品质检验表格 成品检验记录
- 格式:doc
- 大小:23.00 KB
- 文档页数:1
XXXX食品有限公司质量记录表格汇编受控文件清单部门:文件发放/回收/销毁/作废记录表编制:有效标准清单文件更改申请单外来文件一览表质量记录一览表各部门质量目标考核记录管理评审报告XXXX食品有限公司会议记录管理评审计划签到表XXXX食品有限公司员工培训记录合格供方清单制表人:批准:XXXX食品有限公司供方调查评定表批准人:日期:采购申请单采购申请单采购申请单生产情况日报表公司名称:XXXX食品有限公司公司地址:舟山市普陀区沈家门平阳工业小区日期:产情况日报表公司名称:XXXX食品有限公司审核人:记录人:成品检验记录公司名称:XXXX食品有限公司检验员:HACCP组长:审核人:审核日期:每月冷库温度校准记录表公司名称:XXXX食品有限公司公司地址:舟山普陀沈家门平阳工业小区校正人:审核:日期:日期:设施设备维修保养记录公司名称:XXXX食品有限公司公司地址:舟山市普陀区沈家门平阳工业小区设备名称:放置地点:冷库除霜记录表公司名称:XXXX食品有限公司公司地址:舟山普陀沈家门平阳工业小区日期:审核人:记录人:制冷设备温度记录表公司名称:XXXX食品有限公司公司地址:舟山普陀沈家门平阳工业小区日期:XXXX食品有限公司检测设备管理台帐顾客满意调查表公司名称:XXXX食品有限公司纠正/预防措施处理单编号:年度内部审核计划表NO:打“√”表示计划时间内审质量审核计划NO:内部质量审核检查表内部质量审核不符合项报告内部质量审核报告:加工用水余氯检测表公司名称:XXXX食品有限公司公司地址:舟山普陀沈家门平阳工业小区日期:审核人:记录人:原辅材料申检单XXXX食品有限公司原辅材料申检单实验室检验报告单检验员:审核员:XXXX食品有限公司原料解冻记录产品名称:解冻日期:记录人:审核:食品添加剂浸泡时间温度记录公司名称:XXXX食品有限公司产品名称:审核:记录人:日期:车间温度记录表公司名称;XXXX食品有限公司公司地址:舟山普陀沈家门平阳工业小区记录人:审核人:日期:日期:XXXX食品有限公司微生物检验原始记录样品名称:批号:检验号:规格:一、检验项目及结果1、菌落总数的检测:2、大肠菌群的检测:3、金黄色葡萄球菌的检测二、结论:检验者:检验日期:复核者:报告日期:XXXX食品有限公司微生物检验原始记录检验号:规格:一、沙门氏菌检测:(检验依据:SN 0170-92)1.样品处理:1.1取样品25g至盛有225mlBP中,于36℃±1,4h后,移10ml至盛有100mlTTB中,于(42±1)℃,培养(20±2)h后,进行选择性增菌;1.2取样品25g至盛有225mlSC中,用1mol/LnaOH调PH至6.8±0.2,于37℃培养(24±2)h,进行直接选择性增菌;取匀质增菌培养液,以无菌操作.用直径3mm的接种环挑1环,分别接种于亚硫酸铋(BS)和DHL琼脂平板各一个,于30℃,(24±2)h后,观察结果:1)BS琼脂平板: 可疑菌落生长;2)DHL琼脂平板: 可疑菌落生长。
OQC出货检验程序(ISO9001-2015)1.0目的:为确保生产线所生产的成品品质符合客户品质要求,对整个出货检验过程进行有效的管理,特制定本程序.2.0范围:适用于汕头市万晖实业有限公司所有产品出货品质检验作业.3.0职责:3.1OQC:出货品质检验、品质判定、状态标识、异常反馈与跟踪、检验结果记录。
