S TA7+15PIN自动机操作说明书
- 格式:doc
- 大小:279.50 KB
- 文档页数:1
1进口电动机起动解决方案1.11.21.31.4电动机起动器电动机起动器 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .xStart 系列接触器小型接触器式继电器,接触器式继电器 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 接触器DIL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . xStart 系列电动机保护断路器电动机保护断路器 PKZ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 电动机保护断路器 PKE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .xStart 系列热过载继电器双金属片式热过载片式热过载继电器 ZE, ZB, Z5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 过载继电器 ZW7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 电子式过载继电器 ZEB. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 用于机械保护的 EMT6 热敏电阻式过载继电器. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . C441过载和监控继电器. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1.1-11.2-21.2-141.3-21.3-81.4-21.4-21.4-41.4-41.4-37电动机起动器xStart 系列接触器xStart系列热过载继电器xStart 系列电动机保护断路器PKZ / PKE1进口电动机起动解决方案 /electrical电动机起动器1.1电动机起动器根据“1”类或“2”类配合,将电动机保护断路器或断路器与接触器结合,组成电动机起动器。
诚邀你访问 GSK980TA小型数控车床操作说明书※广州航海高等专科学校轮机实验中心※2006年5月制一、机床操作流程1 开机前的准备必须认真阅读“机床的使用说明书”、“数控系统编程与操作”使用说明书和“变频器使用”。
掌握机床的各个操作键的功能和熟悉机床的机械传动原理及润滑系统。
2 机床润滑对集中式润滑泵进行加油(30#机械润滑油),然后扳动油泵手柄3-6次以保证各传动及运动副得到充足的润滑。
并在每班开机前对机床提供一次润滑。
检查动力电源电压是否与机床电气的电压相符接地是否正确可靠。
X、Z方向的定位行程撞块是否松动和缺损。
检查无误后,启动机床操作各控制按钮检查机床运转是否正常。
检查X、Z轴的三个运动方向是否正确无误。
3机床开机:在确认急停开关按下的情况下,打开电源开关---打开机床开关---按下绿色开关(控制系统上电)---向右旋转急停开关---这样机床就可以工作了。
4机床关机:---按下红色开关(控制系统下电)---关机床开关---关电源开关---完成。
数控车床操作流程图如下7 对刀:(刀具偏置值/ 刀补的测量与输入)采用此方式对刀比较方便,但必须具备有回机械零点功能1、打开机床总电源及数控系统电源后,首先回机床机械零点。
2、装夹好工件及刀具,起动主轴。
3、选择1号刀,手动切削外圆一刀,X轴不动,仅Z轴方向释放刀具,并停止主轴,测量工件直径“d”,按“刀补”键,用翻页键找101号刀补。
把光标移到该偏置号处,按“X”键输入测量直径“d”再按“输入”键,这样1号刀X向刀偏被设定。
4、手动切削端面一刀,Z轴不动,仅X轴释放刀具,按“刀补”键,找到101号刀偏,按“Z”键。
输入“O”(以工件前端面为零点)或工件长度,(以工件后端面为零点)如“100”再按“输入”键;按“Z”键,输入“0”或工件长度(如“100”)再按“输入”键。
这样1号刀Z向刀偏值设定。
5、把刀架移到安全距离,选择2号刀,用2号刀接近刚才1号刀切出的交角处。

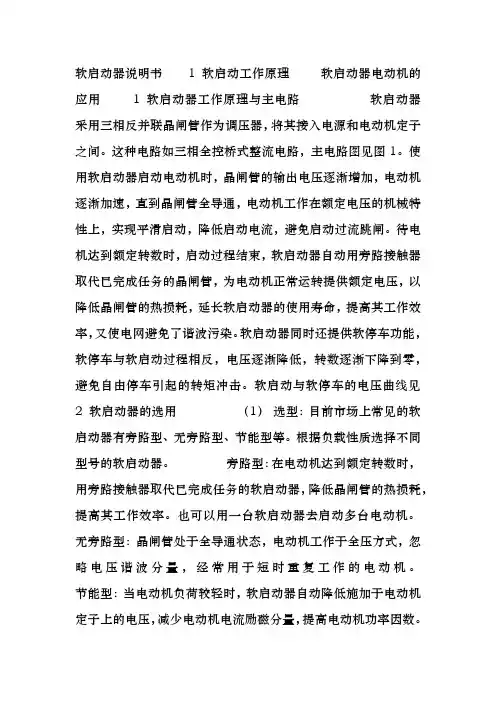
软启动器说明书 1 软启动工作原理软启动器电动机的应用 1 软启动器工作原理与主电路软启动器采用三相反并联晶闸管作为调压器,将其接入电源和电动机定子之间。
这种电路如三相全控桥式整流电路,主电路图见图1。
使用软启动器启动电动机时,晶闸管的输出电压逐渐增加,电动机逐渐加速,直到晶闸管全导通,电动机工作在额定电压的机械特性上,实现平滑启动,降低启动电流,避免启动过流跳闸。
