常见缺陷波形特征
- 格式:doc
- 大小:678.50 KB
- 文档页数:6

红外热成像检测各种缺陷的波形特征
在红外热成像检测中,对于不同的缺陷(如裂纹、夹杂等),其在热图中的表现形式会有所不同。
本文将重点讨论各种缺陷在红外热成像检测中的波形特征。
裂纹
裂纹是金属材料中常见的缺陷之一。
在红外热成像检测中,裂纹的表现形式是一个线状区域,其特征是温度变化快。
在红外热成像检测图像中,裂纹缺陷部位的温度比周围区域低,温度分布呈现出“V”字形。
夹杂
夹杂是金属材料中另一个常见的缺陷。
在红外热成像检测中,夹杂的表现形式是一个规则或不规则的暗斑点,其特征是温度变化慢。
在红外热成像检测图像中,夹杂缺陷部位的温度比周围区域高一些,并且温度分布呈现出园形或不规则的形状。
金属接头腐蚀
金属接头腐蚀是金属材料中的另一个常见缺陷。
在红外热成像
检测中,金属接头腐蚀的表现形式是一个大小和形状不定的不规则
区域,其特征是温度变化比较慢。
在红外热成像检测图像中,金属
接头腐蚀缺陷的温度往往比周围区域高一些。
毛细管效应
毛细管效应是液体材料中的一种常见现象。
在红外热成像检测中,毛细管效应的表现形式是一条细线,其特征是温度变化非常快。
在红外热成像检测图像中,毛细管效应缺陷部位的温度比周围区域低,温度分布呈现出类似于“U”或“J”的形状。
综上所述,不同的缺陷在红外热成像检测中的表现形式和波形
特征是不同的。
通过对各种不同缺陷的波形特征进行研究,可以更
好地识别和定位金属材料中的各种缺陷。
铸件中常见的主要缺陷有:1.气孔这是金属凝固过程中未能逸出的气体留在金属内部形成的小空洞,其内壁光滑,内含气体,对超声波具有较高的反射率,但是又因为其基本上呈球状或椭球状,亦即为点状缺陷,影响其反射波幅。
钢锭中的气孔经过锻造或轧制后被压扁成面积型缺陷而有利于被超声检测所发现,如图2.2所示。
2.缩孔与疏松铸件或钢锭冷却凝固时,体积要收缩,在最后凝固的部分因为得不到液态金属的补充而会形成空洞状的缺陷。
大而集中的空洞称为缩孔,细小而分散的空隙则称为疏松,它们一般位于钢锭或铸件中心最后凝固的部分,其内壁粗糙,周围多伴有许多杂质和细小的气孔。
由于热胀冷缩的规律,缩孔是必然存在的,只是随加工工艺处理方法不同而有不同的形态、尺寸和位置,当其延伸到铸件或钢锭本体时就成为缺陷。
钢锭在开坯锻造时如果没有把缩孔切除干净而带入锻件中就成为残余缩孔(缩孔残余、残余缩管),如图2.3、2.4、2.5所示。
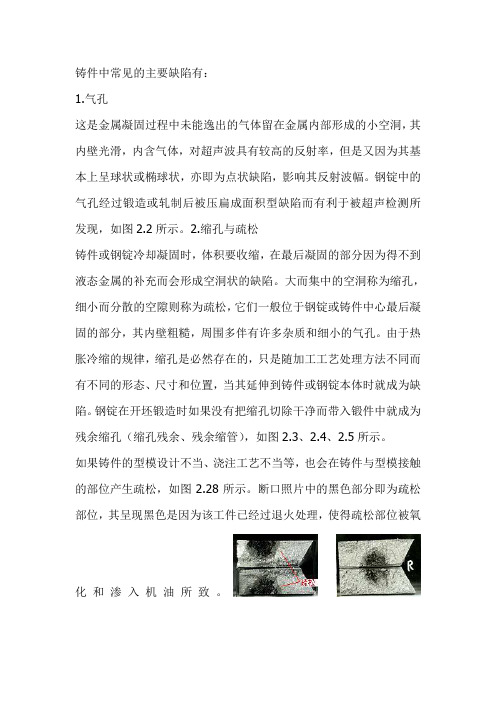
如果铸件的型模设计不当、浇注工艺不当等,也会在铸件与型模接触的部位产生疏松,如图2.28所示。
断口照片中的黑色部分即为疏松部位,其呈现黑色是因为该工件已经过退火处理,使得疏松部位被氧化和渗入机油所致。
图2.28 W18钢铸件-用作铣刀齿,采用超声纵波垂直入射多次底波衰减法发现的疏松断口照片3.夹渣熔炼过程中的熔渣或熔炉炉体上的耐火材料剥落进入液态金属中,在浇注时被卷入铸件或钢锭本体内,就形成了夹渣缺陷。
