玻璃生产及制造含(池窑类型)
- 格式:pdf
- 大小:1.97 MB
- 文档页数:60
日用玻璃、平板玻璃、玻璃纤维生产工艺介绍一、日用玻璃生产工艺日用玻璃制造包括配合料制备、熔制、成型、退火、表面处理、检验和包装等工序。
(1)配合料制备:包括原料贮存、称量、混合及配合料的输送。
(2)熔制:包括硅酸盐形成、玻璃形成、玻璃液澄清、玻璃液均化和玻璃液冷却五个阶段。
玻璃熔炉按加热方式分为火焰炉、电熔炉和坩埚炉。
其中,火焰炉为主要加热方式,主要为蓄热式马蹄焰池炉,燃料主要为发生炉煤气、天然气等。
(3)成型:把已熔化好并符合成型要求的玻璃液,通过一定方法转变为具有固定几何形状制品的过程,通常有吹制成型、压制成型、压吹成型、离心浇注等成型方法。
(4)退火:为了消除玻璃制品中的永久应力,需要对玻璃制品进行退火处理。
退火是先把玻璃制品加热,然后按照规定的温度进行保温和冷却。
(5)表面处理:一般通过在退火炉的热端和冷端涂层的方法对玻璃瓶罐进行表面处理。
(6)加工和装饰:玻璃器皿制品在完成成型和退火工序后,大多数要进行加工。
玻璃器皿制品的加工工序方法复杂而多样化,包括爆口、磨口、抛光、烘口、切割钻孔、钢化等。
装饰分为成型过程的热装饰和加工后的冷装饰。
热装饰是把不同颜色的易熔玻璃制成各种图案、颗粒、粉体等,利用成型时的高温作用,把其粘结或喷洒在制品表面。
冷装饰是把已完成各种加工后的制品,用低温颜色釉料、玻璃花纸、有机染料等,通过彩绘、印花、贴花、喷花等工艺,使制品达到装饰效果。
二、平板玻璃生产工艺平板玻璃生产包括浮法和压延法两种。
浮法是将玻璃液从池窑连续地流入并漂浮在有还原性气体保护的金属锡液面上,依靠玻璃的表面张力、重力及机械拉引力的综合作用。
拉制成不同厚度的玻璃带,经退火、冷却而制成平板玻璃。
浮法是平板玻璃制造的主要工艺技术,其生产工艺包括配料、熔化、成型、退火和切裁包装5 个工序。
压延平板玻璃是采用压延方法制造的一种平板玻璃,从生产工艺上讲,压延工艺与浮法工艺的区别仅仅在于成型这一工艺环节采用的技术不同,浮法工艺采用的是锡槽成型,而压延工艺采用的是压延机成型,其余工艺环节二者均相同。
玻璃熔融工艺一、玻璃熔窑的类型、结构及特点按照熔窑的生产能力可分为坩埚窑和池窑。
1.坩埚窑坩埚窑是指在坩埚中熔化玻璃的一种间歇式作业的玻璃熔窑。
其结构主要包括作业室、喷火筒(小炉)、燃烧室、漏料坑、蓄热室等部分。
在作业室内安放8~12只坩埚(要求特殊的玻璃也有仅置放一只坩埚进行熔制)。
配合料可分3~5批加入到各坩埚中。
当配合料在坩埚中完成熔制、澄清和冷却过程后即可进行成型。
在成型结束后,又再重新分批加入配合料,进行下一循环的熔制周期。
坩埚窑的熔制周期从第一次加料开始到此坩埚料成型结束,一般为一昼夜。
对难熔的玻璃也可适当地延长熔制时间,但这样会对其他坩埚的熔制、澄清和成型带来影响。
坩埚窑占地、投资少,同一窑内可熔制多种不同组成或不同颜色的玻璃,生产灵活性大,适用于生产品种多、产量少、质量要求较高或有特殊工艺要求的玻璃。
对要求高温熔制、低温成型的硒硫化镉类着色的玻璃,或低价铁着色类的玻璃尤为合适。
但坩埚窑的生产能力低、燃料消耗大,难以实现机械化和自动化生产。
坩埚窑按废气余热回收设备分为蓄热室和换热器两种;按火焰在窑内的流动方向分为倒焰式、平焰式、联合火焰式;按坩蜗数量分为单坩埚窑、双坩埚窑和多坩埚窑;按燃料品种区分有全煤气、半煤气和燃油坩埚窑等。