3.2QE:制定或修订出货品质检验标准、异常原因分析、异常跟踪及作业指导。
3.3生产部:出货待检通知、不合格批的重工作业、不合格品处理.3.4仓库:成品入库管理、库存超保质期成品再检通知。
3.5业务部:成品特采申请、重工作业安排.4.0定义无5.0作业内容5.1入库成品待检通知生产部入库待检的成品必须是经FQC全检并判定合格(需贴合格标识)的产品,入库前需核对入库数量与检验数量是否相符,最后将待检之成品移入成品仓库指定的出货待检区域。
然后开立《出货待检通知单》通知OQC进行出货检验。
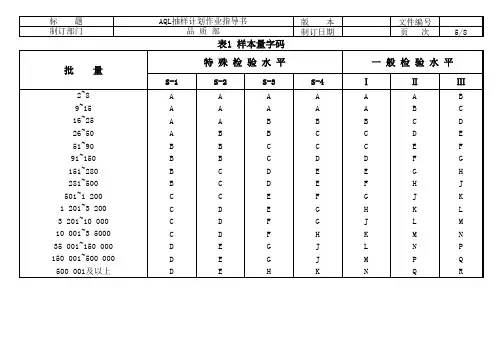
5.3出货品质检验作业5.3.1检验依据OQC检验时依据《成品检验规范》、《产品检验标准书》、工程样办等对产品进行品质检验和判定,抽样作业时按照MIL-STD-105E普通Ⅱ级抽样,合格质量允收水准(AQL):致命缺陷(CRI):0、主要缺陷(MAJ):0.65、次要缺陷(MIN):1.5,若客户有特别要求按照客户要求的允收水准进行抽样作业,具体参照《抽样检验计划》执行.5.3.2检验项目检验项目包括:外观/尺寸/结构/特性/包装/标识等项目,具体检验项目参照《成品检验规范》中规定检验项目进行检验.5.3.3OQC出货检验作业时应按照抽样计划规定的抽检数量从待检批中的不同部位、不同箱号的箱子中抽取指定数量进行检验,尽量减少不量流入客户端.检验完成后需在《出货待检通知单》上进行品质判定,然后将《出货待检通知单》归还生产部.5.3.4正常情况出货检验需在6个工作小时内完成,急出货情形需在2个工作小时内完成检验.检验结果是否合格都需真实且详细的记录于《OQC成品检查报告》上,以便追溯和统计分析.5.3.5经OQC检验合格批次,由生产部门填写《成品入仓单》办理入库.5.4检验状态标识检验合格在标签上盖PASS印章,不合格贴红色REJECT标签,特采使用贴黄色特采使用标签.挑选或加工使用则贴挑选/加工使用标签.具体参考《产品标识与追溯性控制程序》.5.5品质异常反馈及处理经抽检判不合格批次,需在产品外箱上贴上红色的不合格(REJECT)标签,并将判定结果记录于《成品待检通知单》上并归还仓库,同时OQC开立《出货检验异常报告》给OQC组长确认/主管审核/经理核准,然后由业务/PMC/生产/品质/工程等相关单位会签评审.最终由(副)总经理批准,不合格批的处理方式按(副)总经理批准意见执行,会签完后将此单给责任单位进行原因分析和制定改善对策,至于检验发现之不合格品的处理方式参照《不合格品的控制程序》执行.5.6特采放行作业5.6.1经OQC检验不合格批产品,经公司(副)总经理批准决定特采使用的,由业务开立《特采申请单》并附上《出货检验异常报告》给品质部/工程部/生产部/PMC等相关单位会签评审,由公司(副)总经理批准执行,最后由OQC将不合格标签撕下,在标签上盖PASS印章,若是经客户同意特采使用需在外箱贴特采使用标识.5.7不合格批重工再检判重工的不合格批,OQC需对重工过程进行跟踪(包括重工项目是否与反馈之项目相符,重工之数量是否与判退的数量相符等内容),重工后生产部必须重新报验此批,并在《出货待检通知单》上注明”已重工”字样.重工再检OQC必须再次填写《OQC成品检查报告》,报告上需详细注明为”重工再检”字样,并详细记录《出货检验异常报告》编号和其他相关信息,以便于追溯.5.8库存成品再检所有库存成品超过保存期限,仓库必须重新提报给OQC重检和判定.重检后原标识需更换,若重检判不合格,需开立《出货检验异常报告》给相关单位会签评审,不合格批的处理参照5.5/5.6/5.7执行,不合格品参照《不合格品控制程序》执行.5.9控制计划的传递和执行5.9.1在新产品投产之前,由品质经理针对此项产品的特殊特性内容,对检查员进行培训,要求品管员严格按特殊特性的内容执行检查。