夹渣通常不会单一存在,往往呈密集状态或在不同深度上分散存在,它类似体积型缺陷然而又往往有一定线度。
4.夹杂熔炼过程中的反应生成物(如氧化物、硫化物等)-非金属夹杂,如图2.1和2.6,或金属成分中某些成分的添加料未完全熔化而残留下来形成金属夹杂,如高密度、高熔点成分-钨、钼等,如图2.29,也有如图2.24所示钛合金棒材中的纯钛偏析。
(a)(b)(c)(d)(e)图2.29 BT9钛合金锻制饼坯中的钼夹杂:(a)剖面低倍照片;(b)X射线照相底片;(c)C扫描显示(图中四个白色点状显示为同一个缺陷,是使用水浸点聚焦探头以不同灵敏度检测的结果,其他分散细小的白色点状为与该缺陷无关的杂波显示);(d)B扫描显示;(e)3D显示5.偏析铸件或钢锭中的偏析主要指冶炼过程中或金属的熔化过程中因为成分分布不均而形成的成分偏析,有偏析存在的区域其力学性能有别于整个金属基体的力学性能,差异超出允许标准范围就成为缺陷,如图2.23和2.24、2.27所示。

超声波探伤常见缺陷波形特征标准化管理部编码-[99968T-6889628-J68568-1689N]分析超声波探伤仪常见八大缺陷的波形特征疏松锻件中的疏松,在低灵敏度时伤波很低或无伤波,提高灵敏度后才呈现典型的疏松波形,中心疏松多出现心部,一般疏松出现始波与底波之间。
疏松对底波有一定影响但影响不大,随着灵敏度提高,底波次数有明显增加。
铸件中的疏松对声波有显着的吸收和散射作用,常使底波显着减少,甚至使底波消失,严重的疏松既无底波又无伤波,探头移动时会出现波峰很低的蠕动波形。
白点缺陷波为林状波,波峰清晰,尖锐有力,伤波出现位置与缺陷分布相对应,探头移动时伤波切换,变化不快,降低超声波探伤灵敏度时,伤波下降较底波慢。
白点对底波反射次数影响较大,底波1~2次甚至消失。
提高灵敏度时,底波次数无明显增加。
圆周各处探伤波形均相类似。
纵向探伤时,伤波不会延续到锻坯的端头。
内裂纹1、横向内裂纹轴类工件中的横向内裂纹直探头探伤,声速平行于裂纹时,探伤仪既无底波又无伤波,提高灵敏度后出现一系列小伤波,当探头从裂纹处移开,则底波多次反射恢复正常。
斜探头轴向移动探伤和直探头纵向贯穿入射,都出现典型的裂纹波形即波形反射强烈,波底较宽,波峰分枝,成束状。
斜探头移向裂纹时伤波向始波移动,反之,向远离始波方向移动。
2、中心锻造裂纹??伤波为心部的强脉冲,圆周方向移动探头时伤波幅度变化较大,时强时弱,底波次数很少或者底波消失。
3、纵向内裂纹??轴类锻件中的纵向内裂,直探头圆周探伤,声束平行于裂纹时,既无底波也无伤波,当探头转动90°时反射波最强,呈现裂纹波形,有时会出现裂纹的二次反射,一般无底波。
底波与伤波出现特殊的变化规律缩孔伤波反射强烈,波底宽大,成束状,在主伤波附近常伴有小伤波,对底波影响严重,常使底波消失,圆周各处伤波基本类似,缩孔常出现在冒口端或热节处。
缩孔残余伤波幅度强,出现在工件心部,沿轴向探伤时伤波具有连续性,由于缩孔锻造变形,圆周各处伤波幅度差别较大,缺陷使底波严重衰减,甚至消失。