以下选取4种坩埚窑进行介绍。
(1)蓄热室坩埚窑采用蓄热室作为废气余热回收设备的坩埚窑。
(2)换热室坩埚窑采用换热器作为废气余热回收设备的坩埚窑。
(3)倒焰式坩埚窑窑内火焰呈倒转流动的坩埚窑。
火焰由位于窑底的喷火口向上喷出,然后沿着坩埚自上向下经窑底吸火孔排出。
其特点是温度沿整个坩埚高度分布比较均匀,上下温差小,由于火焰自窑底排出,窑底部温度较高,因而使窑底和坩埚都容易损坏,限制了窑内温度的提高。
图 2.5(a)为倒焰式坩埚窑示意图。
倒焰式坩埚窑可以配置换热器,也可配置蓄热室。
(4)平焰式坩埚窑图2.5(b)所示为窑内火焰呈水平方向流动的坩埚窑。
火焰在坩埚上部流动,可以提高火焰温度,加强传热过程,有利于提高熔化率。
玻璃生产工艺流程介绍玻璃的生产工艺包括:配料、熔制、成形、退火等工序。
分别介绍如下:1.配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。
玻璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。
2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。
这是一个很复杂的物理、化学反应过程。
玻璃的熔制在熔窑内进行。
熔窑主要有两种类型:一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。
小的坩埚窑只放一个坩埚,大的可多到20个坩埚。
坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃采用坩埚窑生产。
另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加热。
玻璃的熔制温度大多在1300~1600゜C。
大多数用火焰加热,也有少量用电流加热的,称为电熔窑。
现在,池窑都是连续生产的,小的池窑可以是几个米,大的可以大到400多米。
3.成形,是将熔制好的玻璃液转变成具有固定形状的固体制品。
成形必须在一定温度范围内才能进行,这是一个冷却过程,玻璃首先由粘性液态转变为可塑态,再转变成脆性固态。
成形方法可分为人工成形和机械成形两大类。
A.人工成形。
又有(1)吹制,用一根镍铬合金吹管,挑一团玻璃在模具中边转边吹。
主要用来成形玻璃泡、瓶、球(划眼镜片用)等。
(2)拉制,在吹成小泡后,另一工人用顶盘粘住,二人边吹边拉主要用来制造玻璃管或棒。
(3)压制,挑一团玻璃,用剪刀剪下使它掉入凹模中,再用凸模一压。
主要用来成形杯、盘等。
(4)自由成形,挑料后用钳子、剪刀、镊子等工具直接制成工艺品。
B.机械成形。
因为人工成形劳动强度大,温度高,条件差,所以,除自由成形外,大部分已被机械成形所取代。
机械成形除了压制、吹制、拉制外,还有(1)压延法,用来生产厚的平板玻璃、刻花玻璃、夹金属丝玻璃等。
(2)浇铸法,生产光学玻璃。
(3)离心浇铸法,用于制造大直径的玻璃管、器皿和大容量的反应锅。
这是将玻璃熔体注入高速旋转的模子中,由于离心力使玻璃紧贴到模子壁上,旋转继续进行直到玻璃硬化为止。
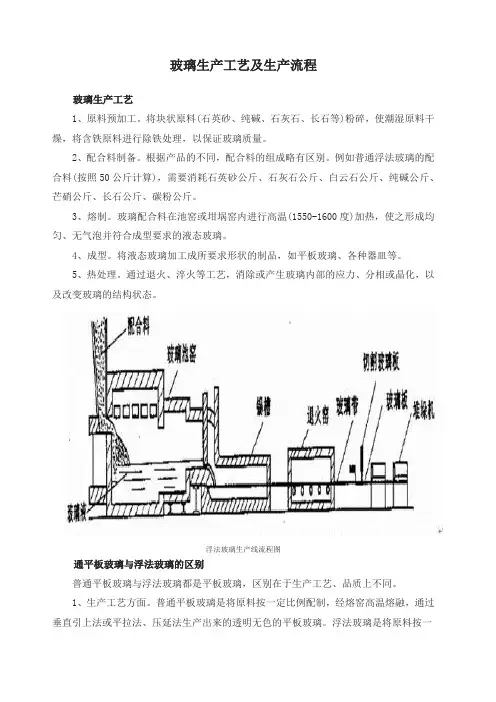
