【MYHXD3C】HXD3C机车维护保养手册-4.4牵引电机检修范围V1.0
- 格式:doc
- 大小:13.25 MB
- 文档页数:12
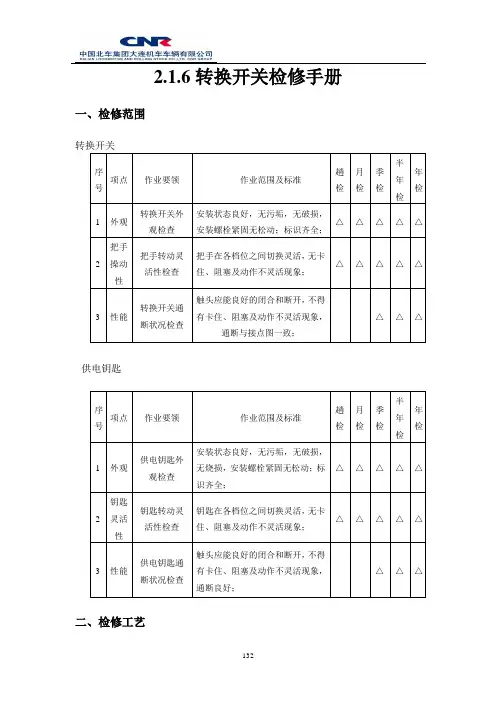
2.1.6转换开关检修手册一、检修范围转换开关序号项点作业要领作业范围及标准趟检月检季检半年检年检1 外观转换开关外观检查安装状态良好,无污垢,无破损,安装螺栓紧固无松动;标识齐全;△△△△△2 把手操动性把手转动灵活性检查把手在各档位之间切换灵活,无卡住、阻塞及动作不灵活现象;△△△△△3 性能转换开关通断状况检查触头应能良好的闭合和断开,不得有卡住、阻塞及动作不灵活现象,通断与接点图一致;△△△供电钥匙序号项点作业要领作业范围及标准趟检月检季检半年检年检1 外观供电钥匙外观检查安装状态良好,无污垢,无破损,无烧损,安装螺栓紧固无松动;标识齐全;△△△△△2 钥匙灵活性钥匙转动灵活性检查钥匙在各档位之间切换灵活,无卡住、阻塞及动作不灵活现象;△△△△△3 性能供电钥匙通断状况检查触头应能良好的闭合和断开,不得有卡住、阻塞及动作不灵活现象,通断良好;△△△二、检修工艺1. 安全须知:a. 检修须由接受过指导且合格的人员进行。
在任何情况下,必须采取必要的安全和防护措施。
b. 在进行检查作业前,产品须在断电状态下;c. 未经授权,禁止安装产品替换部件或对产品进行改进。
2. 清洁、清理:使用抹布或者气枪清理产品上的灰尘,切勿使用清洁剂之类的清洁产品,以免腐蚀、氧化触头触点。
3.检查工具:万用表、螺丝刀⑴、目视检查产品安装状态是否良好,无污垢,无破损,安装螺栓紧固有无松动;标识是否齐全;⑵、目视检查触头触点有无氧化生锈、烧损;⑶、用螺丝刀检查安装螺钉以及压线螺钉是否松动;⑷、转动把手/钥匙,看把手/钥匙在各档位之间切换灵活,有无卡住、阻塞及动作不灵活现象;⑸、用万用表检查各触点通断是否与通断图一致;4.发生故障后的检修、检测当发生故障时,应将转换开关/供电钥匙从车上拆下,进行全面检查,检修完成后在专用试验台上对转换开关/供电钥匙进行例行试验,试验合格后方可重新装车投入使用。
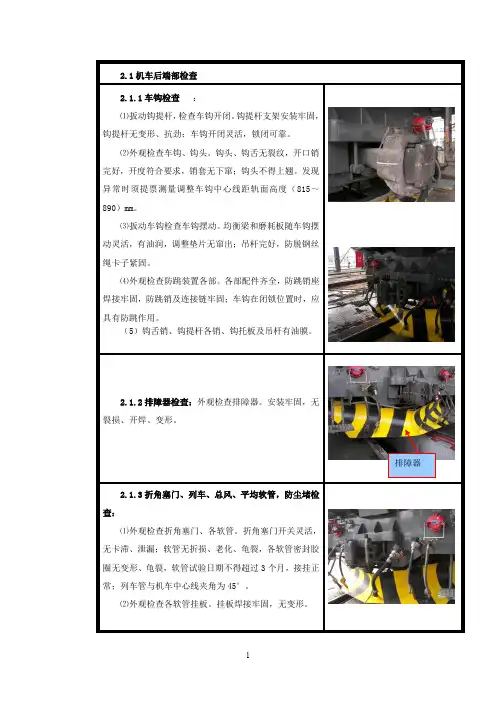
2.1机车后端部检查2.1.1车钩检查:⑴扳动钩提杆,检查车钩开闭。
钩提杆支架安装牢固,钩提杆无变形、抗劲;车钩开闭灵活,锁闭可靠。
⑵外观检查车钩、钩头。
钩头、钩舌无裂纹,开口销完好,开度符合要求,销套无下窜;钩头不得上翘。
发现异常时须提票测量调整车钩中心线距轨面高度(815~890)mm。
⑶扳动车钩检查车钩摆动。
均衡梁和磨耗板随车钩摆动灵活,有油润,调整垫片无窜出;吊杆完好,防脱钢丝绳卡子紧固。
⑷外观检查防跳装置各部。
各部配件齐全,防跳销座焊接牢固,防跳销及连接链牢固;车钩在闭锁位置时,应具有防跳作用。