制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
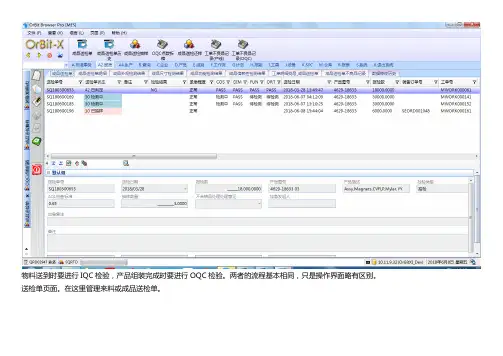
物料送到时要进行IQC检验,产品组装完成时要进行OQC检验。
两者的流程基本相同,只是操作界面略有区别。
送检单页面。
在这里管理来料或成品送检单。
成品送检单明细。
在这里可以找到送检的箱和批的信息,以及所在的节点位置。
四项基本测试的明细和不良品记录会保存在各自的选项卡中。
成品送检抽样。
扫描需抽检的箱填入箱号。
每次需要抽检成品的50%。
完成后送检单的进度会变成“已抽样”。
在“成品送检查询”界面查询批次的节点信息等。
来料送检抽样位于“WES-品质事务-送检抽样”,成品送检抽样位于“MES-品质-成品送检抽样”。
操作相同。
OQC点数拆箱依次扫描输入之前抽样的箱。
扫描一箱时会自动读出批次清单。
扫描足够的箱数后待点数量变为零。
全部扫描后点击提交。
来料抽样点收多了一项点数实际数量,记录数量是否合格的过程。
对于整箱送达的产品,需要拆箱抽样。
首先扫描原箱号。
之后选择送检类型扫描其中要抽检的批号(虽然描述中可以扫箱号,但是实际上只能扫批号。
)全部四项检测都要进行抽样。
抽样完后点击提交,显示“外箱抽样批次成功”。
送检单的状态变为“待检中”。
目需要抽取的物料件数。
输入员工工号,点击提交。
里。
的新批号。
点击打印,输出五张抽检标签。
其中ORT检验会输出两张。
外观,尺寸,功能,信赖性质检结果的填写都在WES-品质事务的对应模块当中。
外观检验记录。
扫描第一次,提示“入站成功”再扫描一次,提示“送检单产品品质信息获取完成”,此时可以填入具体项目不合格的数量。
根据所填的数量,自动生成批次内的良品量,不良品量,不良率,检测结果,以及一句话报告。
点击保存数据,保存外观检测的结果。
点击提交数据,将送检批号从检测上传到判定。
注意:一旦提交过一次就不能再进行提交,除非在后台将批号从判定或报废流程移回到检测流程,而后台移动数据将造成不稳定。
所以请谨慎确认输入值。
功能数据采集。
扫描为功能抽检的批号,直接读入产品品质信息在表格中根据实际情况填入不合格品数量。
成品出货检验程序〔ISO9001-2015〕1.目的为确保产品满足客户要求对产品在出厂前质量进行验证。
2.范围成品包装、入库和出货前对包装成品、库存成品、出货成品的检验。
3.定义出货检验〔FQC/OQC,英文全程为Final Quality Control/Outgoing Quality Control〕:是指产品在出货之前,为确保出货产品满足客户品质要求,所进行的检验,经检验合格的产品才干予以放行出货。
出货检验一般执行抽检,出货检验结果记录有时依据客户要求提供给客户。