玻璃生产工艺及生产流程玻璃生产工艺1、原料预加工。
将块状原料(石英砂、纯碱、石灰石、长石等)粉碎,使潮湿原料干燥,将含铁原料进行除铁处理,以保证玻璃质量。
2、配合料制备。
根据产品的不同,配合料的组成略有区别。
例如普通浮法玻璃的配合料(按照50公斤计算),需要消耗石英砂公斤、石灰石公斤、白云石公斤、纯碱公斤、芒硝公斤、长石公斤、碳粉公斤。
3、熔制。
玻璃配合料在池窑或坩埚窑内进行高温(1550-1600度)加热,使之形成均匀、无气泡并符合成型要求的液态玻璃。
4、成型。
将液态玻璃加工成所要求形状的制品,如平板玻璃、各种器皿等。
5、热处理。
通过退火、淬火等工艺,消除或产生玻璃内部的应力、分相或晶化,以及改变玻璃的结构状态。
浮法玻璃生产线流程图通平板玻璃与浮法玻璃的区别普通平板玻璃与浮法玻璃都是平板玻璃,区别在于生产工艺、品质上不同。
1、生产工艺方面。
普通平板玻璃是将原料按一定比例配制,经熔窑高温熔融,通过垂直引上法或平拉法、压延法生产出来的透明无色的平板玻璃。
浮法玻璃是将原料按一定比例配制,经熔窑高温熔融,玻璃液从池窑连续流出并浮在金属液面上,摊成厚度均匀平整、经过抛光的玻璃带,冷却硬化后脱离金属液,再经退火切割而成的透明无色平板玻璃。
2、在品质方面。
普通平板玻璃按外观质量分为优等品、一等品、合格品三类;按厚度分为2、3、4、5、6mm等厚度。
普通玻璃呈现翠绿色,易碎、透明度不高,雨淋暴晒下易老化变形。
浮法玻璃按外观质量分为优等品、一等品、合格品三类;按厚度分为2、3、4、5、6、8、10、12、15、19mm等厚度。
浮法玻璃表面平滑无波纹,透视性佳,具有一定韧性。
浮法玻璃的生产工艺下面以国内普通的日熔化量600吨的生产线为例,介绍浮法玻璃的制造流程。
整个生产线长度约有500米,每天可生产550到600吨的玻璃,也就是相当于3米宽、3毫米厚、长度约25公里的玻璃带。
一旦开始生产,便是每天24小时不间断,直到大约8-10年之后才会停炉维修。
最简单的玻璃制作方法,玻璃的制作工艺流程及原材料相信大家应该都对“玻璃”不陌生吧!玻璃制品不说烂大街,但也是很常见的,就比如玻璃幕墙、玻璃窗户等等。
既然玻璃应用非常广泛,那玻璃都是怎么被制作出来的呢?今天贤集网小编就来为大家介绍一下最简单的玻璃制作方法,玻璃的制作工艺流程及原材料,下面赶紧来听听看吧!最简单的玻璃制作方法,玻璃的制作工艺流程及原材料最简单的玻璃制作方法:方法一、使用火炉或窑1.准备硅砂。
硅砂也被称为石英砂,是制作玻璃的主要材料。
想要制作透明玻璃片需要没有铁杂质的玻璃,因为铁质的存在会造成玻璃呈绿色。
如果你处理超细2.将碳酸钠和氧化钙添加到硅砂里。
碳酸钠(俗称洗涤碱)降低商业上制作玻璃所需温度。
然而,碳酸钠会使水流过玻璃,所以必须添加氧化钙或石灰来使玻璃不溶于水中。
此外,你也可加入氧化镁和(或)氧化铝,使制作出来的玻璃更耐用。
一般上,这些添加剂在玻璃混合物中占不超过26到30%。
3.根据玻璃预计的用途添加其它化学品。
装饰性玻璃最常见的添加物是氧化铅,能让水晶玻璃器皿闪闪发亮,并能增加柔软度,使玻璃更容易切割,而且还能降低熔点。
眼镜镜片可能含有氧化镧,因为它拥有折射属性,而铁质则可帮助玻璃吸热。