超声波检测典型缺陷实例分析1、点状缺陷点状缺陷是指气孔或小夹渣等小缺陷,大多呈球形,也有不规则形状,属于小的体积性缺陷。
可出现在焊缝中不同部位。
特征:回波当量较小,探头左右、前后和转动扫查时均显示动态波形如图1,对缺陷作环绕扫查时,从不同方向,用不同声束角度探测时,若保持声程距离不变,则回波高度基本相同。
图1波形解读:荧光屏上显示单个尖锐回波,探头前后、左右移动时,回波幅度平稳地由零上升到单个峰值,然后又平稳地回到零。
这是小于声场直径的点状缺陷的波形特征。
2、线状缺陷这种缺陷可测指示长度,但不易测其断面尺寸(高度和宽度) ,如线状夹渣、未焊透或未熔合等,在长度方向也可能是间断的,如链状夹渣或断续未焊透或断续未熔合等。
特征:探头对准这类缺陷前后扫查时,一般显示波形图1的特征,左右扫查时,显示波形图2 的特征,当缺陷断面尺寸变化时,会出现波形图3或图4的特征,只要信号不明显断开较大距离,缺陷基本连续,如在长度方向缺陷波高明显降落,则可能是断续的,应在明显断开的位置附近进一步作转动和环绕扫查,如观察到在垂直方向附近波高迅速降落,且无明显的二次回波,则证明缺陷是断续的。
图2波形解读:探头在各个不同的位置检测时,荧光屏上显示单个尖锐回波,探头前后和左右扫查缺陷时,回波峰值平稳地由零升到峰值,当探头继续扫查时,波峰基本不变,并保持一段平直部分,然后又平稳地下降到零。
这是有一定长度和高度的光滑反射体的反射波形。
3、平面状缺陷这种缺陷有长度和明显的自身高度,表面既有光滑的,也有粗糙的,如裂纹、面状未熔合或面状未焊透等。
特征:探头对准这类缺陷作前后、左右扫查时,显示回波动态波形图2或图3、图4。
对表面滑的缺陷作转动和环绕扫查时,在与缺陷平面相垂直方向的两侧,回波高度迅速降落。
对表面粗糙的缺陷作转动扫查时,显示动态波形图4的特征,作环绕扫查时,在与缺陷平面相垂直方向两侧回波高度均呈不规则变化。
图3波形解读:当声束接近垂直入射至缺陷并扫查检测缺陷时,荧光屏上均显示单个锯齿形回波,探头移动时,回波幅度随机起伏较大(波幅差> ±6 dB) ,这是一个有一定长度和高度的不规则粗糙反射体的波形,图4波形解读:当声束倾斜入射至缺陷并扫查检测缺陷时,荧光屏上显示钟形脉冲包络,该钟形脉冲包络中有一系列连续信号,并出现很多小波峰,探头移动时,每个小波峰在脉冲包络中移动,波幅由零逐渐升到最大值,然后又下降到零,信号幅度随机起伏(≥±6dB)。

钢管超声波检测时缺陷波形的识别双面埋弧焊钢管超声波检测时经常出现回波超标的问题,其中的伪缺陷严重干扰了检测人员对缺陷的判定。
实例介绍了夹杂物、焊趾裂纹和成分偏析的回波牲,并提出了多种伪缺陷波形的差别方法。
1 缺陷回波信号焊接接头由焊缝及热影响区两部分组成。
焊接熔池从高温冷却到常温,期间经历两次组织变过程:第一次是液态金属转变为固体金属的结晶过程,称为一次结晶过程;第二次是温度降低到相变温度时,发生组织转变,称为二次结晶。
二次结晶不仅发生在焊缝,也发生在靠近焊缝的基体金属区域。