4.使命4.1.1.品管部QE:A.成品检验标准、原始订单、检验等依据的收集、建立和提供;B.质量异常的稽核和提报、追踪;C.质量记录的整理存档,统计分析;D.客户验货准备、陪同及记录,验货结果、客户要求事项等的整理公布,处理结果追踪。
4.1.2.品检PQC:A.包装成品〔含首件检验〕、库存成品的检验和判定。
B.成品检验记录的填写、质量记录的收集、汇总给品管部QE统计;C.质量问题的反馈、处理、追踪及改正预防措施的落实及跟踪;D.不良品的管制、标识。
4.1.3.品管部OQC:A.整理准备检验依据,并依照进行检验。
B.库存成品\出货成品检验的执行及异常的反馈、监督处理。
C.出货检验报告的填写、汇总。
4.2.资材仓库:成品包装、成品储存、成品装货。
4.3.制造单位:产品的自检、质量异常的改正预防措施的提出和处理。
4.4.技术部:技术资料、包装方式、装柜方式确实定和辅导。
5.作业内容5.1.包装成品首件确认5.1.1.批量成品包装前,由包装组依据《制造命令单》、《包装作业指导书》、有效的产品图纸,《产品检验规范》等文件,具体了解客户的包装要求〔如唛头、标签、条形码等〕,使用对应的包装材料和包装方法进行包装,必要时通知技术部进行辅导。
5.1.2.首件制作完成由品检人员进行首件确认,首件确认必需完成如下的检验项目:A.确认包装的正确性:包装材料的材质、规格、尺寸和包装方式、产品及所必需零配件数量。
品质部表格大全
目录
1送检单
2原材料不合格处理单
3进货检验报告
4品质异常处理单
5首件确认单(金工-装配)
6首件确认单(封装)
7巡检记录表
8成品送检单
9成品常规检验记录表
10出货检验报告
11样品检验记录单
12不合格品处置单
13不合格品统计表
14让步接收降级使用申报单
15不合格品审理人员资格确认表
16不合格(品)对策表
17不合格(品)因果分析表
18纠正与预防措施及实施验证报告
19品质部工作目标
20IQC合格率统计表
21产品老化抽检合格率统计表
22FQC检验一次合格率统计表
23质量整改 (FQC工位分析整改)
24维修工位不良统计表
25质量整改 (维修工位分析整改)
26包装工序输出电压检测合格率
27OQC抽检合格率统计表
28现场质量问题点
29客户投诉统计表
30质量整改
31在用计量器具管理总台帐
32在用计量器具领用登记表
33年度计量器具周期检定计划表
34计量器具降级、限用、报废申请单35检定、校准报告
36监视和测量设备验收单
37校验通知单
38测量设备校验申请单
39强制校验召回通知单
40设备标签。
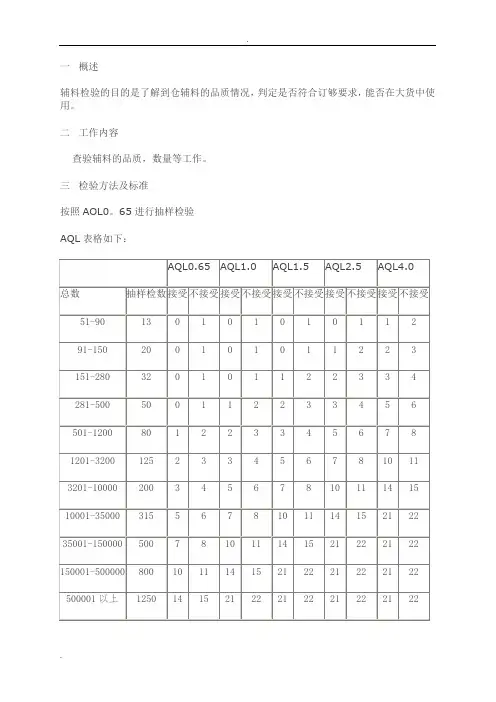
一概述辅料检验的目的是了解到仓辅料的品质情况,判定是否符合订够要求,能否在大货中使用。
二工作内容查验辅料的品质,数量等工作。
三检验方法及标准按照AOL0。
65进行抽样检验AQL表格如下:拉链检验检验范围尺寸,外观,颜色,色牢度,拉力测试,缩率,验针,耐腐蚀测试,其它客人要求的测试.1 尺寸测量方法:将拉链拉自然平放在台面上,用钢尺测量其长度.尺寸接受范围(单位:mm)无特殊要求牛仔裤(裙)门襟拉链上止口布不低于15mm,下止口布不低于12mm2 外观外观检测:将链平放台上,无波浪,无弯曲,链齿光亮整洁,无污渍,带布无抽纱上下止口无毛头,链齿啮合完好,180度翻转拉动拉链顺畅无卡齿感,特别是上下止处拉动顺畅并试其链锁是否有效.3 颜色测量方法:标准光源下对板目测.接受范围:布带,拉头,链牙颜色3级以上.4 色牢度检测方法:将拉链放于80度的温水中浸泡15分钟,取出后自然干燥.(客人有其它特殊要求的要委托第三方检测并有报告。
