二维刀具路径
- 格式:ppt
- 大小:839.00 KB
- 文档页数:2
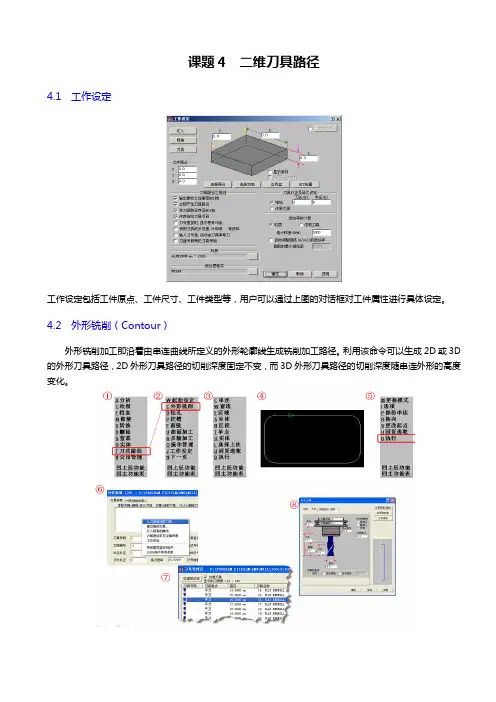
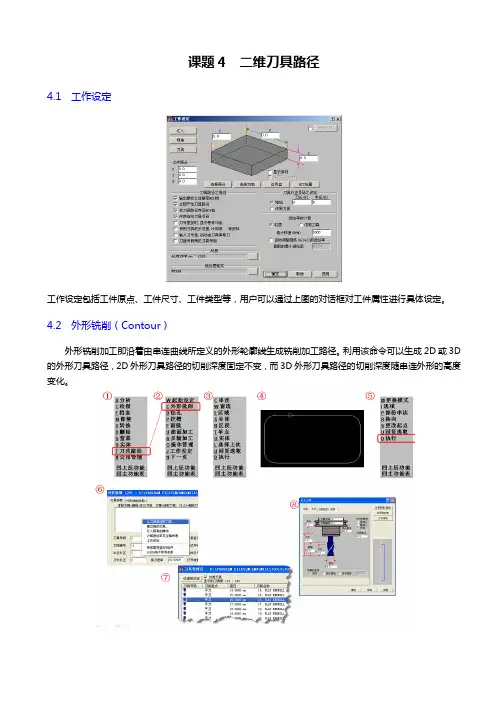
课题4 二维刀具路径4.1 工作设定工作设定包括工件原点、工件尺寸、工件类型等,用户可以通过上图的对话框对工件属性进行具体设定。
4.2 外形铣削(Contour)外形铣削加工即沿着由串连曲线所定义的外形轮廓线生成铣削加工路径。
利用该命令可以生成2D或3D 的外形刀具路径,2D外形刀具路径的切削深度固定不变,而3D外形刀具路径的切削深度随串连外形的高度变化。
⏹加工高度设置安全高度(Clearance):是指数控加工中基于换刀和装夹工件而设定的高度,也是加工程序的起始与结束高度,通常一个工件加工完毕后刀具所停留的高度应高于工件与夹具的最高点。
参考高度(Retract):又称为工件的安全高度,设置值一般高于工件的最高点,在每道工序完成后刀具将退至此高度再进行下一工序的切削。
进给下刀位置(Feed plane):又称为工序的安全位置,设置值一般高于工件的最高点,刀具快速移动到此高度后将会以切削进给速度开始进刀切削。
工件表面(Top of stock):用于定义工件表面的坐标位置,其参数设定需根据坐标的设置位置而定。
深度(Depth):用于定义工件的加工深度。
⏹刀具补偿设置●补正形式电脑:计算刀具加工路径时,计算机自动将刀具中心向指定方向偏移刀具半径的距离,产生的NC 程序中不再含有刀具半径补偿指令(G42/G42),补偿方向可指定左补偿或右补偿。
控制器:计算刀具路径时不考虑刀具因素,在加工切削时由机床控制器进行半径补偿,输出的NC 程序中含有刀具半径补偿指令。
磨损:系统将同时采用计算机与控制器补偿,且补偿方向相同。
由计算机补偿计算的刀具半径为理想半径尺寸(未磨损),而由控制器补偿的半径则为刀具磨损量值(负值)。
两者磨损:系统将同时采用计算机与控制器补偿,但补偿方向相反,即当计算机左补偿时,控制器采用右补偿。
关:不补偿,刀具中心与工件轮廓重合。
●补正方向左补偿 右补偿● 校刀长位置校刀长位置选项专门用于刀具长度补偿的设置。


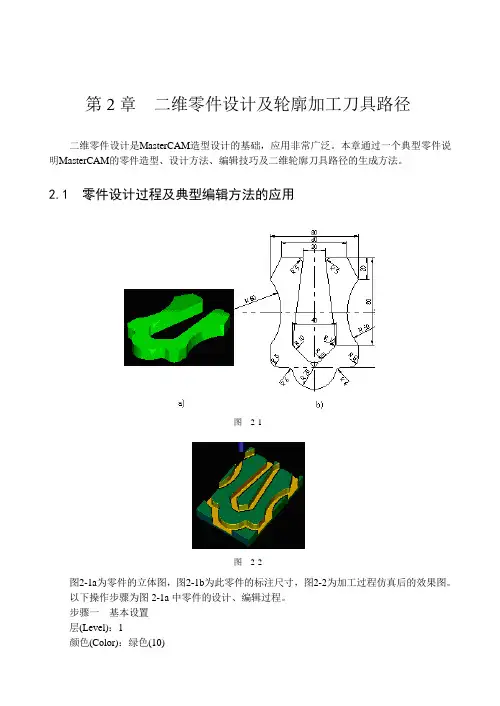
第2章二维零件设计及轮廓加工刀具路径二维零件设计是MasterCAM造型设计的基础,应用非常广泛。
本章通过一个典型零件说明MasterCAM的零件造型、设计方法、编辑技巧及二维轮廓刀具路径的生成方法。
2.1 零件设计过程及典型编辑方法的应用图2-1图2-2图2-1a为零件的立体图,图2-1b为此零件的标注尺寸,图2-2为加工过程仿真后的效果图。
以下操作步骤为图2-1a中零件的设计、编辑过程。
步骤一基本设置层(Level):1颜色(Color):绿色(10)第2章二维零件设计及轮廓加工刀具路径9Z向深度控制:0线型(Style):实线(Solid)线宽(Witdth):2绘图面(Cplane):俯视图(T)视图面(Gview):俯视图(T)步骤二建立工件设计坐标系,绘制一矩形按功能键F9,在屏幕中间出现一个十字线,即为工件设计坐标系。