待电机达到额定转数时,启动过程结束,软启动器自动用旁路接触器取代已完成任务的晶闸管,为电动机正常运转提供额定电压,以降低晶闸管的热损耗,延长软启动器的使用寿命,提高其工作效率,又使电网避免了谐波污染。
软启动器同时还提供软停车功能,软停车与软启动过程相反,电压逐渐降低,转数逐渐下降到零,避免自由停车引起的转矩冲击。
软启动与软停车的电压曲线见2 软启动器的选用(1)选型:目前市场上常见的软启动器有旁路型、无旁路型、节能型等。
根据负载性质选择不同型号的软启动器。
旁路型:在电动机达到额定转数时,用旁路接触器取代已完成任务的软启动器,降低晶闸管的热损耗,提高其工作效率。
也可以用一台软启动器去启动多台电动机。
无旁路型:晶闸管处于全导通状态,电动机工作于全压方式,忽略电压谐波分量,经常用于短时重复工作的电动机。
节能型:当电动机负荷较轻时,软启动器自动降低施加于电动机定子上的电压,减少电动机电流励磁分量,提高电动机功率因数。
(2)选规格:根据电动机的标称功率,电流负载性质选择启动器,一般软启动器容量稍大于电动机工作电流,还应考虑保护功能是否完备,例如:缺相保护、短路保护、过载保护、逆序保护、过压保护、欠压保护等。
3 Alt48软启动器的特点Alt48软启动器启动时采用专利技术的转矩控制。
转矩斜坡上升更快速,损耗更低。
具有电动机和软启动器综合保护功能,能全时连续检测电机电流,提供电机可靠和完整保护,这种保护功能在启动结束旁路后仍能起作用,这是其它软启动器都不具备的。


太阳能充放电控制器 使用说明书使用前请仔细阅读使用说明书 武汉万鹏科技有限公司ht t p ://w ww .j u t a s o l a r.c o m 武汉万鹏科技有限公司 t t p ://ww w .j u t a s o l a r .c o m武汉万鹏科技有限公h t t p ://w ww.j ut a s ol a r.co m武汉万鹏科技有限公司t t p://w ww.j ut a s ol a r.co m一 产品介绍 ...................................................................................................................... 4 二 安装说明 ...................................................................................................................... 5 四 常见故障及处理方法................................................................................................ 13 五 品质保证 .. (14)六 产品参数列表 (15)武汉万鹏科技有限公h t t p ://w ww .j u t a s o l a r .c o m 武汉万鹏科技有限公司 t t p ://w w w .j u t a s o l a r .c o m一 产品介绍本控制器是一种智能型、多用途太阳能充放电控制器。
该系列产品使用定制的LCD 显示屏,具有非常友好的操作界面;各控制参数可灵活设定,充分满足您的不同应用需求。
本控制器具有如下特点: ●形象的LCD 图形符号 ●智能型3阶段PWM 充电方式 ●简洁的按键操作 ●可设置的负载工作模式 ●系统电压等级自动识别 ●蓄电池欠压过压保护●可调节的充放电控制参数●负载输出过流短路保护 ●蓄电池反向放电保护●USB 电源输出过流过热保护●蓄电池反接保护武汉万鹏科技有限公司 ht t p ://w w w .j u t a s o l a r .c o m 武汉万鹏科技有限公司 t t p ://w ww .j u t a s o l a r .c o m10A 电流使用4mm 2电缆,20A 电流使用6mm 2电缆。
平板电脑T7S Dual使用手册IIVer1.0尊敬的用户感谢您购买本公司平板电脑。
为了使您尽快轻松自如地操作您的产品,请您使用本产品之前,请仔细阅读此使用手册。
如果您在使用该产品的过程中发现什么问题,请及时拨打我们的服务热线,感谢您的支持和合作。
本手册信息受到版权保护,其任何部分未经本公司事先书面许可,不准以任何方式影印和复制。
本公司保留对本手册、质保卡及其相关资料的最终解释权。
本产品符合GB/T 18220-2000手持式个人信息处理设备通用规范。
注意事项机器内部有易碎性器件,请避免跌落、重压等破坏性动作。
机器为精密电子器件,在使用中注意防水防雨。