接受禁标准:测试后色差3级以上.5 拉力测试链牙啮合受力测试:完全完闭合拉链,在拉链中段垂直于链布,向相反方向各均衡施力45N、15秒.拉锁强力测试:闭合拉链使拉链处于自锁状态,分开两带布,呈现60度角,向两边各施力45N、10秒.下止强力测试:拉头拉至下止,完全分开拉链,拉链两边呈180度,分别向两边各均衡施力40N、15秒.拉瓣强力测试:闭合拉瓣,拉头处于锁状,垂直于拉瓣均衡施力50N、10秒.6 缩率测试测试方法:取两条拉链,一条沾水浸湿后烘干后测量长度,另一条200度干烫后再测试长度计算出缩率缩率接受范围:缩率不可超过2%.7 验针能顺利通过1.0MM验针卡的验针机。
8 耐腐蚀测试测试方法:将拉链放于80度浓度3%的Nacl溶液中180秒.取出自然干燥,目测有无锈斑、蚀痕。
洗水中会有其它腐蚀元素的要按大货洗水方法洗水测试。
9 其它要求按客人要求竞用偶氮染料或其它元素如硫、铅、镍、镉等元素的得要委托第三方检测。
一体机成品检验规范(IATF16949-2016/ISO9001-2015)1.0目的:为规范QA作业流程,保证出货产品的质量满足客户的需求,特制定本检查指引。
2.0适用范围:公司所有一体机系列产品皆适用。
3.0名词定义:QA:指Quality Assurance 品质保证。
是品管课职能部门之一,其依据内部流程和标准,对产线完成品进行抽样检验。
AQL:Acceptable Quality Level。
指允收品质水准,也可称质量允收水平。
OBA:Out of BOX Assurance,指开箱检验:就是在产线的包装工位前或后一工位,按抽样计划要求,随机抽取样本进行检验。
其特点是:通过在线抽检,能以最快速度检验在线生产完成品,发现异常及时处理,并节约品管人员抽检时打开包装及装箱的时间。
4.0职责品管课负责落实本指引规定相关事宜,各相关部门配合执行。
5.0作业内容5.1检查条件5.1.1测试环境:在以下湿度、温度和气压的任意组合条件下进行测量。
环境温度:15℃~35℃;相对湿度:45%~75%;大气压力:86KPa~106Kpa;在此测试条件下,被测设备应满足其性能规范要求,超出上述测试条件更宽的范围内,设备仍能工作,但可不满足其所有的性能要求,并允许被测设备在更为极端的条件下储存。
5.1.2 检验方式:QC检验方式采取在线检验方式。
在整机生产线设置测试站位,对整机进行全数检验。
5.1.3 检验项目:5.1.3.1外观、结构、内部工艺质量检验。
5.1.3.2图象、伴音质量检验。
5.1.3.3电气功能质量检验。
5.1.3.4安全、电磁兼容质量检验。
5.1.4 检验方法和要求:按工艺作业流程内容和要求进行检查。
5.1.5抽样检验:5.1.5.1开箱检验5.1.5.2工艺装配检验5.1.5.3常温主要电性能检验5.1.5.4常温负荷试验5.1.6缺陷分类和判据5.1.6.1 Z类不合格:指根据判断或经验,对产品的使用和维护人员可能造成人身危害或不安全的缺陷。
