毛坯图的画法
- 格式:ppt
- 大小:12.78 MB
- 文档页数:37

如何从毛坯房做出效果图
准备材料:
软件
电脑
一、首先打开软件,会出现软件的主页面。
软件在线升级,若有更新提示就升级重启。
二、其次,添加客户的毛坯房图片。
三、进行软件墙纸铺贴操作:鼠标从素材栏中选择客户心仪的墙纸款式,直接点击进行铺贴上墙。
四、搭配地板、乳胶漆、吊顶进行毛坯房效果图制作。
五、鼠标右击出现小方框,第一个进行右滑,调节去污,毛坯房上的污点就消失了。
六、最后是效果图完成阶段,搭配壁画、木门、沙发、植物给客户展示墙纸的效果图制作效果。
毛坯形状和尺寸的确定毛坯形状和尺寸,基本上取决于零件形状和尺寸。
零件和毛坯的主要差别,在于在零件需要加工的表面上,加上一定的机械加工余量,即毛坯加工余量。
毛坯制造时,同样会产生误差,毛坯制造的尺寸公差称为毛坯公差。
毛坯加工余量和公差的大小,直接影响机械加工的劳动量和原材料的消耗,从而影响产品的制造成本。
所以现代机械制造的发展趋势之一,便是通过毛坯精化,使毛坯的形状和尺寸尽量和零件一致,力求作到少、无切削加工。
毛坯加工余量和公差的大小,与毛坯的制造方法有关,生产中可参考有关工艺手册或有关企业、行业标准来确定。
在确定了毛坯加工余量以后,毛坯的形状和尺寸,除了将毛坯加工余量附加在零件相应的加工表面上外,还要考虑毛坯制造、机械加工和热处理等多方面工艺因素的影响。
下面仅从机械加工工艺的角度,分析确定毛坯的形状和尺寸时应考虑的问题。
(1)工艺搭子的设置有些零件,由于结构的原因,加工时不易装夹稳定,为了装夹方便迅速,可在毛坯上制出凸台,即所谓的工艺搭子,见图 5.1 。
工艺搭子只在装夹工件时用,零件加工完成后,一般都要切掉,但如果不影响零件的使用性能和外观质量时,可以保留。
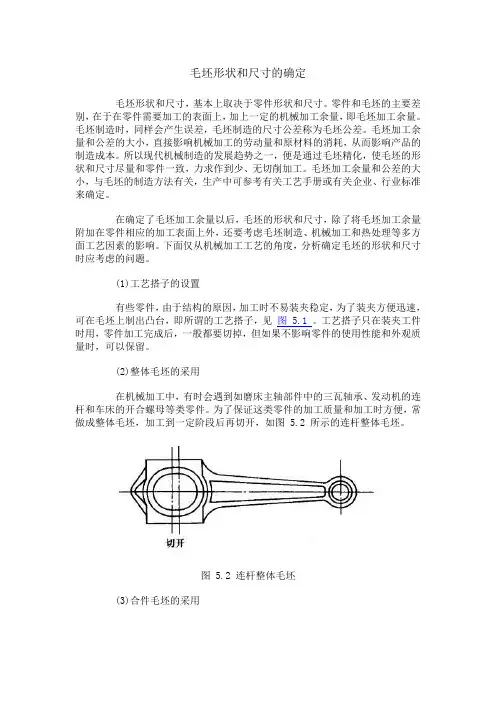
(2)整体毛坯的采用在机械加工中,有时会遇到如磨床主轴部件中的三瓦轴承、发动机的连杆和车床的开合螺母等类零件。
为了保证这类零件的加工质量和加工时方便,常做成整体毛坯,加工到一定阶段后再切开,如图 5.2 所示的连杆整体毛坯。
图 5.2 连杆整体毛坯(3)合件毛坯的采用为了便于加工过程中的装夹,对于一些形状比较规则的小形零件,如 T 形键、扁螺母、小隔套等,应将多件合成一个毛坯,待加工到一定阶段后或者大多数表面加工完毕后,再加工成单件。
图 5.3a 为 T815 汽车上的一个扁螺母。
毛坯取一长六方钢,图 5.3b 表示在车床上先车槽、倒角;图 5.3c 表示在车槽及倒角后,用 ? 24.5mm 的钻头钻孔。
钻孔的同时也就切成若干个单件。
合件毛坯,在确定其长度尺寸时,既要考虑切割刀具的宽度和零件的个数,还应考虑切成单件后,切割的端面是否需要进一步加工,若要加工,还应留有一定的加工余量。
第18卷标 准 化 报 道Vol.18第5期REPOR TING OF STANDARDIZATION No.5 1997机械标准化贯彻表面粗糙度国家标准浅析王春云(中国工程物理研究院总体工程研究所 成都 610003) 摘 要 以贯彻新国标GB/T131—1993《机械制图 表面粗糙度符号、代号及其注法》为目的,对表面粗糙度符号、代号的应用、参数选择及附加要求等概念作简短议论。
关键词 表面粗糙度 标准 浅析 表面粗糙度是衡量零件表面质量的重要指标之一,表面粗糙状况直接影响产品使用功能,如配合的可靠性、疲劳强度、摩擦力、耐腐蚀性、耐磨性、涂层的附着力、导热性、机构位移的灵敏程度、特殊材料的化学效应等特性。
影响表面粗糙状况的参数和项目较多,正确理解和贯彻标准将有利于产品质量的提高。
表面粗糙度标准涉及学科较多,含意较深,贯彻难度较大。
为能正确贯彻标准,标准化人员必须及时总结贯标问题和作宣传指导,提高设计人员对标准的理解水平。
同时,设计人员从产品工程设计开始,就应考虑表面粗糙度对产品功能的影响,对影响较大的表面粗糙度要求,甚至可考虑定为关键(重要)要素。
以下结合贯彻GB/T131—1993标准以来,在设计图样中出现的情况谈几点粗浅看法。
1 关于表面粗糙度符号的应用随着科学技术的发展,新的加工方法不断出现,在标注表面获得方法符号时,不仅要考虑满足设计要求,而且也应考虑给予工艺最大自由度,使工艺人员能结合实际生产情收稿日期况,选择经济、合理的加工方法,节省人力物力和缩短周期。
1.1 表面获得方法应按产品功能和用途给定。
对必须采用去除材料方法获得的表面,应标注符号 ;对必须采用不去除材料方法获得的表面,应标注符号 ;对可采用任何方法获得的表面一律标注符号 。
1.2 表面粗糙度符号、代号应用实例1.2.1 在补加工图中的应用原来补加工图的规定画法是:用双点划线绘制不作补加工处的外形图,用粗实线绘制补加工后最终要求图形。