VALEO 质量知识培训
- 格式:pptx
- 大小:4.07 MB
- 文档页数:24
VALEO汽车行业质量管理体系管理手册【最新资料,WORD文档,可编辑修改】董事长1994年7月法雷奥公司必须以其优质的汽车零部件和完美的服务完全满足各汽车制造商的要求。
为了实行统一的政策并能跻身世界最佳水平之列,法雷奥公司参照ISO 9000系列标准,于1990年制定了本公司的质量标准:法雷奥1000(VALEO 1000)VALEO 1000将按照我公司客户的要求不断发展。
本资料系第四版,其内容考虑到:-法国汽车制造商和零部件商(EAQF 94)以及德国汽车制造商和零部件商(VDA 6)共同的质量标准;-ISO9000系列标准的新版本;-我公司的欧洲、美洲和日本客户相应标准的最新发展。
本质量标准也反映了本公司对人身安全和环境保护方面的关注。
VALEO1000是遍布全世界的所有法雷奥公司的一部工作准则,它同样适用于我公司所有的供应商。
法雷奥集团的各级负责人必须通晓该准则,向其合作者通报并为实施全面质量管理,确保对合作者的培训。
本公司向其所有的客户保证坚持不懈地实行VALEO 1000系列标准。
Noel Goutard·ISO9000/9001:质量体系所要求的规范·EAQF 94:1994年对供应商质量能力的评估·VDA 6:德国汽车工业协会标准5轴心保证设计制造高技术高质量产品,交货准时,价格合理,满足客户要求。
目录绪言第1页第一单元:全面质量第2页第二单元:安全与环境第7页第三单元:质量保证第15页词汇表第78页绪言作为轿车、旅游车和重型载重卡车零部件的制造商,法雷奥公司的职责是为汽车制造商和二次配套市场提供种类众多的、适应技术不断发展并且质量完美的产品及服务。
法雷奥集团的方针与目标本集团的管理准则和目标如下:-公司管理部门应引导本集团掌握全面质量管理;-集团的目标与成就将不断向法雷奥的全体职工和各客户及供应商传播。
每完成一个项目,将跟各客户合作,总结优缺点;-质量培训活动在集团的培训计划中占有优先的地位;培训活动涉及本公司全体职工;-本公司必须注重技术投资;-集团各分公司承诺遵守环境法规;-供应商必须要遴选,因为他们要接受与法雷奥相同的原则(供应商质量保证AQF010218);-本集团分布世界各地的公司,无论设在哪个国家,必须跻身汽车质量的第一流水平之列。

汽车行业质量系管理手册Document number [980KGB-6898YT-769T8CB-246UT-18GG08]VALEO 汽车行业质量管理体系管理手册董事长1994年7月法雷奥公司必须以其优质的汽车零部件和完美的服务完全满足各 汽车制造商的要求。
为了实行统二的政策并能跻身世界最佳水平之列,法雷奥公司参照 ISO 9000系列标准,于1990年制定了本公司的质量标准:法雷奥 1000 (VALEO 1000)VALEO 1000将按照我公司客户的要求不断发展。
本资料系第四版,其内容考虑到:一法国汽车制造商和零部件商(EAQF 94)以及德国汽车制造商和零部件商(VDA 6)共同的质量标准; -IS09000系列标准的新版本;一我公司的欧洲、美洲和日本客户相应标准的最新发展。
本质量标准也反映了本公司对人身安全和环境保护方而的关注。
VALE01000是遍布全世界的所有法雷奥公司的一部工作准则,它同样 适 用于我公司所有的供应商。
法雷奥集团的各级负责人必须通晓该准则,向其合作者通报并为实施 全面质量管理,确保对合作者的培训。
本公司向其所有的客户保证坚持不懈地实行VALEO 1000系列标准。
Xoel Goutard・IS09000/9001: Jjfi 量体系所要求的规范-EAQF 94: 1994年对供应商质量能力的评估・VDA 6:德国汽车工业协会标准5轴心保证设计制造高技术高质量产品, 交货准时,价格合理, 满足客户要求。
第1页 【最新资料,H =1 IIVialeo 编辑修改】第一单元:全面质量第2页第二单元:安全与环境第7页第三单元:质量保证第15页词汇表第78页绪言作为轿车、旅游车和重型载重卡车零部件的制造商,法雷奥公司的职责是为汽车制造商和二次配套市场提供种类众多的、适应技术不断发展并且质量完美的产品及服务。
法雷奥集团的方针与目标本集团的管理准则和目标如下:一公司管理部门应引导本集团掌握全面质量管理;一集团的目标与成就将不断向法雷奥的全体职工和各客户及供应商传播。