绘制矩形方法如下:选择主菜单(Main Menu)-绘图(Create)-矩形(Rectangle)-两点(2 points) 输入左上方端点:-40,50 回车右下方端点:0,-50 回车结果如图2-3所示。
图2-3 图2-4步骤三绘制圆选择主菜单(Main Menu)-绘图(Create)-圆弧(Arc)-圆心、半径(Circ pt+rad)输入半径:50 回车圆心:-80,0 回车按Esc键结束绘制圆。
结果如图2-4所示。
步骤四打断圆与直线选择主菜单(Main Menu)-修整(Modify)-打断(Break)-两段(2 pieces)用鼠标拾取图2-4中的圆C1,并拾取断点位置于圆上P1位置,则圆被打断为两段,断点分别为P1和P2,如图2-4所示;拾取图2-4中的直线L1,并拾取断点位置于直线中点P3位置;打断后的图素与原图素只有拾取图素时才能分辨出,拾取选中的部分,颜色会发生变化。
步骤五修剪选择主菜单(Main Menu)-修整(Modify)-修剪(Trim)-两图素(2 entities)用鼠标分别拾取图2-4所示的直线L1上位置P4和圆C1上位置P5,得到图2-5;用鼠标分别拾取图2-5所示的直线上位置P1和圆上位置P2,得到图2-6。
课题4 二维刀具路径4.1 工作设定工作设定包括工件原点、工件尺寸、工件类型等,用户可以通过上图的对话框对工件属性进行具体设定。
4.2 外形铣削(Contour)外形铣削加工即沿着由串连曲线所定义的外形轮廓线生成铣削加工路径。
利用该命令可以生成2D或3D 的外形刀具路径,2D外形刀具路径的切削深度固定不变,而3D外形刀具路径的切削深度随串连外形的高度变化。
⏹加工高度设置安全高度(Clearance):是指数控加工中基于换刀和装夹工件而设定的高度,也是加工程序的起始与结束高度,通常一个工件加工完毕后刀具所停留的高度应高于工件与夹具的最高点。
参考高度(Retract):又称为工件的安全高度,设置值一般高于工件的最高点,在每道工序完成后刀具将退至此高度再进行下一工序的切削。
进给下刀位置(Feed plane):又称为工序的安全位置,设置值一般高于工件的最高点,刀具快速移动到此高度后将会以切削进给速度开始进刀切削。
工件表面(Top of stock):用于定义工件表面的坐标位置,其参数设定需根据坐标的设置位置而定。
深度(Depth):用于定义工件的加工深度。
⏹刀具补偿设置●补正形式电脑:计算刀具加工路径时,计算机自动将刀具中心向指定方向偏移刀具半径的距离,产生的NC 程序中不再含有刀具半径补偿指令(G42/G42),补偿方向可指定左补偿或右补偿。
控制器:计算刀具路径时不考虑刀具因素,在加工切削时由机床控制器进行半径补偿,输出的NC 程序中含有刀具半径补偿指令。
磨损:系统将同时采用计算机与控制器补偿,且补偿方向相同。
