第五章 胀形与翻边解剖
- 格式:ppt
- 大小:20.59 MB
- 文档页数:14

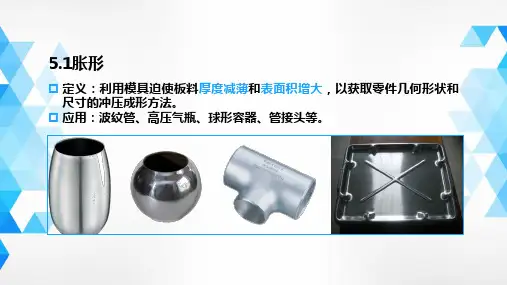
5.1胀形☐定义:利用模具迫使板料厚度减薄和表面积增大,以获取零件几何形状和尺寸的冲压成形方法。
☐应用:波纹管、高压气瓶、球形容器、管接头等。
5.1.1胀形变形特点与胀形极限变形程度胀形变形特点图5-1 胀形变形区及其应力应变示意图应力方向应力应变径向拉应力伸长切向拉应力伸长厚向压缩拉伸破裂5.1.2平板毛坯的起伏成形☐平板毛坯在模具的作用下发生局部胀形而形成各种形状的凸起或凹下的冲压方法称为起伏成形。
☐主要目的是提高零件的刚度或冲制文字、图案及使零件美观。
图5-2 起伏成形极限变形程度100100%l l K l εδ-=⨯极≤式中ε极—起伏成形的极限变形程度;δ—材料单向拉伸的延伸率;l 0、l 1—起伏成形变形区变形前后截面的长度;K —形状系数,加强筋K=0.7~0.75(半圆加强筋取大值,梯形加强筋取小值)。
图5-3 起伏成形变形区变形前后截面的长度5.1.3空心毛坯的胀形☐空心毛坯胀形是将空心件或管状毛坯胀出所需曲面的一种加工方法。
☐成形高压气瓶、球形容器、波纹管等产品。
图5-5 自行车多通接头图 5-7 软模胀形1―凸模压柱2―凹模3―毛坯4―橡胶5―模套胀形系数max 0d K d =式中K —胀形系数;d 0—毛坯直径; d max —胀形后工件的最大直径。
图5-8 圆柱形空心毛坯胀形时的应力K max :极限胀形系数(d max 达到胀破时的极限值 d 'max );铝合金管材局部加热局部胀形管坯在内部高压液体和两端轴向载荷的共同作用下发生变形并最终贴合模具成形零件。
实验中采取的6061铝合金管,直径为27.6mm,壁厚2.0mm,管长205.0mm,成形温度分别为370℃、385℃、392℃,压力都为5.0Mpa ,成形后最大直径为45.2mm。
谢谢观看。
▪用刚性凸模冲压平板毛坯,当毛坯外形尺寸生切向收缩,变形只发生在与凸模接触的区域内,此时即为平板毛坯的局部胀形。
D>3d局部胀形可以压制加强筋、凸包、花纹图2、圆柱空心毛坯的胀形▪可获得形状复杂的空心曲面零件。
▪常采用刚模胀形、固体软模胀形或液(气)压胀形。
刚模胀形:-锥形芯块液压胀形: 在无摩擦状态下成形,极少出现不均匀变形▪直接加液压的胀形方法(图a)1-上模2-轴头3-下模4-管坯液压胀形适用于表面质量和精度要求较高的复杂形状零件。
3、张拉成形(一)特点及模具形式如图,毛还两端被夹入钳口中,凸模向上移动,使毛坯与模具逐渐贴合,终了时再对毛坯作少量补拉。
采用拉形,一方面可以增大材料变形程度,另一方面能够减小甚至消除弯曲时材料内部的压应力成分,从而达到减小零件回弹、增强零件刚度的目的。
▪在凸模力作用下,变形区材料受双向拉应力作用,沿切向和径向产生伸长变形,材料在变形区内、外部之间不发生流动,成形面积的扩大主要靠厚度变薄获得,胀形时毛坯厚度变薄。
▪在双向拉应力条件下卸载后回弹很小,毛坯贴模性与定形性较好,易得到变形区无压应力,不会起皱,零件表面光滑、质量好,所以曲率小的曲面胀形区过渡部分圆角不能太小,否则该处容易严重减薄而引起破裂。
一、平板毛坯的局部胀形(一)压加强肋常用的加强肋形式和尺寸见表5-1。
❑加强肋能够一次成形的条件 式中 成形前的原始长度;成形后加强肋的曲线轮廓长度;深度较大的局部胀形法b)最后成形ε0-=l l l p l l 0如果计算结果不满足上述条件,则应增加工序。
预成形b)最后成形压凸包时,凸包高度受到材料性能参数、模具几何形状及润滑条件的影响,冲压力可按下列经验公式计算式中 系数,刚200~300N/mm2; 局部胀形面积; 对毛坯施加径向压力的同时附加轴向压力,则极限胀形系数可大于表的数值,这时切向许用伸长率也可提高10%以上。
2.胀形毛坯的尺寸计算2KAtF =A K00max d dd πππ-=所需单位压力,可分下面两种情况计算。