请随时备份您的数据资料到您的电脑上,以免误操作等原因导致个人的重要数据丢失。
本机被作为移动硬盘使用时,请按正确文件管理操作方法存储导出文件,任何操作导致的文件丢失,本公司概不负责。
禁止本品使用超负荷电源、用力弯曲或用重物挤压电源线,以免引起发热造成火灾。
请只使用制造商允许的充电器及相关附件。
若使用任何其它类型的产品都将违反保修条例,并有可能发生危险。
本产品在使用过程中如有任何问题,请联系当地经销商或直接与客户服务中心联系。
因为本产品的性能和功能而发生的变更,可能会不做另行通知,请您谅解。
若因固件程序升级而导致本产品的实际设置和使用方法等与本手册不一致,请访问本公司官方网站或拨打服务热线查询最新产品信息。
谢谢您的合作!功能说明●时尚外观:超薄机身,纤薄如翼,高档美观。
●操作系统:Android 4.1.1操作系统,更多应用功能体验。
●高性能:AML8726-MX A9双核处理器,7英寸电容5点触摸。
●高清显示:采用1024*600高分辨率屏,显示细腻逼真,灵动一瞬间。
1●3D游戏:采用MaLi-400 GPU,2D/3D性能更显卓越。
●上网模式:支持WIFI、3G USB Dongle以及有线以太网。
●重力感应:轻松玩转屏幕,尽享视觉和游戏的乐趣。
●OTG功能:USB2.0高速传输接口,PC、U盘设备随意连接。
SIEMENSPCS7使用入门SIEMENSSIMATIC过程控制系统PCS 7使用入门手册前言,目录1 简介2 建立一个项目3 使用CFC编辑器4 使用输入/输出助手5 使用SFC编辑器6 编译,下载及测试7 使用操作员站版本12/2000A5E00058928-04安全指南本手册包括应该遵守的注意事项,以保证你自己的生命安全以及保护产品和所连接的设备。
这些注意事项在本手册中是用符号进行突出强调,并根据危险等级注明如下:危险(Danger)表示假设若不采取适当的预防措施的话,将造成死亡,严重的人身伤害。
警告(Warning)表示假若不采取适当的预防措施的话,将可能造成死亡,严重的人身伤害。
告诫(Caution)表示假若不采取适当的预防措施的话,可能造成财产损失。
注意(Notice)表示假若不采取适当的预防措施的话,可能产生不合需要的结果和状态。
合格人员只有合格人员才允许安装和操作这一设备。
合格人员规定为根据既定安全惯例和标准进行试运行,接地和为电路、设备与系统加装标签的人员。
正确使用注意如下:警告本仪器及其元件只能用于产品目录或技术说明书中阐述的应用,并且只能与西门子批准或推荐的其它生产厂购买的装置或元件相连接。
本产品只有在正确运输、存贮、组装和安装的情况下,按推荐的方式运行和维护,才能正确安全地发挥其功能。
商标SIMATIC,SIMATIC HMI和SIMATIC NET是SIEMENS AG的注册商标。
本系列文件中使用的其它名称也是注册商标:第三方厂商出于他们自己的目的引用任何注册商标都将侵犯商标所有者的合法权益。
SIEMENS AG 2000版权所有未经明确的书面许可不得复制,传播或使用本资料或其中的内容。
违者要对造成的损失承担责任,保留所有权包括专利授权与实用模型,或者设计登记所产生的权利。
Siemens AGBereich Automatisierungs-und AutriebstechnikGeschaeftsgebiet Industrie-AutomatisierungssystemePostfach 4848 D-90327 Nurnberg拒负责任的声明我们已核对本手册的内容与所叙述的硬件和软件相符,因为差错难以避免,所以我们不能保证完全的一致,然而,本手册中的数据定期审查,并在下一版的文件中作必要的修改,欢迎提出改进建议。
TASIM交通事故仿真平台目录1. 文档介绍 (2)1.1. 文档目的 (2)1.2. 读者对象 (2)2. 基础控制 (2)2.1. UE视角控制 (2)3. 使用场景与流程 (3)4. 操作说明 (3)4.1. 地理场景选择 (3)4.2. 参与方路径设置 (7)4.2.1. 添加参与方 (7)4.2.2. 选择模型 (8)4.2.3. 轨迹设置-动态设置 (12)4.2.4. 轨迹设置-静态设置 (13)4.2.5. 轨迹设置-轨迹线样式 (14)4.2.6. 轨迹设置-EDR数据(待上线) (14)4.2.7. 轨迹设置-ADAS数据(待上线) (14)4.2.8. 参与方名称修改 (14)4.2.9. 颜色设置 (15)4.2.10. 开始预览/结束预览 (16)4.2.11. 轨迹保存/加载 (17)4.3. 静态元素配置 (18)4.4. 环境设置 (18)4.4.1. 时间设置................................................................................. 错误!未定义书签。