由计算机补偿计算的刀具半径为理想半径尺寸(未磨损),而由控制器补偿的半径则为刀具磨损量值(负值)。
两者磨损:系统将同时采用计算机与控制器补偿,但补偿方向相反,即当计算机左补偿时,控制器采用右补偿。
关:不补偿,刀具中心与工件轮廓重合。
●补正方向左补偿 右补偿● 校刀长位置校刀长位置选项专门用于刀具长度补偿的设置。

刀具路径分析及选择1、二维路径选择1)外形加工(Contour)刀具沿所选曲线移动,用于外形开粗、光刀,操作简单,实用通常采用平刀、圆鼻刀。
外形铣加工可在料外进刀,下刀点避开曲线拐角处。
2)挖槽加工(Pocket)选择封闭曲线确定加工范围,常用于对凹槽特征的开粗,限制加工深度时可用于对平面光刀。
挖槽加工在坯料上进刀,下刀时选用螺旋或斜向下刀,其走刀方式最常用的是来回走刀。
3)面加工(Face)用于对平面加工,用挖槽加工可达到目的。
2、钻孔加工(Drll)有钻孔、攻螺纹、镗孔等多种方式,以点确定加工位置。
3、曲面开粗(曲面粗加工)1)曲面挖槽(Pocket)分层清除曲面与加工范围之间的所有材料,加工完毕的工件表面呈梯田状。
刀路计算时间短,刀具切削负荷均匀,加工效率高。
其走刀方式最常用的是来回走刀。
同其他开粗刀路加工效率相比,常作为开粗第一步首选方案。
2)等高外形加工(Contour)刀具沿曲面等高曲线加工,用平刀加工完毕的工件表面呈梯田状。
曲面平坦时效果不佳。
在曲面粗加工和精加工类型中都有此选项,对话框设置及加工效果相同。
3)平行加工(Parallel)分层平行切削加工,加工完毕的工件表面刀路呈平行条纹状。
刀路计算时间长,提刀次数多,开粗时加工效率低,较少采用。
4)径向加工(Radial)刀具与指定点为径向中心,放射状分层切削加工,加工完毕的工件表面刀路呈中心放射状,刀路在工件径向中心密集,刀路重叠较多,工件四周刀路间距大,提刀次数多,加工效率低,较少采用。
5)投影加工(Project)将已有的刀路数据投影到曲面上进行加工。
6)曲面流线加工(Flowline)刀具依据构成曲面的横向或纵向结构线方向进行加工。
7)粗加工残料清除(Restmill)依据已加工刀路数据进一步加工以清除残料,计算时间长。
8)插入式加工(Plunge)类似于钻孔方式的加工方法。
4、曲面精加工1)平行加工(Parallel)对话框选项与开粗类型相似,无深度方向的分层控制,对坡度小的曲面加工效果较好,有陡斜面时需控制加工角度,为光刀阶段首选刀路,开粗时也可使用。
[分享]TyPe3中二维切割刀具路径的制作过程TyPe3中二维切割刀具路径的制作过程1、在文泰刻绘软件中把要雕刻的文字或图形排好版。
另存成为PLT格式文件。
2、打开TyPe3雕刻软件,“文件”—“输入”,会自动弹出一个对话框,选择存为PLT格式的文件,TyPe3工作面板中会出现要雕刻的内容,点工具栏下边的水平镜面—垂直镜面,内容是反的,没错,大部分二维切割都是反着刻的,所以在雕刻机上放板也要反着放。