该区域在焊接过程中受到不同程度加热,在不同温度下停留一段时间后又以不同速度冷却下来,最终获得各不相同的组织和机械性能,称为热影响区。
根据组织特征可将热影响区划分为熔合区、过热区、相变重结晶区和不完全重结晶区四个小区。
其中熔合区和过热组织晶粒精大,也是焊接接头的最薄弱环节。
所以热影响区的缺陷问题不同于焊缝中的缺陷,处理起来较为复杂,对钢管实物质量影响较大1.1 热影响区母材杂物回波采用API 5L标准,在用2.5p8*12k2探头检测1016*21mm规格的钢管时,发现深度在14-18mm左右,水平距离定位在焊趾边靠近母材约2-5mm处有强烈断续反射波出现,信号强度超过基准波幅(1.6mm竖通孔,100%波高)10dB;探头移到焊缝对侧时缺陷波反射很低或较难探测到。
同时缺陷波根较宽,波峰毛粗,主峰边上有小峰,根部带有小波,探头移动时,波形变化明显,从各个方向探测,反射波幅不相同,呈现出夹杂物反射波特征。
该信号出现在热影响区的母材区域,按照标准,PSL2的钢管母材不允许被焊。
为慎重起见,抽取超过准波幅10dB 以上且连续长度超过10mm的多处反射波位置进行X射线拍片,发现部分反射波位置廓线处有点状夹杂物,夹杂物按标准评定合格。
根据超声波和X射线探伤结果,确定缺陷的横断面部位,截取试样进行热酸腐蚀,发现熔合线靠母材侧有空洞和夹杂物。

常见缺陷的波形特征白点缺陷波为林状波,波峰清晰,尖锐有力,伤波出现位置与缺陷分布相对应,探头移动时伤波切换,变化不快,降低探伤灵敏度时,伤波下降较底波慢。
白点对底波反射次数影响较大,底波1~2次甚至消失。
提高灵敏度时,底波次数无明显增加。
圆周各处探伤波形均相类似。
纵向探伤时,伤波不会延续到锻坯的端头。
轴类工件中的横向内裂纹直探头探伤,声速平行于裂纹时,既无底波又无伤波,提高灵敏度后出现一系列小伤波,当探头从裂纹处移开,则底波多次横向内反射恢复正常。
斜探头轴向移动探伤和裂纹直探头纵向贯穿入射,都出现典型的裂纹波形即波形反射强烈,波底较宽,波峰分枝,成束状。
斜探头移向裂纹时伤波向始波移动,反之,向远离始波方向移动。
内裂纹中心锻造裂纹伤波为心部的强脉冲,圆周方向移动探头时伤波幅度变化较大,时强时弱,底波次数很少或者底波消失。
纵向内裂纹轴类锻件中的纵向内裂,直探头圆周探伤,声束平行于裂纹时,既无底波也无伤波,当探头转动90°时反射波最强,呈现裂纹波形,有时会出现裂纹的二次反射,一般无底波。
底波与伤波出现特殊的变化规律(如图)。
7 F & /F F B IF 3f缩孔伤波反射强烈,波底宽大,成束状,在主伤波附近常伴有小伤波,对底波影响严重,常使底波消失,圆周各处伤波基本类似,缩孔常出现在冒口端或热节处。
p fij缩孔残余伤波幅度强,出现在工件心部, 沿轴向探伤时伤波具有连续性,由于缩孔锻造变形,圆周各处伤波幅度差别较大,缺陷使底波严重衰减,甚至消失。
单个夹渣单个夹渣伤波为单一脉冲或伴有小伤波的单个脉冲,波峰园钝不清晰,伤波幅度虽高,但对底波及其反射次数影响不大。
