12焊接检验记录2
- 格式:doc
- 大小:158.00 KB
- 文档页数:3
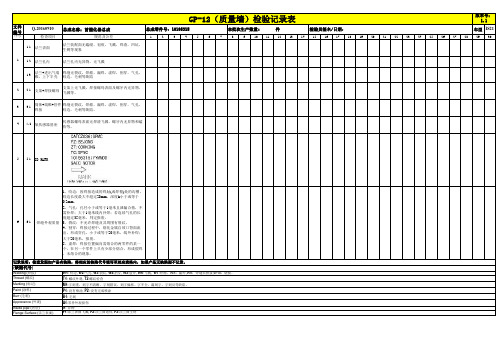
文件编号总成名称:前催化器总成车型IS21序号检查项目规范及公差1234567891011121314151617181920212223242526272829301.1法兰表面法兰装配面无磕碰,划痕,飞溅,焊渣,凹坑,生锈等现象1.2法兰孔内法兰孔内无异物,无飞溅1.3法兰+进出气端锥、上下半壳焊缝无裂纹,焊瘤,漏焊,虚焊,割穿,气孔,咬边,毛刺等缺陷2 2.1支架+焊接螺母支架上无飞溅。
焊接螺母表面及螺牙内无异物、飞溅等。
3 3.1筒体+端锥+管件焊接焊缝无裂纹,焊瘤,漏焊,虚焊,割穿,气孔,咬边,毛刺等缺陷。
4 4.1氧传感器基座传感器螺母表面无焊渣飞溅、螺牙内无异物和磕伤等。
5 5.1ID MARK6 6.1焊缝外观质量1、咬边:因焊接造成的焊趾(或焊根)处的沟槽。
咬边长度最大不超过20mm ,深度h 小于或等于0.2mm 。
2、气孔:孔径小于或等于1毫米且泄漏合格,不需补焊;大于1毫米线内补焊;若连续气孔的长度超过35毫米,判定报废。
3、裂纹:不允许焊缝及其周围有裂纹。
4、割穿:焊接过程中,熔化金属自坡口背面流出,形成穿孔。
小于或等于20毫米,线外补焊;大于20毫米,报废。
5、虚焊:焊接位置偏向需熔合的两零件的某一个,在另一个零件上只有少部分熔合,形成假焊、未熔合的现象。
(缺陷代号)Welding (焊接)W1: 咬边, W2:气孔, W3:裂纹, W4:割穿, W5:虚焊, W6:飞溅, W7:焊瘤,W8:漏焊,W9:焊缝未搭接,W10:烧损,GP-12(质量墙)检验记录表版本号:1.1Q-20160910总成零件号:10195315本批次生产数量: 件检验员签名/日期:Flange Surface (法兰表面)F1:法兰表面飞溅, F2:法兰面划伤, F3:法兰面生锈1Burr (毛刺)B1: 毛刺Apprerance (外观)A1:零件外观损伤Inside pipe (内管)I1: 异物Thread (螺纹)T1: 螺纹外观, T2:螺纹检查Marking (标记)M1:字刻重、刻字不清晰、字刻错误、刻字偏移、字不全、漏刻字、字刻反等缺陷。

焊接材料检验批质量验收记录一、检验概况本次检验的焊接材料为X公司提供的焊条,共计1000根。
根据相关标准的要求,对焊接材料进行了外观质量检验、化学成分分析、力学性能测试等多项检验。
二、外观质量检验1.观察焊接材料的外观,焊条表面应平整光洁,无氧化皮和裂纹等缺陷。
检验人员对每根焊条进行了目测,并使用放大镜进行详细观察,均符合要求。
三、化学成分分析1.检验人员从各个焊条中取出试样,并送往实验室进行化学成分分析。
该实验采用XX标准方法进行,测试结果如下:(表格省略)2.检验结果显示,焊接材料的化学成分符合相关标准的要求。
四、力学性能测试1.随机选取10根焊条进行力学性能测试,并对每根焊条进行拉伸试验。
测试结果如下:(表格省略)2.检验结果显示,焊接材料的力学性能符合相关标准的要求。
五、检验结论1.综上所述,根据对焊接材料的外观质量检验、化学成分分析以及力学性能测试,结合相关标准的要求,对本批焊接材料进行质量验收判定如下:a)外观质量:符合要求;b)化学成分:符合要求;c)力学性能:符合要求。
2.本批焊接材料的质量达到验收标准,可以投入使用。
六、意见和建议1.在后续的工作中,建议对焊接材料的质量进行更加严格的控制,以确保每批材料的质量稳定可靠。
2.同时,也建议进一步优化测试方法和标准,以满足不同焊接工艺和材料的需求。
七、备注1.本次检验记录的焊接材料是从X公司采购的,具有供应商提供的质量证明,并合乎相关的标准。
2.检验过程中,未发现任何异常情况或质量问题。
以上是本次焊接材料检验批质量验收记录,供参考使用。