家具公司品质检验流程手册第一章:总则 (3)1.1 检验目的与意义 (3)1.2 检验范围与要求 (3)1.2.1 检验范围 (3)1.2.2 检验要求 (3)第二章:检验准备 (4)2.1 检验工具与设备 (4)2.1.1 检验工具 (4)2.1.2 检验设备 (4)2.2 检验人员培训与资质 (4)2.2.1 培训 (4)2.2.2 资质 (4)2.3 检验方法与标准 (5)2.3.1 检验方法 (5)2.3.2 检验标准 (5)第三章:原材料检验 (5)3.1 原材料分类与检验项目 (5)3.1.1 原材料分类 (5)3.1.2 检验项目 (5)3.2 检验流程与判定标准 (6)3.2.1 检验流程 (6)3.2.2 判定标准 (6)3.3 检验记录与问题处理 (6)3.3.1 检验记录 (6)3.3.2 问题处理 (6)第四章:生产过程检验 (7)4.1 生产过程检验项目 (7)4.2 检验频率与方法 (7)4.3 检验记录与问题处理 (7)第五章:半成品检验 (8)5.1 半成品分类与检验项目 (8)5.1.1 半成品分类 (8)5.1.2 检验项目 (8)5.2 检验流程与判定标准 (8)5.2.1 检验流程 (8)5.2.2 判定标准 (9)5.3 检验记录与问题处理 (9)5.3.1 检验记录 (9)5.3.2 问题处理 (9)第六章:成品检验 (9)6.1 成品分类与检验项目 (9)6.1.1 成品分类 (9)6.1.2 检验项目 (10)6.2 检验流程与判定标准 (10)6.2.1 检验流程 (10)6.2.2 判定标准 (10)6.3 检验记录与问题处理 (10)6.3.1 检验记录 (11)6.3.2 问题处理 (11)第七章:包装检验 (11)7.1 包装材料与检验项目 (11)7.1.1 包装材料 (11)7.1.2 检验项目 (11)7.2 检验流程与判定标准 (11)7.2.1 检验流程 (12)7.2.2 判定标准 (12)7.3 检验记录与问题处理 (12)7.3.1 检验记录 (12)7.3.2 问题处理 (12)第八章:售后服务检验 (13)8.1 售后服务检验项目 (13)8.2 检验流程与判定标准 (13)8.2.1 检验流程 (13)8.2.2 判定标准 (13)8.3 检验记录与问题处理 (13)8.3.1 检验记录 (14)8.3.2 问题处理 (14)第九章:检验数据分析 (14)9.1 数据收集与整理 (14)9.1.1 数据收集 (14)9.1.2 数据整理 (14)9.2 数据分析与应用 (14)9.2.1 数据分析方法 (15)9.2.2 数据应用 (15)9.3 持续改进与优化 (15)9.3.1 持续改进 (15)9.3.2 优化检验流程 (15)第十章:附录 (16)10.1 检验表格与记录模板 (16)10.1.1 检验表格 (16)10.1.2 记录模板 (16)10.2 检验标准与法规 (17)10.2.1 检验标准 (17)10.2.2 法规 (17)10.3 相关文件与资料 (17)第一章:总则1.1 检验目的与意义家具公司品质检验流程的制定,旨在保证产品符合国家相关标准、行业规范及企业内部质量控制要求,提升产品品质,满足消费者需求。
PCB 成品检验规范(完整版)作业指导书文件编号:XXX-XXXX-XX 生效日期:20XX-XX-XX 版本号:标准化检查会签:品质部、生产部成品检验规范批准收文单位:文件修改履历表表格编号:************ 版本:A1.0 目的本文旨在制定成品接收标准,以确保产品质量符合公司或客户要求,为质量判定工作提供依据。
