5.第五章 胀形与翻边
- 格式:ppt
- 大小:9.16 MB
- 文档页数:132
6.1.4 胀形在两向拉应力作用下实现的变形,可以成形各种空间曲面的形状。
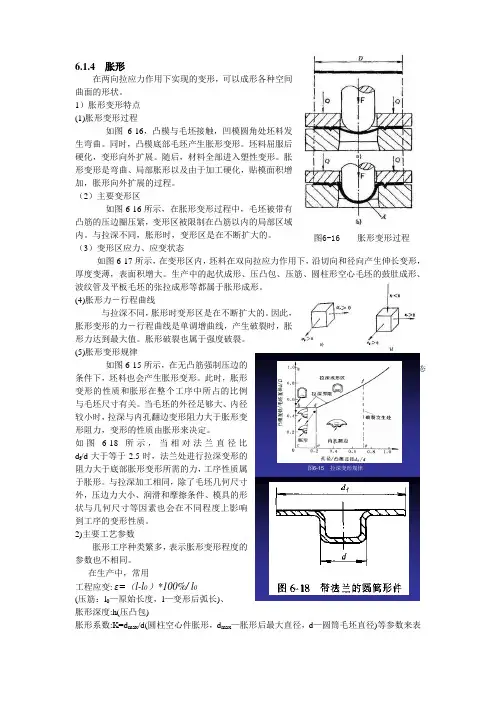
1)胀形变形特点 (1)胀形变形过程如图6-16,凸模与毛坯接触,凹模圆角处坯料发生弯曲。
同时,凸模底部毛坯产生胀形变形。
坯料屈服后硬化,变形向外扩展。
随后,材料全部进入塑性变形。
胀形变形是弯曲、局部胀形以及由于加工硬化,贴模面积增加,胀形向外扩展的过程。
(2)主要变形区如图6-16所示,在胀形变形过程中,毛坯被带有凸筋的压边圈压紧,变形区被限制在凸筋以内的局部区域内。
与拉深不同,胀形时,变形区是在不断扩大的。
(3)变形区应力、应变状态 如图6-17所示,在变形区内,坯料在双向拉应力作用下,沿切向和径向产生伸长变形,厚度变薄,表面积增大。
生产中的起伏成形、压凸包、压筋、圆柱形空心毛坯的鼓肚成形、波纹管及平板毛坯的张拉成形等都属于胀形成形。
(4)胀形力-行程曲线 与拉深不同,胀形时变形区是在不断扩大的。
因此,胀形变形的力-行程曲线是单调增曲线,产生破裂时,胀形力达到最大值。
胀形破裂也属于强度破裂。
(5)胀形变形规律如图6-15所示,在无凸筋强制压边的条件下,坯料也会产生胀形变形。
此时,胀形变形的性质和胀形在整个工序中所占的比例与毛坯尺寸有关。
当毛坯的外径足够大、内径较小时,拉深与内孔翻边变形阻力大于胀形变形阻力,变形的性质由胀形来决定。
如图6-18所示,当相对法兰直径比d f /d 大于等于2.5时,法兰处进行拉深变形的阻力大于底部胀形变形所需的力,工序性质属于胀形。
与拉深加工相同,除了毛坯几何尺寸外,压边力大小、润滑和摩擦条件、模具的形状与几何尺寸等因素也会在不同程度上影响到工序的变形性质。
2)主要工艺参数胀形工序种类繁多,表示胀形变形程度的参数也不相同。
在生产中,常用工程应变: ε=(l-l 0)*100%/ l 0 (压筋:l 0—原始长度,l —变形后弧长)、 胀形深度:h(压凸包)胀形系数:K=d max /d(圆柱空心件胀形,d max —胀形后最大直径,d —圆筒毛坯直径)等参数来表图6-16 胀形变形过程 图6-17 胀形变形区应力、应变状态 图6-15 拉深变形规律示胀形变形程度。

湖北省职业技能鉴定理论试卷 【B 卷】模具设计师一级注 意 事 项1、考试时间:闭卷120分钟。
2、请在试卷标封处填写姓名、准考证号和所在单位的名称.3、请仔细阅读答题要求,在规定位置填写答案. 一、填空(每空1分,共25分)1。
冲裁间隙越大,冲裁件断面光亮带区域越 ,毛刺越大 ;断面上出现二次光亮带是因间隙太而引起的。
2. 压力机一次行程中,在模具的 位置上完成 的冲压工序的模具,叫复合模。
3. 冲裁变形过程大致可分为 、 、 三个阶段.4. 对于大中型的凸、凹模或形状复杂,局部薄弱的小型凸、凹模常采用 结构 。
5. 要达到精冲的目的,需要有 等三种压力,6。
弯曲件最容易出现影响工件质量的问题是 、 和 等。
7. 连接注射机喷嘴与分流道或型腔的进料通道称为 ,使熔料平稳地转向并均衡分配给各型腔的通道称为 .8。
塑料模的失效形式有 、 、 和 等.9。
塑料模在成型过程中所受的力有 、 、 等,其中, 是最重要的。
10.塑料模成型零件的制造公差约为塑件总公差的 ,成型零件的最大磨损量,对中小型塑件取 , 对大型塑件则取 以下 。
二、选择题(每小题1分,共15分)1。
凸模与凸模固定板之间采用( )配合,装配后将凸模端面与固定板一起磨平。
A 。
H7/h6 B. H7/r6 C 。
H7/m6 D. H7/m72.冲件上有孔径、孔距、精度要求不同的多个孔,为了减少孔的变形,应先冲( ) 和 ( ),后冲 ( )和( )。
A 。
大孔 B.小孔 C 。
精度高的孔 D 。
一般精度的孔 3. 导板模中,要保证凸、凹模正确配合,主要靠 ( ) 导向。
A 。
导筒 B.导板 C 。
导柱、导套 D 。
导槽4. 在成批生产的弯曲模具中,工作零件凸模、凹模的材料常选用( )A. Q235、Q275B. 9Mn2v C 。
Cr12 D. Cr12MoV 5。
胀形、翻边、缩口等成形工艺,其变形的共同特点是:( )A .局部变形 B.伸长类变形 C 。