(5)钩舌销、钩提杆各销、钩托板及吊杆有油膜。
2.1.2排障器检查:外观检查排障器。
安装牢固,无裂损、开焊、变形。
排障器2.1.3折角塞门、列车、总风、平均软管,防尘堵检查:⑴外观检查折角塞门、各软管。
折角塞门开关灵活,无卡滞、泄漏;软管无折损、老化、龟裂,各软管密封胶圈无变形、龟裂,软管试验日期不得超过3个月,接挂正常;列车管与机车中心线夹角为45°。
⑵外观检查各软管挂板。
挂板焊接牢固,无变形。
2.1.4前照灯、辅照灯、标志灯、刮雨器及重联插座、列供插座、集控插座检查:⑴外观检查前端各灯罩。
无裂纹,密封严密,螺钉齐全、无松动。
⑵外观检查刮雨器。
安装牢固,刷片完整,刷架无变形。
⑶外观检查列供插座。
列供插座锁闭、密封严密,安装牢固,插孔无进水,无烧损。
插接线牢固无松动。
⑷外观检查集控插座。
集控插座密封严密,安装牢固。
插针无缺损,插接线牢固无松动。
⑸外观检查重联插座。
重联插座锁闭、密封严密,安装牢固。
插接线牢固无松动。
(6)列供插座拉伸及关闭时导杆润滑,有油膜。
2.1.5调车脚踏板及作业护杆检查:⑴外观检查调车脚踏板。
无变形、破损,焊接牢固。
⑵外观检查作业护杆。
护杆无变形、开焊、裂纹。
作业时间:0.3min2.2机车右侧检查2.2.1右6轮对撒砂装置检查:⑴外观检查砂箱各螺栓、砂箱盖、砂箱安装座。

3.2高压线缆一、概述高压电缆总成采用高压绝缘、应力控制材料和相应的端子,结合柔性的乙丙橡胶绝缘电缆,从而安装简便,能够可靠地用于严酷的铁路环境。
HX D3C型电力机车的高压电缆组件按类型分为带高压绝缘套管和带T型头的两种,共三根。
车上两根高压电缆组件长度不同,结构相同,分别从车顶受电弓通过车顶终端穿过车顶引入高压柜。
车下一根从高压柜引到主变压器,通过T型头与变压器高压端子相连。
1简要技术参数工作温度范围-40℃~+70℃额定电压25kV最高工作电压31kV额定电流400A冲击耐受电压170kV工频耐受耐压75kV/1min(型式试验)64kV/1min(例行试验)局部放电在37.5kV下,小于5pC最大允许短路电流(导体由90℃到200℃)13.6kA/1s屏蔽层最大允许短路电流(屏蔽层由60℃到350℃) 5kA/1s电缆乙丙橡胶绝缘,Class 5柔性导体导体标称截面积120mm22 产品结构车上两根高压电缆组件由车顶终端、高压电缆和柔性终端构成,车下高压电缆组件由T型头、高压电缆和柔性终端构成。
见图1-29和1-30。
图1-29 车上高压电缆组件图1-30 车下高压电缆组件二检修范围高压电缆总成本身的免维护周期是30年,但是需要对由用户安装的部位和暴露在空气中的部位进行定期巡查。
三)、高压电缆检修工艺3.1 安全说明要求:因为高压电缆组件重量大,应使用叉车配合托盘运送。
请不要拖拽高压电缆总成的两端,不要在地板上拖行电缆。