2.0 适用范围本标准适用于本公司对PCB成品质量的判定。
3.0 参考文件3.1 客户标准3.2 《生产指示MI》3.3 《IPC-A-600印刷电路板允收水准》3.4 《IPC-6012刚性多层印刷电路板性能规范》3.5 《IPC-TM-650.PCB可靠性测试规范》3.6 《IFPA-F 001软件电路板(FPC)外观允收标准》3.7 运作过程中发现检验标准有抵触时,应按以下先后顺序为参考:A。
客户标准B。
国标标准C。
公司内部标准D。
IPC标准4.0 定义和职责品质部XXX:对PCB进行外观全检,对所发现的缺陷依据本标准进行判定和检验,并按照标准进行记录填写和异常反馈。
品质部XXX:对生产部检查合格的进行抽查,对所发现缺陷依据本标准进行判定。
品质部MRB:对工序提出报废申请的报废板依据本标准进行判定。
5.0 定义5.1 客户有要求之标准依客户的要求执行,客户没有提供或特别指定接收标准的,按此规范中的允收标准执行。
5.2 本标准中没有明确规定的,可提交品质部进行仲裁、备案及更新。
5.3 合格品与不合格品的定义及处理方式A。
合格品与不合格品的定义①合格品:符合规格之产品即为良品(质量之定义:符合规格)。
②不合格品:不确定产品、可疑产品以及不符合规格之产品均认定为不合格品范畴。
B。
不合格品的处理方式:①重工(Rework)②特采(UAI: Use as it)③报废(Scrap)④折让(Discount)5.4 本公司产品按其功能可靠度(nal Reliability)与性能(Performance Requirements)两方面,共分为三级。
成品检验规范(IATF16949-2016/ISO9001-2015)1.0目的:1.1 确保公司成品均能正常检验,以确认其符合品质要求,满足顾客需要。
2.0使用范围:2.1公司所有用于出货给客户产品的检验。
3.0职责:3.1制造部:成品送检、不良处理。
3.2品管部:检验标准的制定,成品检验和试验的执行及改善追踪。
3.3资材部:合格品的入库及出货。
4.0名词定义:4.1重要尺寸:工程图纸或承认书上带有“*”号或用“注意”印章指明的尺寸为重要尺寸。
5.0作业内容:5.1 抽样方式:抽检依据《检验抽样管理规范》执行,采用AQL:MAJ0.25,MIN0.65,电器检测全检抽样数采用AC=0,若顾客另有要求,以合同为准(样品检验采用全检,允收标准为零缺点采用AC=0):1、电子线、插头电源线、接插线、Lighting Harness均以PCS为单位,进行抽样。
2、线材若以捆包装则以捆为单位进行抽样,每捆抽取1.5M。
5.2 检验方式区分:5.2.1产品核对公司工程图面及首件样品,零物件可参照物料承认书。
5.2.2检验项目若为本公司设备,治具,能力所无法验证之部分的物料,则依据供应商之出厂检验报告为保证依据。
5.2.3一般检验依5.3之项目执行,若有特殊项目或标准则依特殊要求检验并填写于备注栏或附件。
5.3常规的检验项目:5.3.1线材常规检验项目依《SPT平行线检验规范》、《3C线材检验规范》、《欧规线材检验规范》进行相应检验。