4.4.2. 日照角度................................................................................. 错误!未定义书签。
4.4.3. 日照强度................................................................................. 错误!未定义书签。
4.4.4. 环境光强度............................................................................. 错误!未定义书签。
4.4.5. 路面颜色深度......................................................................... 错误!未定义书签。
使用说明书User Guide工业包缝机Industrial sewing machine感谢您购买本公司的产品。
为了您的使用安全,请您在使用之前一定仔细阅读本使用说明书。
Thank you for purchasing our products.For your use safety,please must read the instruction manual before use.全自动一体式电控操作手册(Qs/Ss)安全事项:•使用本产品前,请先阅读本《操作手册》及所搭配的缝制机械说明书。
•必须由接受过专业培训的人员来安装调试或操作。
•本产品仅适用于指定范围的缝制机械,请勿移做他用。
•请尽量远离高频高辐射设备,以免干扰本控制器误动作。
•对控制箱进行安装维护时,请先关闭电源并拔掉插头。
•请确保用电及设备可靠接地,以防止干扰和漏电事故。
•所有维修用零件须由本公司提供或认可,方可使用。
•在进行控制箱的维修保养前,必须先关闭电源并拔掉插头,并由专业人员进行操作。
1.产品说明1.1产品规格产品型号全自动工作电压AC220V 20%50/60HZ 额定功率550W电机扭矩≤3N·M1.2接口插头说明①电机端口②电机编码器端口③脚踏板端口④机头灯组件端口⑤电磁铁端口1.3接口定义※请遵照接口定义及端子颜色相连接,如插不进去,请检查插座与针是否变形。
2.操作面板使用说明2.1面板各按键功能说明15V 地23脚踏信号4+5V1+30V 8剪线2+30V 9扫线330VB 10压脚4+30V 11夹线器5+30V 12吸风630VB13倒缝7141+5VB2补针信号3倒缝信号430V 地530V 地630V 地12341234561234568910111213714序号图标功能按键功能描述1参数进入及返回键按著此键两秒便可进入参数区。
参数区内此键可当参数递增键。
2参数递增键A,B,C,D 区的设定针数增加,其设定值可选择从0到F。
S ATA 7+15PIN 自动机操作说明书
生效日期
2014-10-12 编 号 SOP-EN-1657
版本/次 A/1
核准: 审核: 制定:张小周2014.10.10 1、目的:
为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:
生产车间的全体管理干部,技术员及操作员。
3、定义:
3.1 无
4、职责:
4.1课长:对设备的日常维护进行监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作技方法:
5.1正确连接电气(AC220V,气压:5-7KG)。
5.2将SATA7+15胶芯倒入振动盘。
5.3将端子装自动机送端架上。
(纸带固定于有电机的一边)将端子穿过气缸定位针,
并对准裁切刀口。
5.4手动控制:轻触显示屏上的手动控制,送胶/推胶/送端1/送端2/夹端/定胶/切端
插端/定位/推壳/顶壳/压壳/定端/插壳/终插/错位/切边/整形/收纸马达。
5.5自动控制:将转换开关扭至自动位,按以下按键复位/自动/手动/启动。
5.6机器在自动过程中若出现卡机现象,先关掉气压开关,取出不良品,按下复位键即所有动作复位。
5.7注意事项:
5.7.1操作员在处理故障时一定要关电气开关,以免机器误动作造成意外事故。
5.7.2操作员在换端子时一定要将端子PIN 孔对准气缸定位针及裁切刀口。
5.7.3振动盘必须保持平稳,且速度不宜过快。
5.7.4操作员必须经过培训后方可上岗。
5.7.5若机器出现故障操作员不可随便调动机器。
必须通知技术员调试维修。
6. 每日保养事项:
6.1机台必须保持清洁;
6.2随时保证活动部位有润滑油;
6.3螺丝不可有松动现角,如有必须紧固后再开机生产;
6.4检查各电磁阀有无漏气现象,如有应马上通知生技维修。