3、在工具栏中点分解按钮,然后把该组合的做合成整体(点工具栏中的组合成整体按钮)。
4、接着开始排版,排好后开始做路径。
1、按住Ctrl健,把需雕刻的内容一个个选中,年怎样的顺序选择,雕刻机刀就会按怎样的顺序雕刻,全部选中后,点击页面最上方的CAM模块按钮,进入CAM模块。
在刀具库面板中鼠标左键双击二维切割,自动弹出选刀面板,选好后点击确定。
2、刀具路径一览表中,点击自动生成的文件夹前的加好,出现了一个新建路径001,在其上点击鼠标右键,选择“编辑刀具路径”—左键单击CAD模块按钮—--左键单击一下要雕刻的内容(必须保证一次性全部选中,没选中再点一下)----左键单击面板上部格式栏上的改变方向按钮-----左键单击CAD模块按钮-----在新建路径001点击鼠标右键(如果新建路径001展开则不用点)----选择改变刀具路径----会出现一个对话框------点击确定-----在新建路径001 点击鼠标右键(如果新建路径001展开则不用点)-----选择编辑刀具路径------更改文件名称-----点击“份额”------ 抬刀及其他数值自己设定好(例如:一厘米的板,数据都改成15即可),点击确定。
设定好后点击执行,关闭面板。
------删除刚才做的二维切割路径。
1、打开雕刻机。
2、打开雕刻软件。
3、文件-----打开------选择刚才保存好的文件名称-------仿真一下看对不对(仿真按钮在面板上部的常用工具中,雕刻软件不一样可能位置不一样)-------对刀(对好后保存)-----点击开始(仿真情况下不会开始)。
二维刀具路径功能毛坯直径减去图纸的X方向上外圆刀最小的加工直径除以2.而Z方向的确定就是根据Z方向的长度来确定.如果你要加工Z向的长是20.那就设置W20.还有就是在做外形时,一般只设置U.W方向不需要退刀就设置0.而内形一般只设置W.U方向不需要退刀就设置0平面铣削参数安全高度:指刀具加工最初或加工切削完成后设定的一个离开工件表面的z轴的安全高度一般设置离工件最高表面位置20~30mm采用绝对坐标参考高度:指刀具每完成一次铣削或避让岛屿时刀具回升的高度一般采用绝对坐标设置离工件最高表面位置5~20mm进给下刀位置:指刀具从安全高度或参考高度以G00方式快速移动到的位置刀具会在此位置设定进给率和G01的方式进行下刀该值一般设定在离工件最高位置的2~5mm工件表面:要加工工件的位置高度深度:指工件的要加工到的深度该值一般设置为实际加工值在二维刀路中深度值为负曲线打断成直线的误差值:选择的加工边界是曲线时可用此功能误差值越小产生刀路越长加工时间也越长Z方向的预留量:设置z方向的加工余量切削方式:包括双向,单向-顺铣、单向逆铣和一刀式4种在面铣削时一般采用双向来提高加工效率步进量:相邻两刀具路径的距离粗切角度:产生带有一定角度的刀具路径进行加工两切削间的位移方式:设置相邻两刀切削之间的加工方式,包括高速回圈、一般进给和快速移位3种截断方向的超出量:切削方向的超出量:外形铣削刀具路径功能Xy方向预留量:xy方向预留一定的余量值供下次铣削加工