3.2 使用操作高压电缆组件的使用操作要求见表1-8,连接端子的紧固力矩见表1-9。
表1-8 操作及操作控制步骤表1-9 安全拧紧转矩表3.3 安装表1-10 安装步骤4 故障处理与更换 4.1 故障处理请记录故障现象,最大程度保留故障现场,并在厂家人员配合下分析故障情况。
4.2 拆卸按表1-12规定进行拆卸操作,所有拆卸步骤应详细、明确说明。
表1-12 拆卸。

HXD3型电力机车主要配件的维护与保养1、受电弓1.1区段往返后,受电弓支持绝缘子和拉杆表面必须进行维护保养,在车顶无电状态下,用带有干净汽油或酒精的白布擦抹绝缘子表面。
1.2应使用弹簧秤经常性对正常工作高度下受电弓接触压力作检测,如有异常,须及时修理、调整或更换滑板,并重新测定和调整接触压力使之符合要求。
1.3受电弓升降特性、滑板横动量及高低偏差等均应符合受电弓技术条件和试验大纲要求。
1.4保持活动框架、转轴、铰链部分清洁,可用沾有汽油或酒精的白布擦拭,并定期用汽油清洗铰接部分,然后用白布擦净并涂以适量润滑脂。
1.5阀板上的滤清器应定期清洗,间隔期由压缩空气供应装置的情况决定,特别是空气的污染程度。
建议一开始周检查一次。
1.6每1 个月进行一次整个受电弓检查。
若存在损坏的绝缘子、破损的软编织线、损坏的滑动轴承和变形的部件都应更换。
若滑板磨损到限,也得更换。
1.7每6 个月进行一次接触压力检测(包括整个受电弓功能检测),软连线外观检测、弓头功能检测。
1.8每1 年进行一次螺栓连接的检测:必须注意拧紧螺母和螺纹接头,特别注意滑板弹簧系统处的螺钉连接。
注意:拧紧螺栓时一定要符合相应图纸规定的扭矩。
1.9轴承的润滑:滚动轴承终生都需要润滑。
在最初安装时,两年一次的维修或常规维修时,油杯应加密封油脂(Shell Alvania R3 ),以防止灰尘和水进入。
1.10更换软连线,维修周期为4 年;更换轴承,维修周期为8 年。
1.11如果发生以下情况,必须更换滑板:1.11.1残余碳高度为5mm时。
1.11.2残余碳高度为5mm时。
1.11.3由于电弧产生变形或缺陷。
1.11.4滑板松动或渗水。
1.12建议每4~6 周在降弓位检查一次钢丝绳的松紧。
若需要,则把钢丝绳拉紧,但两螺母拧紧量要相同,以避免升弓装置松弛(降弓位)。
2、主断路器2.1主断路器上所有检查和维修的执行必须在断开电源、降下受电弓和主断路器接地的情况下操作。
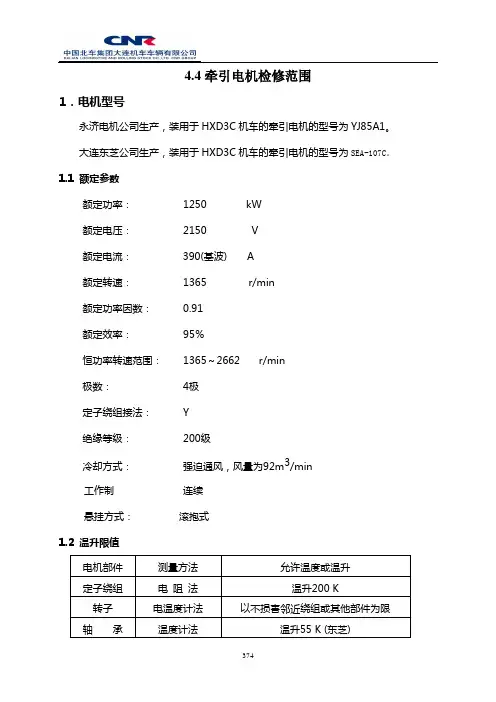