夹杂物分散性夹杂物分散性夹杂物,伤波为多个,有时呈现林状波,但波顶园钝不清晰,波形分枝,伤波较高,但对底波及底波多次反射次数影响较小。
移动探头时,伤波变化比白点为快。
疏松锭型偏析偏析点状偏析晶粒粗大锻件中的疏松,在低灵敏度时伤波很低或无伤波,提高灵敏度后才呈现典型的疏松波形,中心疏松多出现心部,一般疏松出现始波与底波之间。
轴表面缺陷的特征
轴表面缺陷的特征通常表现为开裂、银纹、纹道、波纹、波痕和脆化等。
轴类零件是机械系统中至关重要的组成部分,它们的健康状况直接影响到机械设备的正常运转。
轴表面的缺陷可能会导致设备失效,甚至在严重情况下造成事故。
以下是一些常见的轴表面缺陷特征:
1. 开裂:这是轴表面缺陷中最严重的一种,可能由于材料疲劳或过载而引起。
2. 银纹:通常是由于材料受到重复应力作用而产生的微小裂纹。
3. 纹道:这些是由于加工过程中工具留下的划痕或是由于摩擦产生的磨损痕迹。
4. 波纹:这种缺陷可能是由于加工过程中的不规律性或是材料流动引起的表面不平。
5. 波痕:类似于波纹,但可能是由不同的制造过程或材料问题导致的。
6. 脆化:材料变脆,容易断裂,这可能是由于热处理不当或者环境因素造成的。
为了确保轴类零件的质量,通常会采用各种无损检测方法来检测这些缺陷,例如荧光磁粉检测和基于机器视觉及图像处理技术的检测
系统。
这些技术可以帮助及时发现并识别轴表面的缺陷,从而采取相应的修复措施,确保机械设备的安全运行。
超声波探伤常见缺陷及识别
(技术培训教材)
一.底波严重降低或消失
1.空洞类缺陷
如缩孔、疏松、内部裂纹、白点、内部撕裂等,该类缺陷大量吸收声波。
2.粗晶
呈密集草状波形态,比较容易识别。
因为晶界较宽,原子排列紊乱,空隙也多,所以吸收声波情况严重。
二.底波降低量不大
1.固体类缺陷
如密集或单个夹杂物、钢锭冒口或底部夹渣、折叠裹入、异金属、偏析、析出物、局部混晶等,这些缺陷经锻造压实后,致密度还是比较高,吸收底波较少。
2.应力集中缺陷
该类缺陷的波形很像密集夹杂物,通常发生在轴类锻件因弯曲稍大,没有加热而冷较直,由内部应力集中所致。
一经回火便可消除。
三. 探伤假象
最常见于筒类锻件、矩形锻件、黑皮探伤薄管板、轴类锻件靠近台阶附近等。
因表面粗糙或存在台阶、棱角、锤印、斜面等因素,使声波大量反射、折射,造成类似“海市蜃楼”现象。
最典型的探伤现象是:只在一个方向上发现缺陷,其它方向没有。
但对于黑皮探伤的薄管板和轴类锻件靠近台阶附近等,就需要经验和了解过程等知识来判断了。
能够准确识别和判断缺陷,说出其产生的原因及环节,是一个探伤师(包括技术人员)的最高境界!这需要广博的理论知识和丰富的实践经验。
常见缺陷的波形特征
缺陷名称波形特征典型波形图
白点
缺陷波为林状波,波峰清晰,尖锐有力,伤波出现位置与缺陷分布相对应,探头移动时伤波切换,变化不快,降低探伤灵敏度时,伤波下降较底波慢。
白点对底波反射次数影响较大,底波1~2次甚至消失。
提高灵敏度时,底波次数无明显增加。
圆周各处探伤波形均相类似。