铅晶质玻璃(人造水晶)含有高达33%的氧化铅,然而使用越多氧化铅,就需要越好的技术将玻璃熔液塑造成型,因此许多人造水晶制造商选择采用较低的铅含量。
4.添加化学品使玻璃达到想要的颜色(如有)。
如上所述,石英砂粒的铁杂质是制造出来的玻璃呈绿色,所以你可添加氧化铁增加绿色 色调,氧化铜也能起同样作用。
硫化物可产生淡黄色、琥珀色、褐色甚至是黑色 色调,一切取决于有多少碳或铁也被添加到玻璃混合物里。
5.把玻璃混合物放入耐热坩埚或支架里。
容器应能承受窑炉里极其高的温度。
取决于你所使用的添加物,玻璃混合物的熔点处于15000至2500摄氏度的范围内你所使用的容器也应能轻易被金属钩及杆控制。
6.将混合物熔成液态。
玻璃窑炉的分类及⼯作原理玻璃窑炉内除有燃烧反应和产⽣⾼温外,还有热量传递、动量传递和质量传递。
1、热量传递:包括在⽕焰空间内和玻璃液中由温度差引起的⽕焰空间热交换、玻璃液内热交换、蓄热室内热交换和窑墙与外界环境的热交换。
2、动量传递:由压强差引起的不可压缩⽓体流动、可压缩⽓体流动、⽓体射流和玻璃液流动。
3、质量传递:燃烧过程中由⽓相浓度差引起的⽓相扩散和玻璃液浓度差引起的液相扩散。
玻璃窑炉的分类: 玻璃窑炉有坩埚窑和池窑两⼤类。
它们均包括玻璃熔制、热源供给、余热回收和排烟供⽓4个部分。
坩埚窑:窑膛内放置单只或多只坩埚。
坩埚窑中玻璃熔制的各阶段(熔化、澄清、均化、冷却)在同⼀坩埚中随时间推移依次进⾏,窑内温度制度随时间推移变动。
成型时,⽤⼈⼯从坩埚⼝取料,再进⾏吹制、压制、拉引、浇注等,也可以坩埚底供料,或将整坩埚移出取料。
坩埚材质以粘⼟居多,也有⽤铂的。
形状有开⼝和横⼝(闭⼝)两种。
开⼝坩埚的坩埚⼝朝向窑膛,能直接得到窑墙及热源辐射和传递的热能;横⼝坩埚的坩埚⼝朝向窑外,要通过坩埚壁间接取得热量,能避免窑内⽓氛对玻璃液的影响和污染。
坩埚窑适⽤于熔制产量⼩、品种多或经常更换料种的玻璃。
池窑:窑膛包含⼀耐⽕材料砌筑的熔池,配合料投⼊窑池内熔化。
池窑有间歇式和连续式两种。
间歇式池窑⼜称⽇池窑,⼀般较⼩,熔池⾯积仅⼏平⽅⽶。
熔制过程完成后,从取料⼝取料,⼤多采⽤⼿⼯或半机械成型。
适⽤于⽣产特种玻璃。
绝⼤多数池窑属于连续式(图2),各个熔制阶段在窑的不同部位进⾏。
各部位的温度制度是稳定的。
配合料由投料⼝投⼊,在熔化部经历熔化和玻璃液澄清、均化的⾏进过程,转⼊冷却部进⼀步均化和冷却,继⽽进⼊成型部最后均化(包括玻璃液温度均化)和稳定供料温度。
由于池窑靠近底部玻璃液温度低⽽呈滞流状态,因此窑池玻璃液总容量⼤于作业玻璃量,连续作业的加料量与成型量保持平衡。
熔化好的玻璃液采⽤连续机械化成型。
池窑的规模以熔化部⾯积(m2)表⽰。
第1篇一、引言玻璃作为一种具有广泛用途的材料,在建筑、汽车、电子、医疗等领域都有着重要的应用。
随着科技的不断发展,玻璃生产工艺也在不断创新,本文将详细介绍玻璃生产工艺,包括原料的选择、熔制、成型、退火、切割、磨光等环节。
二、原料选择玻璃的主要原料包括石英砂、纯碱、石灰石、长石等。
这些原料在玻璃熔制过程中起到关键作用。
1. 石英砂:石英砂是玻璃生产的主要原料,其主要成分是二氧化硅,具有较高的熔点。
石英砂的纯度越高,生产的玻璃质量越好。
2. 纯碱:纯碱是玻璃生产中的助熔剂,其主要成分是碳酸钠。
纯碱在玻璃熔制过程中起到降低熔点、提高熔融速度的作用。