时使用粗加工时一般留余量为0.3~1mm半精加工时留余量为0.2~0.02mm进退刀量:在刀具的起始和结束位置加入线长或圆弧可以防止刀具直接踩刀等因素的发生程序过滤:将产生的刀具路径进行逼近修整,是程式更整洁分层铣削:设置最大粗切步进量,精修次数,精修步进量等是提高生产效率的参数值深度分层铣削设置最大粗切步进量:相当于最大的z轴方向粗切进给量精修次数:精加工z轴方向的进给次数精修步进量:精加工z轴方向余量0.1~0.05mm进/退刀量的设置在封闭轮廓的中点位置执行进/退刀:选择封闭轮廓时进/退刀的位置会在轮廓线如果不钩该选项进退到将会在串连起点的位置重叠量:应用于封闭外形的铣削的退刀端点在退刀前刀具用该距离超过刀具路径的端点进刀:直线以直线方式直接进刀垂直进刀线垂直于刀具路径但所受进刀测向力较大,切削用量大时易出现断刀现象相切:进刀路径相切于刀具路径所受测向力较小可用于较大的切削用量中圆弧:以圆弧方式进刀半径:定义圆弧进刀半径进刀半径大小取决于刀具半径扫描角度;定义进刀时的圆弧角度由指定点下刀:对进刀线或弧设置起点,在外形串连作为进刀点前系统使用最后串连的点使用指定点的深度:在进刀点的深处开始进刀移动斜线渐降加工:在给定的角度或高度以螺旋线下刀及加工方式对所选择的加工外形加工产生刀具路径角度:通过斜插角度选项定义一定的角度值进行渐降斜插加工深度:通过斜插深度选项定义一定的深度值进行渐降斜插加工垂直下刀:通过斜插深度选项进行直接下刀加工通常该方式采用特殊刀具或下刀时刀具切削不到工件的情况下使用开放式轮廓单向斜插:在开放的轮廓外形中产生单一方向的旋转渐降斜插方式加工在最后深度补平:选择深度选项时才可应用如不选择该项加工完成后在最终的深度位置上会留下一个台阶挖槽刀具路径功能挖槽加工形式主要包括标准挖槽,铣平面,使用岛屿深度和开放式轮廓加工4种其中以铣平面和使用岛屿深度是最常用加工方向的选择粗加工采用逆铣,精加工采用顺铣因为逆铣加工时切削力将导螺杆的间隙缩小从而减小振动粗切/精切的参数双向铣削在刀具加工时以往复双向进刀进行加工加工速度快能节省加工时间但刀具易磨损等距环切:产生一组以环切等距回圈的切削刀具路径适用于加工规则的单型腔加工后型腔的底部侧壁较好平行环切;以螺旋回圈单向进刀的方式产生刀具路径由于刀具进刀方向一致使刀具切削稳定但不能干净的清除工件余量平行环切清角:同环切加工方法相同,但在其加工基础上加工每一个角落同时产生回转清角的刀具路径为保证工件角落余量的去除效果避免角落余量大加工不完全时选用但也不能保证能够将角落里的余量完全清除依外形环切:根据加工轮廓的外形或以岛屿的轮廓外形产生环绕其形状的刀具路径当型腔内部有单个或多个岛屿时选用高速切削:依据边界轮廓的外形产生刀具路径可以清除转角或边界壁的余量但加工时间相对较长单向切削:刀具切削时只沿着同一个方向切削和退刀适用于切削参数值较大时选用但加工时间较长螺旋切削以螺旋回转的方式产生挖槽加工刀具路径非规则型腔可选加工时刀具以螺旋回转进给规则形状加工可选用双向,等距,环绕等加工方式轮廓角落要求质