏置2MM,则在“偏置”后面输入“2”,然后点击“确定”。
接着在页面上,再点击“确定”。
2.通过“包容块”的方法来创建工件毛坯的方法:把“类型”设置为“包容块”,接着根据实际工件的毛坯的尺寸来进行偏置数值的设置,再点击“确定”。
一.零件分析1.零件的作用CA6140卧式车床上的法兰盘, 为盘类零件,用于卧式车床上。
车床的变速箱固定在主轴箱上,靠法兰盘定心。
法兰盘内孔与主轴的中间轴承外圆相配,外圆与变速箱体孔相配,以保证主轴三个轴承孔同心,使齿轮正确啮合。
2.零件的工艺分析法兰盘共有两组加工表面,现分述如下:⑴以Φ52mm外圆为中心的加工表面这一组加工表面包括:Φ120mm的外圆及其倒角;Φ120mm外圆的左侧面及其面上3个同心的Φ16.5mm×10mm与Φ11mm×5mm的圆孔;Φ80mm的外圆、左端面及其倒角;Φ62±0.015mm内孔长度为13mm;切槽4mm×0.5mm;切槽4mm×3mm;内螺纹M64×1.5长度16mm;Φ58mm与Φ55mm的过度面;车Φ120mm外圆上的两个垂直平面。
⑵以Φ80mm外圆为中心的加工表面这一组加工表面包括:右端面;Φ52g6的外圆、倒角及其3mm×0.5mm退刀槽;右侧面、倒角及其钻孔;Φ36mm内孔及其切6mm×6mm半圆键槽, Φ120mm外圆的右侧面。
它们之间有一定的位置要求,主要是:右端面B与Φ62mm孔中心轴线的跳动度为 0.04;经过对以上加工表面的分析,我们可先选定粗基准,加工出精基准所在的加工表面,然后借助专用夹具对其他加工表面进行加工,保证它们的位置精度。
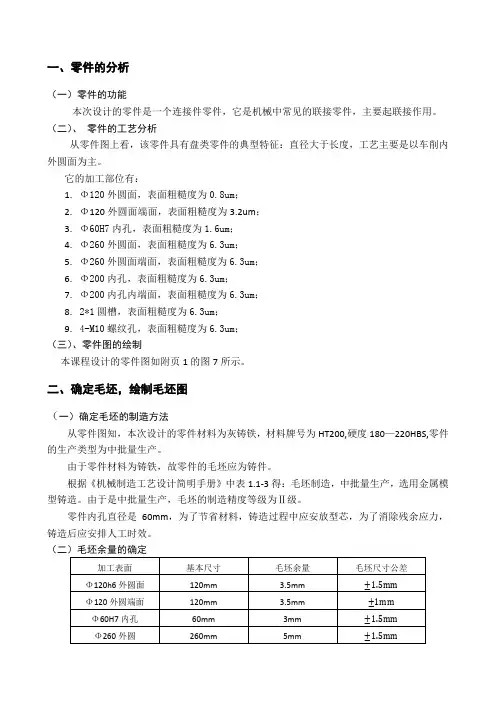
二.确定毛坯的制造方法、初步确定毛坯形状与尺寸铸铁的机械加工余量根据JZ67-62的确定。
对大批大量的铸件加工余量中查《机械制造工艺补充教材》得,选取等级精度为1级。
Φ52 2 Φ56 ±0.3Φ62 2.5 Φ57 ±0.3Φ80 2 Φ84 ±0.3Φ120 2 Φ12 ±0.315 顶2.5 底2 19.5 ±0.240 顶2.5 底2 44.5 ±0.247 顶2.5 底2 51.5 ±0.260 顶2.5 底2 64.5 ±0.333,毛坯重量估算约为2kg,零件加工的轮廓尺寸不大,可采零件材料是HT15~用铸造成型,内孔按Φ31mm和Φ54mm铸造,未注内孔倒角R3。
铸件毛坯图的画法.铸件毛坯图的画法(一)毛坯图一般包括以下内容i.毛坯的形状、尺寸公差、加工余量、工艺余量、拔模斜度、铸造圆角、分型面、浇冒口、残根位置、工艺基准、合金牌号、铸件重量、零件标识、铸造方法及其它有关技术要求。
ii.在毛坯图上一般只标注特殊要求的公差,拔模斜度、铸造圆角一般不标注在图上而写在技术条件中。
(二)毛坯图的技术要求i.合金牌号;ii.铸造方法;iii.铸造精度,公差等级;iv.未注明拔模斜度,圆角半径;v.铸件综合技术条件;及检验规则的文件号,vi.铸件的交货状态:a)浇冒口残根的大小。
精铸件及压铸件残根一般为0.3-0.5mm,砂型铸件及硬模铸件一般为0.5-2mm;b)铸件的表面状态(抛丸、涂漆、防锈等);c)铸件是否要进行气压或液压试验,压力要求;d)铸件热处理方法,硬度要求。
(三)毛坯图会签.i.会签内容:a)工艺性、加工余量、几何尺寸、公差要求、分模位置、材料硬度、表面处理等b)拔模角、残留毛刺、表面缺陷等c)定位、加紧位置d)工艺凸台ii.会签过程:a)草签机加单位对毛坯制造单位提出的毛坯图进行仔细分析研究,将工艺要求的定位点、加紧点标注在毛坯图上,然后交给毛坯制造单位,毛坯制造单位如果有无法满足要求的项目由双方协同设计单位共同协商解决,可以对产品、机加工艺提出更改,取得一致意见后草签。
b)毛坯图确认毛坯制造单位根据草签的毛坯图进行生产准备,调试毛坯,经检查合格后认为可以满足机加要求,将毛坯件与机加鉴定单一起送交机加单位进行试加。
机加单位进行机械加工及性能试验,确认铸件尺寸精度、缺陷状态满足加工要求及性能要求,没有问题,可以进行毛坯图确认,并最终会签。
. (四)毛坯图更改i.毛坯制造单位或机加单位需要对毛坯图进行更改时,需要填写《毛坯更改申请通知单》,经气研、毛坯制造单位、机加单位、总成单位同意并签字后方可更改并换发毛坯图。
ii.毛坯图更改必须注明更改标记、更改数目、更改内容、更改日期、更改根据、更改人员姓名。
怎样绘制毛坯图?