3. 石灰石:石灰石是玻璃生产中的稳定剂,其主要成分是碳酸钙。
石灰石在玻璃熔制过程中起到稳定玻璃结构、提高玻璃耐热性的作用。
4. 长石:长石是玻璃生产中的熔剂,其主要成分是钾、钠、钙、镁等。
长石在玻璃熔制过程中起到降低熔点、提高熔融速度的作用。
三、熔制玻璃熔制是玻璃生产过程中的关键环节,其目的是将原料熔化成熔融态的玻璃。
1. 熔制温度:玻璃熔制温度一般在1500℃左右。
温度过高会导致玻璃质量下降,温度过低则难以熔化原料。
2. 熔制设备:玻璃熔制主要采用池窑、火焰炉、电弧炉等设备。
池窑是目前最常用的熔制设备,其具有熔化速度快、产量高、操作简便等优点。
3. 熔制过程:将原料按照一定比例混合后,送入熔制设备中进行熔化。
在熔制过程中,需控制好温度、压力、熔融时间等参数,以确保玻璃质量。
四、成型玻璃成型是将熔融态的玻璃制成各种形状的过程。
常见的玻璃成型方法有:1. 浇注法:将熔融态的玻璃倒入模具中,待冷却凝固后取出。
浇注法适用于生产平板玻璃、玻璃管、玻璃瓶等。
2. 压延法:将熔融态的玻璃在高温下通过压延机压制成型。
压延法适用于生产玻璃纤维、玻璃板等。
3. 吹制法:将熔融态的玻璃吹制成型。
吹制法适用于生产玻璃瓶、玻璃管等。
4. 拉制法:将熔融态的玻璃在高温下通过拉丝机拉制成型。
玻璃窑炉设计技术之单元窑第一章单元窑用来制造E玻璃和生产玻璃纤维的窑炉,通常采用一种称为单元窑的窑型。
它是一种窑池狭长,用横穿炉膛的火焰燃烧和使用金属换热器预热助燃空气的窑炉。
通过设在两侧胸墙的多对燃烧器,使燃烧火焰与玻璃生产流正交,而燃烧产物改变方向后与玻璃流逆向运动。
因此在单元窑内的玻璃熔化、澄清行程长,比其它窑型在窑内停留时间长,适合熔制难熔和质量要求高的玻璃。
单元窑采用复合式燃烧器,该燃烧器将雾化燃料与预热空气同时从燃烧器喷出,经烧嘴砖进入窑炉内燃烧。
雾化燃料处在燃烧器中心,助燃空气从四周包围雾化燃料,能达到较好的混合。
所以与采用蓄热室小炉的窑型相比,燃料在燃烧过程中更容易获得助燃空气。
当空气过剩系数为1.05时能完全燃烧,通过调节燃料与助燃空气接触位置即可方便地控制火焰长度。
由于使用多对燃烧器,分别调节各自的助燃风和燃料量,则可以使全窑内纵向温度分布和炉内气氛满足玻璃熔化与澄清的要求,这也是马蹄焰窑所无法达到的。
单元窑运行中没有换火操作,窑内温度、气氛及窑压的分布始终能保持稳定,这对熔制高质量玻璃有利。
现代单元窑都配置有池底鼓泡,窑温、窑压、液面及燃烧气氛实行自动控制等系统,保证了难熔的E玻璃在较高熔化率下能获取用于直接拉制玻璃纤维的优质玻璃液。
所以迄今在国际上单元窑始终是E玻璃池窑拉丝的首选窑型。
单元窑与其它窑型相比的不足之处是能耗相对较高。
这是因为单元窑的长宽比较大,窑炉外围散热面积也大,散热损失相对较高。
采用金属换热器预热助燃空气的优点是不用换火,缺点是空气预热温度,受金属材料抗氧化、抗高温蠕变性能的制约,一般设计金属换热器的出口空气温度为650—850。
大多数单元窑热效率在15%以内,但如能对换热器后的废气余热再予利用,其热效率还可进一步提高。
配合料在单元窑的一端投入,投料口设在侧墙的一边或两边,也有设在端墙上的。
熔化好的玻璃从另一端穿过沉式流液洞流至称为通路的拉丝作业部。
第一节单元窑的结构设计一、单元窑熔化面积的确定单元窑熔化面积可用公式F= G/g表示。