HXD3C型电力机车C4检修工艺1.牵引电动机检修工艺(试行) (4)二.辅助机组 (8)1.牵引通风机组检修工艺(试行) (8)三.变压器及互感器 (17)1.主变压器检修工艺(试行) (17)2.高压电压互感器检修工艺 (23)3.高压电流互感器检修工艺(试行) (25)四变流器部分检修工艺 (28)五高压部分检修工艺 (35)1、35KSDP1高压接地开关及绝缘子检修工艺 (36)2、高压隔离开关部分检修工艺 (37)3、22CBDP1真空断路器部分检修工艺 (39)4、YH10WT-42/105避雷器检修工艺 (41)5.受电弓检修工艺(试行) (44)2.受电弓ADD阀检修工艺(试行) (54)6高压电器柜 (55)六低压电器部分工艺范围 (56)七、网络控制系统检修工艺 (62)1. 中央控制单元(CCU、MIO、司机室CIO)检修工艺 (62)八、电线路及仪表 (66)1. 车顶导电杆 (66)2. 高压电缆总成检修工艺 (67)3. 仪表 (69)4. 主辅控电气线路 (70)5. 插头、插座及端子排 (72)九、车体部分 (73)1.车体检修工艺 (73)2. 司机室检修工艺 (74)3. 卫生间检修工艺 (76)4. 车钩及缓冲装置检修工艺 (77)5.车体附属部件检修工艺 (80)1.构架及附件检修工艺 (81)2.轮对及轴箱检修工艺 (82)3.驱动装置、牵引装置检修工艺 (84)4.悬挂装置、基础制动检修工艺 (86)十一、空气及制动系统 (88)1.主、辅压缩机检修工艺 (88)2.空气干燥器检修工艺 (89)3.制动机系统检修工艺 (90)4. 风缸及空气管路系统检修工艺 (91)一、牵引电机1.牵引电动机检修工艺(试行)1 主题内容及适用范围1.1 本标准规定了HXD3C型电力机车JD160A型牵引电动机的C4检修工艺流程、工艺要求及质量标准。
1.2 本标准适用于HXD3C型电力机车C4检修修程,并作为检修质量评比及验收的依据。
2.1机车后端部检查:⑴扳动钩提杆,检查车钩开闭。
钩提杆支架安装牢固,钩提杆无变形、抗劲;车钩开闭灵活,锁闭可靠。
⑵外观检查车钩、钩头。
钩头、钩舌无裂纹,开口销完好,开度符合要求,销套无下窜;钩头不得上翘。
发现异常时须提票测量调整车钩中心线距轨面高度(815~890)mm。
⑶扳动车钩检查车钩摆动。
均衡梁和磨耗板随车钩摆动灵活,有油润,调整垫片无窜出;吊杆完好,防脱钢丝绳卡子紧固。
⑷外观检查防跳装置各部。
各部配件齐全,防跳销座焊接牢固,防跳销及连接链牢固;车钩在闭锁位置时,应具有防跳作用。
(5)钩舌销、钩提杆各销、钩托板及吊杆有油膜。
外观检查排障器。
安装牢固,无裂损、开焊、变形。
排障器⑴外观检查折角塞门、各软管。
折角塞门开关灵活,无卡滞、泄漏;软管无折损、老化、龟裂,各软管密封胶圈无变形、龟裂,软管试验日期不得超过3个月,接挂正常;列车管与机车中心线夹角为45°。
⑵外观检查各软管挂板。
挂板焊接牢固,无变形。
⑴外观检查前端各灯罩。
无裂纹,密封严密,螺钉齐全、无松动。
⑵外观检查刮雨器。
安装牢固,刷片完整,刷架无变形。
⑶外观检查列供插座。
列供插座锁闭、密封严密,安装牢固,插孔无进水,无烧损。