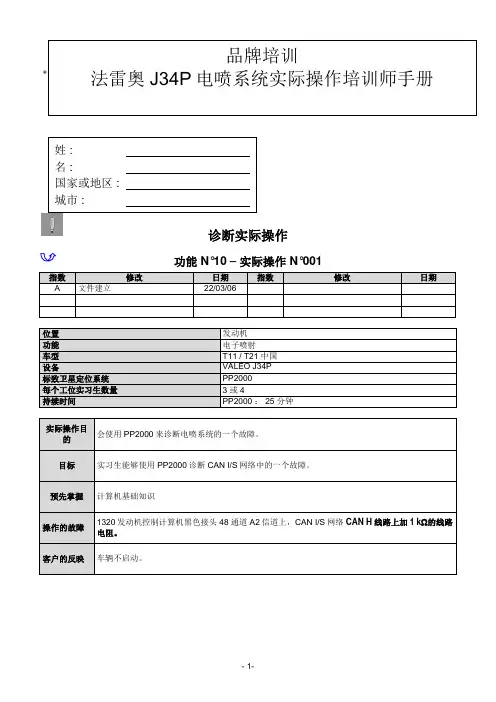
功能 N°10 – 实际操作 N°001维修的认可:修理、消除缺陷并保证车辆的良好运行。
:要求实习生无需使用缺陷读取”菜单即可进行诊断。
诊断实际操作功能N°10 –实际操作N°002修理、消除缺陷并保证车辆的良好运行。
诊断实际操作功能N°10 –实际操作N°003注意,使用相同的电喷系统,在1007上面,信道的分配是不同的(32v MR 接头)5V电源;歧管压力传感器地线。
修理、消除缺陷并保证车辆的良好运行。
诊断实际操作功能N°10 –实际操作N°004修理、消除缺陷并保证车辆的良好运行。
诊断实际操作功能N°10 –实际操作N°005修理、消除缺陷并保证车辆的良好运行。
诊断实际操作功能N°10 –实际操作N°006修理、消除缺陷并保证车辆的良好运行。
诊断实际操作功能N°10 –实际操作N°007操作故障之前,必须:检查车辆运转是否正常。
故障操作:1320灰色接头故障操作之后:功率不足;寻找故障步骤的方向:确定客户故障的症状。
诊断实际操作功能N°10 –实际操作N°008初始化自动调节器。
重新安装保险丝并核实车辆是否运转正常。
诊断实际操作功能N°10 –实际操作N°009操作故障之前,必须:检查车辆运转是否正常。
故障操作:拿掉或改动燃油泵供应的保护故障操作之后:车辆不启动。
寻找故障步骤的方向:确定客户故障的症状诊断实际操作功能N°10 –实际操作N°010操作故障之前,必须:检查车辆运转是否正常。
故障操作:BM34上面灰色接头故障操作之后:车辆不启动。
寻找故障步骤的方向:确定客户故障的症状。
诊断实际操作功能 N°10 – 实际操作 N°011维修的认可:修理、消除缺陷并保证车辆的良好运行。



法雷奥1000提问表第一部分V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月法雷奥1000提问表第二部分V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月法雷奥1000提问表第三部分V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月V ALEO 1000 提问表1994年7月。
FADIOR法迪奥厨卫有限公司安装培训初期版基础内容卢江坚2013-7-1目录一、基本的生产流程柜身、门板的生产流程二、产品安装的流程及注意事项1、柜身的组装方法(配套ppt图解)及工艺结构讲解2、产品图纸的认识3、安装工具讲解及使用本资料只参考,续作完善版本4、产品安装的基本流程及步骤5、五金的安装及(含门板在内)调节6、到客户家安装服务的要求三、产品验收的标准1、柜身的验收标准2、五金的验收标准3、同门板类的验收标准4、台面的验收标准5、电器的验收标准四、产品售服的标准1、设计问题的售服标准2、安装问题的售服标准3、生产问题的售服标准4、运输问题的售服标准安装初期培训内容一、基本的生产流程:1、柜身的生产流程:开料(激光或数冲)—刨槽—折弯—填充—焊接—试装—包装—入库/发货2、门板的生产流程:开料(激光或数冲)—刨槽(视乎工艺要求)—折弯—焊接—烤漆—填充—试装—包装—入库/发货开料—由激光或数冲机来完成不锈钢板材(厚度只有0.6mm)的切割和排孔,把不锈钢板材加工成柜身或门板板材模型,同比板式家具生产模式节省更多步骤(如开料、拉槽、封边、排钻等流程)。
刨槽—可以让板材在折弯的时候,更快更好地折成柜身或门板所需要的一个厚度和角度,让产品表现的更为美观。
折弯—通过折弯机把不锈钢板材模型折成一个厚度16mm和角度90度的柜身(或门板),可以生产比板式家具更厚的板材来迎合客户的需求。
填充—把折弯后的板件里面的空间加入胶水和填充物使其变得充实,不易变形。
同时要把所需要的五金固定件粘到相对孔位上。
(如:门较底座固定胶块、连接孔片等)焊接—把填充后的板件通过焊接封闭起来,更好的加固板材整体结构(注:门板烤漆部分,需要先做焊接,再去烤漆与柜身流程不同)烤漆—主要是制作烤漆类门板的一个生产过程,门板需要先做造型(焊接定型),然后喷漆,再进入烤房进行恒温烘烤,保证烤漆在常温状态下也不会产生开裂和变色。
组装/试装—每套产品出厂前都需要进行试装,确保每套产品的工艺、尺寸都是符合设计师图纸或客户的要求,发现问题可以及时的修改,减少出厂后安装出现的问题。