量较高时选用环形清角多岛屿加工时选用依外形环切刀具路径最佳化:以最短的刀具路径轨迹完成零件的加工由内而外环切:刀具从内腔中心由内向外作循序渐进的加工螺旋式下刀参数Z方向开始螺旋的位置:每次离开z轴进刀深度开始螺旋走刀高度定义螺旋下刀的起始位置一般取2~3mmXy方向预留间隙:刀具进刀时距离第一轮廓外形的间距一般取1~3mm进刀角度:螺旋线的螺旋角度直接踩刀:当加工区域过小导致刀具无法进刀时刀具直接在挖槽刀具路径中插入工件中断程式:当无法执行下刀时直接跳过现有的内腔并移动到另一个位置曲面挖槽与残料粗加工功能粗加工参数整体误差值:设置刀具路径的容许误差的总体误差值误差值越小加工时间越长加工质量越好指定下刀点:设置刀具路径下刀点,可通过捕捉或输入点来确定残料粗加工参数切削顺序最佳化:将刀具路径顺序优化从而提高加工速度由上至下切削:在清除有过度圆角处的残余材料时有时会采用由上而下进行切削挖槽粗加工:主要用于快速去除模型的总体余量残料粗加工:主要用于快速去除模型的局部余量放射状精加工功能最大角度增量:设置每一个刀具路径的角度增量值角度值越小加工出的工件就越光滑起始角度:设置刀具的起始角度起始补正距离:设置以放射状中心补正一个距离值开始加工补正距离值为圆的半径值刀具路径将根据圆的半径值进行放射性加工扫描角度:设置产生刀具路径的终止角度起始点:设置路径的起始下刀点可以通过捕捉和输入值来确定由内而外:刀具路径由放射状中心向外加工由外向内:刀具由边界外向内加工平行精加工:主要使模型的总体表面达到精度要求放射状精加工:主要使模型的局部位置表面达到精度要求等高外形与环绕等距精加工功能等高外形:通过设置浅平面加工和平面区域加工使等高外形的加工更广泛可以加工出精度较高的浅平面和平面使平面与陡峭的平面之间的道路可以光顺的连接对于有特定高度的及斜度的模具加工环绕等距:其特点是加工时间长精度高但加工到最后曲面时有明显的刀具痕迹等高外形精加工;主要使模型的大体表面达到精度要求环绕等距精加工:主要使模型局部表面达到精度要求因为使用等高外形加工平缓曲面的质量比较差所以工厂里的师傅进行编程时一般都先把比较平缓的曲面向上移动一定的距离0.1~0.2mm这样可以为下一步精加工留下的余量或避开已经精加工过的曲面由于加工曲面的间隙问题原因导致刀具的提刀次数明显增加为了减少提刀的次数可适当增加步进量的百分比在间隙设置对话框中设置最大切深百分比为3000(一般设在300`3000之间等高精加工一般用于陡峭面加工对于平面或平缓的曲面进行加工会达不到预期的效果甚至会降低加工效率和模型精度环绕等距精加工一般用于精度较高的模型零件对于精度较低的模型零件可以设置相对较大的切削步距否则会降低加工效率平行陡斜面与浅平面的精加工功能陡斜面精加工指三维模型曲面斜坡上的残留材料斜坡面由两斜坡的角度决定陡斜面精加工的参数从倾斜的角度:设置斜面角度值以确定开始加工曲面的位置到倾斜角度:设置角度值确定加工曲面的位置包含外部的切削:在开始的与终止的角度范围内的外部曲面进行铣削切削方向的延伸量:刀具能够在残余材料前