插接线牢固无松动。
⑷外观检查集控插座。
集控插座密封严密,安装牢固。
插针无缺损,插接线牢固无松动。
⑸外观检查重联插座。
重联插座锁闭、密封严密,安装牢固。
插接线牢固无松动。
(6)列供插座拉伸及关闭时导杆润滑,有油膜。
:⑴外观检查调车脚踏板。
无变形、破损,焊接牢固。
⑵外观检查作业护杆。
护杆无变形、开焊、裂纹。
作业时间:0.3min2.2机车右侧检查⑴外观检查砂箱各螺栓、砂箱盖、砂箱安装座。
砂箱无破损变形,各螺栓紧固牢固,安装座牢固、无裂纹,砂箱盖密封严密、无裂损;砂子无杂质,砂量为砂箱总容积的1/2—2/3。
⑵外观检查检查撒砂阀、砂管。
撒砂阀完好,安装螺栓无松动,砂管无松动、裂损,砂管防风罩集控插座列供插座重联插座撒砂阀无破损,撒砂管支架无裂纹、变形;砂管距轨面高度为(30~55)mm。
13 机车控制监视系统13.1 概述机车控制监视系统(简称TCMS)的核心任务是:根据司机指令完成对主变流器及异步电动机的实时控制、辅助变流器的实时控制、牵引/制动特性控制、传动系统的时序逻辑控制,显示机车运行状态,具备完整的故障保护、故障记忆及显示功能,并具有一定程度上的故障自排除、自动切换和故障处理指导功能。
13.2 机车控制监视系统13.2.1 系统的构成机车控制监视系统在硬件上主要由电源模块、逻辑运算控制部分、数字量输入/输出部分、模拟量信号采集部分、通信部分等组成。
主控制单元采用32位CPU,并在配置上采取冗余、双机热备措施,以提高系统的可靠性。
系统构成示意图如图13-1所示,机车控制监视系统机箱外形结构如图13-2所示:图13-1 微机系统构成示意图186187图13-2 机车控制监视系统机箱外形结构机箱内包括A VR 电源模块,为TCMS 提供工作所需的各种直流电,如24V 、±15V 、5V ;PUZ 处理器单元,包括CPU 、软件以及与显示屏通讯的接口;DET 检测模块,检测主控制系统是否存在故障,以便在主系统发生故障时立即进行主辅系统的切换;SIF 串行通讯接口,完成TCMS 与两个主变流器和辅助变流器之间的通讯; DI 数字量输入模块,将接收到的各种开关信号处理后传送给处理器单元;AUX 辅助模块,具有数字量输出、模拟量输入及脉冲量输入的功能,实现对各辅助继电器的控制及特殊信号的输入功能;MDM 重联控制模块,将本车的信息通过Ethernet 传往他车,并将收到的他车信息传送给处理器单元,实现机车的重联功能。
13.2.2系统的功能TCMS 在整个机车控制中起主导作用,它的工作正常与否直接决定了机车能否安全、正常地运行。
TCMS 主要完成如下工作:通过人机接口接收所有输入指令,采集各种反馈信号,进行相关运算,生成相应控制命令,将命令以通信方式发送给主变流器、辅助变流器,将计算结果、故障信息、有关参数送显示屏显示,并在重联时将重联命令通过网络传送给重联机车。