5.3.2电子线检验常规检查项目表:项目检查内容检验工具检验标准依据判定线材规格卡尺、目视各线材工程图面MAJ剥线长度开口长度线材长度卡尺、钢尺目视工程图面,生产计划排程表,《作业标准检验规范》MAJ捻线捻线效果目视无松散、分叉、螺旋状MAJ 浸锡浸锡效果目视《作业标准检验规范》MAJ外观目视1.开口不可断铜丝,分叉MAJ2.开口浸锡无氧化MAJ3.浸锡端不可相连、分叉、大头MAJ4.剥线夹痕不得过深、破皮MAJ5.外被不可受损,刮伤、玷污、色差MIN5.3.3AC电源线、DC电源线、信号线等检验常规检查项目表:项目检查内容检验工具检验标准依据判定线材规格卡尺、目视各线材工程图面MAJ 外观目视《外观检验标准》MINAC、DC等各类插头规格卡尺、目视工程图面,相关安规检验标准,物料承认书CRI 外观目视《外观检验标准》MAJS/R 规格卡尺、目视工程图面MAJ 外观目视《外观检验标准》MIN 端子规格卡尺、目视工程图面,相关安规检验标准,物料承认书MAJ 外观目视《外观检验标准》MIN端子+胶壳规格卡尺、目视工程图面,相关安规检验标准,物料承认书MAJ 插拔力拉力计“插拔力测试”指导书MAJ开关规格卡尺、目视工程图面,相关安规检验标准,物料承认书MAJ 开关拨动手感拨动灵活,有质感MAJ 开关灵敏测试开关灵敏,不错位(导通、断开)CRI 外观目视《外观检验标准》《作业标准检验规范》MIN电器导通测试工程图面CRI 极性测试工程图面CAI 耐压测试工程图面,相关安规检验标准,物料承认书CAI阻抗测试工程图面,相关安规检验标准,物料承认书CAI长度各部位尺寸卡尺、目视工程图面MAJ 5.3.4Lighting Harness常规检查项目表:项目检查内容检验工具检验标准依据判定线材规格卡尺、目视各线材工程图面MAJ 外观目视《外观检验标准》MIN 插头规格卡尺、目视工程图面,各安规检验标准CRI 外观目视《外观检验标准》MAJS/R 规格卡尺,目视工程图面,相关安规检验标准MAJ 外观目视《外观检验标准》《作业标准检验规范》MIN 端子规格卡尺,目视工程图面,相关安规检验标准,物料承认书MAJ 外观目视物料承认书,《外观检验标准》MIN 灯座规格卡尺,目视工程图面,相关安规检验标准,物料承认书MAJ 外观目视《外观检验标准》MIN 灯泡配合度匹配灯泡灯泡组装顺畅,不卡坐,接触良好MAJ点亮测试匹配灯泡灯泡点亮CRI开关胶壳规格卡尺,目视工程图面,相关安规检验标准,物料承认书MAJ 开关拨动手感拨动灵活,有质感MAJ 开关灵敏测试开关灵敏,不错位(导通、断开)CRI 外观目视《外观检验标准》《作业标准检验规范》MIN电器导通测试工程图面CRI 极性测试工程图面CRI耐压测试工程图面,电器测试标准表CRI阻抗测试工程图面,电器测试标准表CRI 长度尺寸卡尺,目视工程图面MAJ 可靠性电器可靠性试验信赖性检验项目CRI 客户抱怨抱怨处理对策追踪客户抱怨处理单MAJ 5.3.5接插件常规检查项目表:项目检查内容检验工具检验标准依据判定线材规格卡尺,目视各线材工程图面,物料承认书MAJ剥线长度开口长度线材长度卡尺,目视工程图面MAJ捻线捻线效果目视无松散、分叉MAJ浸锡浸锡效果目视无连锡、分叉、浸锡不到位、大头、氧化MAJ铆合端子目视《作业标准检验规范》,工程图面,物料承认书MAJ接插胶壳胶壳确认接插作业卡尺,目视《作业标准检验规范》,工程图面,物料承认书MAJ适配性插拔力插拔力测试拉力计“插拔力测试”指导书MAJ外观目视 1.外被不可受损,刮伤MIN2.线芯无断丝,分叉MIN客户抱怨抱怨处理对策追踪客户抱怨处理单MAJ 5.4检验及记录注意事项:5.4.1成品检验依相关图面规定检验判定并记录相关数据。