下刀至以前的加工区域切削方向延伸距离增加至刀具路径的两端并跟随曲面曲率而变化陡斜面精加工可以配合其他刀路解决平行铣削加工陡斜面不理想的问题平行陡斜面精加工;主要用于模型的局部陡峭面达到精度要求浅平面精加工:主要是模型的局部平缓面达到精度要求流线与投影精加工的功能流线精加工是沿着某一特定的切削方向进行加工其切削方向包括沿着截断方向加工或沿着切削方向加工同时还可以控制曲面的残脊高度而加工出平滑的加工曲面距离:设置一个值来确定刀具沿曲面切削方向的移动增量距离:设置一个值来确定刀具沿曲面截面方向移动的步进距离残脊高度:以球刀的残脊控制曲面加工的粗糙度即每刀间的切削间距约小残脊越小越光滑投影精加工就是将以有的刀具路径或几何图形投影到选取的曲面上生成的精加工刀具路径对于流线精加工需要设置的平缓平面上若添加在平面或陡峭面上到不到精度要求并相应降低加工效率应用投影精加工功能时选择刀具必须比投影的文字的间隙小否则不能创建刀路残料清角精加工残料清角精加工指产生刀具路径用于清除以前因较大直径刀具加工所残留的材料混合路径:在中断角度上方采用等高切削下方则采用3D环绕切削钩选该选项后中断的角度与延伸的长度才能显现中断角度:在此输入角度值后将采用双重加工路径也就是在中断角度值范围内采用等高切削中断角度值范围外采用3D环绕切削延伸长度:设置延伸刀具路径的长度残料清角时选用的刀具要比以前所选的刀具都要小刀具会根据曲面斜率进行加工交线清角精加工指用于清除曲面间的交角部分残留材料它属于局部精加工功能一般用于修整工序中使用残料清角精加工:主要使模型的局部陡斜窄角部分达到精度要求交线清角精加工:主要使模型的局部窄角部分达到精度要求面铣曲面挖槽加工:主要用于粗加工快速去除大部分余量2D挖槽:主要用于精加工使模型凹槽和平面达到一定的精度要求平行铣削等高外形加工;主要用于精加工,使模型的分型面和行腔的成型部分达到工艺要求切削用量的确定N=1000vc/πd安排刀具排列应遵循的原则1尽量减少刀具的数量2一把刀具装夹完后应完成其所能进行的所有加工部位3粗精加工的刀具应分开使用4先铣后钻5先进行曲面的精加工后进行二维轮廓的精加工6少切削快进给数控车床的主要加工对象1轮廓形状特别复杂或难以控制尺寸的回转体零件的加工2 精度要求较高的回转体零件3 带特殊螺纹的回转体类零件4 淬硬的回转体类零件:热处理后的变形较大磨削加工困难因此可以用陶瓷刀片对淬硬后的零件进行加工5 表面粗糙度要求较高的零件由于数控车床既有恒线速切削功能6 超精密超低表面粗糙度的零件数控车床不宜加工的情况需要较长时间的占机调整的加工内容:如偏心回转体类零件粗加工阶段主要任务为切除各加工表面的大部分余量半精加工减小粗加工留下的误差精加工保证各主要表面达到尺寸精度和表面粗糙度一回转体类非数控车削的车削加工工序安排1)零件上有不适合数控车削的表面如渐开线的齿形键槽花键表面等2)零件表面硬度及精度要求很高热处理需安排在数控车削之后则热处理之后安排磨削加工零件有些表面根据工厂条件采用非数控车削更合理这时应适当安排非车削加工如铣端面。