铸件毛坯图:在零件图的基础上根据工艺要求添加适当的加工余量,并去掉机加产生孔和沟槽(形象地说就是把机加工切除的那部分还回去)。
用双点划线画出零件轮廓;剖面图中加工余量、不铸孔及沟槽用正方形网纹线(即零件原有剖面线上附加与之垂直的剖面线而成);毛坯轮廓用粗实线。
用细实线画出分型面,并标注“上”“下”字样,以说明浇注位置。
标注:①只标注特殊铸造圆角和起模斜度,相同的统一在技术要求中说明。
②尺寸标注:方法一标注零件尺寸,向外标注加工余量;方法二标注铸件尺寸,向内标注加工余量。
第一步加工余量
1.根据工艺方法(手工造型、机器造型)和材料(铸钢、灰铁、球铁、可铁、
铜、锌)查手册确定:
①加工余量等级:A、B、C、D、E、F、G、H、J、K共十级,其中常用
的为C~K;
②公差等级:CT1~CT16,常用的为CT4~CT13;
2.根据零件基本尺寸、加工余量等级、公差等级查手册确定加工余量。
第二步铸件的公差
根据铸件基本尺寸、公差等级查手册确定铸件尺寸公差数值。
第三步铸造圆角
根据铸造方法(砂型、金属型、压力铸造、熔模铸造)和材料(铝、镁、铜、锌、黑色金属)查手册确定最小圆角半径。
为了便于制造,半径应尽可能统一。
一般,砂型和金属型取R3或R5,压铸件取R1或R2。
第四步最小孔径
根据铸造方法和生产批量确定最小孔径尺寸。
第五步起模斜度
首先选定起模斜度的形式,然后查表确定起模斜度值。
例如:
铸件毛坯图
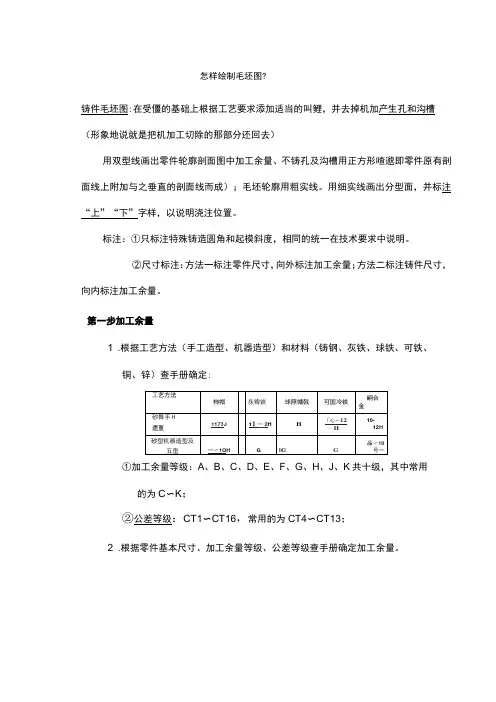
锻件毛坯图:在零件图的基础上,考虑到机加工余量、锻造公差、工艺余块、圆角半径、拔模斜度及相应的技术要求等绘制。
1.自由锻件
GB/T 21469-2008
自由锻件毛坯图
2.模锻件
第一步:加工余量
的重量为2kg,由此可初步估计机械加工前锻件毛坯的重量为3kg
数属M1级
之后查手册确定各个方向的加工余量
第二步:拔模斜度
外模锻斜度:锻件在冷缩时趋向离开模壁的部分,用α表示,一般α=5度
内模锻斜度:锻件在冷缩时趋向贴紧模壁的部分,用β表示,一般β=α+2~3第三步:圆角半径
外圆角半径r=3~5
内圆角半径R=6~10
第四步:最小孔径
锻件最小冲孔直径大于等于30mm
例如
模锻件毛坯图离合齿轮毛坯图。