纵向探伤时,伤波不会延续到锻坯的端头。
内裂纹横向内
裂纹
轴类工件中的横向内裂纹直探头探伤,声速平行于裂纹时,既无底波又
无伤波,提高灵敏度后出现一系列小伤
波,当探头从裂纹处移开,则底波多次
反射恢复正常。
斜探头轴向移动探伤和
直探头纵向贯穿入射,都出现典型的裂
纹波形即波形反射强烈,波底较宽,波
峰分枝,成束状。
斜探头移向裂纹时伤
波向始波移动,反之,向远离始波方向
移动。
中心锻
造裂纹
伤波为心部的强脉冲,圆周方向移动探头时伤波幅度变化较大,时强时
弱,底波次数很少或者底波消失。
纵向内
裂纹
轴类锻件中的纵向内裂,直探头圆周探伤,声束平行于裂纹时,既无底波
也无伤波,当探头转动90°时反射波最
强,呈现裂纹波形,有时会出现裂纹的
二次反射,一般无底波。
底波与伤波出
现特殊的变化规律(如图)。
缺陷名称波形特征典型波形图
缩孔
伤波反射强烈,波底宽大,成束状,在主伤波附近常伴有小伤波,对底波影响严重,常使底波消失,圆周各处伤波基本类似,缩孔常出现在冒口端或热节处。
缩孔残余
伤波幅度强,出现在工件心部,沿轴向探伤时伤波具有连续性,由于缩孔锻造变形,圆周各处伤波幅度差别较大,缺陷使底波严重衰减,甚至消失。
夹杂物单个夹
渣
单个夹渣伤波为单一脉冲或伴有小伤波的单个脉冲,波峰园钝不
清晰,伤波幅度虽高,但对底波及
其反射次数影响不大。
分散性
夹杂物
分散性夹杂物,伤波为多个,有时呈现林状波,但波顶园钝不清
晰,波形分枝,伤波较高,但对底
波及底波多次反射次数影响较小。
移动探头时,伤波变化比白点为快。
缺陷名称波形特征典型波形图
疏松
锻件中的疏松,在低灵敏度时伤波很低或无伤波,提高灵敏度后才呈现典型的疏松波形,中心疏松多出现心部,一般疏松出现始波与底波之间。
疏松对底波有一定影响但影响不大,随着灵敏度提高,底波次数有明显增加。
铸件中的疏松对声波有显著的吸收和散射作用,常使底波显著减少,甚至使底波消失,严重的疏松既无底波又无伤波,探头移动时会出现波峰很低的蠕动波形。
偏析锭型偏
析
锭型偏析在通常探伤灵敏度常常无伤波,提高灵敏度后才有环状分布
的伤波出现,它对底波反射次数无明
显影响,随着探伤灵敏度提高,底波
次数明显增加。
点状偏
析
点状偏析的声学反射特性较好,波形界于草状之间,伤波出现位置与
偏析点的分布有关。
晶粒粗大
晶粒粗大的波形是典型草状波伤波丛集,如密生草状,伤波模糊不清晰,波与波之间难于分辨,移动探头时伤波跳动迅速,通常探伤灵敏度,底波次数很少,一般1~2次,无伤波,提高灵敏度后底波次数无明显增多,在一次底波前出现草状波,改换低频率探伤,底波次数明显增多或恢复正常,一般不再出现草状波。
板状(或两面平行的块状)工件,超声波(纵波)探伤时的多次反射底波是均匀的按指数的线递减的多次脉冲波。
只有当探头移动到工件边缘时,由于工件不光滑和超声波打到侧面而产生迟到回波。
板状工件多次反射波形
(g )一般疏松(高灵敏度) (h)中心疏松(高灵敏度)
(h )晶粒粗大(高灵敏度)
低倍
波形 低倍
波形
低倍
波形。