焊接缝尺寸检验记录引言焊接是一种常见的金属连接工艺,广泛应用于制造业、建筑业和其他领域。
焊接的质量控制对于确保连接的强度和可靠性至关重要。
其中,焊接缝尺寸的检验记录是评估焊接质量的关键环节。
本文将深入探讨焊接缝尺寸的检验记录,包括其背后的原理、常用的方法和标准,以及为何它对各种行业如此重要。
焊接缝尺寸的意义焊接是将两个或多个金属部件通过熔化金属来连接的工艺。
焊接质量直接影响到连接的强度和可靠性。
焊接缝尺寸是焊接质量的一个关键指标,它表示焊接缝的宽度、高度和长度。
正确的焊接缝尺寸是确保焊接强度和连接质量的关键因素。
焊接缝尺寸的三个重要维度1.宽度:焊接缝的宽度是指焊接缝的横向尺寸,通常以毫米或英寸表示。
它直接影响焊接的强度,太宽或太窄的焊接缝都会降低焊接的质量。
2.高度:焊接缝的高度是指焊接缝的垂直尺寸,也通常以毫米或英寸表示。
高度的不一致性可能导致焊接强度不均匀。
3.长度:焊接缝的长度是指焊接缝的整体尺寸,通常以毫米或英寸表示。
长度的合适性与焊接的可靠性和寿命密切相关。
焊接缝尺寸的检验方法为了确保焊接质量,焊接缝尺寸的检验是必不可少的。
以下是几种常见的检验方法:1. 直尺和卡尺测量这是一种基本的检验方法,使用直尺或卡尺来测量焊接缝的宽度和高度。
这种方法简单易行,但可能受到操作员技能的影响。
精确的测量需要训练有素的人员,而且可能不适用于大型或难以访问的焊接缝。
2. 声波测厚仪声波测厚仪是一种非接触的测量工具,通过发送声波来测量焊接缝的厚度。
这种方法适用于不同类型的材料,可以快速、准确地测量焊接缝的尺寸,同时减少了人为误差。
3. 焊缝剖面测量对于对焊接质量要求非常高的应用,可以进行焊缝剖面测量。
这涉及将焊接部件切割并对焊缝进行详细分析,以确保其符合规格要求。
虽然这是一种耗时的方法,但对于一些特定的应用非常关键。
相关标准和规范为了确保焊接缝尺寸的检验能够得到准确和可重复的结果,有一些国际标准和规范,如美国焊接学会(AWS)和欧洲焊接协会(EWF)等,提供了详细的指导和标准程序。

焊接施工检查记录一、施工概况根据工程进展情况,对焊接施工进行了检查。
本次施工检查主要针对焊接工艺、焊接质量和安全防护等方面进行了全面的评估和检验。
二、焊接工艺1.焊接设备:检查了焊接设备的配备情况,包括焊机、电焊割设备、电源线等,确保设备完好可用,并且符合安全规范。
2.焊工资质:核查了焊工的证书和资质,确保焊工具备相应的技能和经验,能够胜任所负责的焊接工作。
3.焊接材料:检查了焊接材料的质量和规格,确保符合工程要求,并且进行了相应的试验和检测。
三、焊接质量1.焊缝外观:对焊接位置进行了视觉检查,确保焊缝的外观质量良好,无明显裂纹、夹渣和气孔等缺陷。
2.焊接尺寸:测量了焊接尺寸,与设计要求进行对比,确保焊接尺寸符合工程图纸和规范要求。
3.焊接强度:进行了焊接接头的强度试验,确保焊接强度满足工程要求,不会因为焊接质量问题导致工程安全隐患。
四、安全防护1.焊接操作区域:检查了焊接操作区域的布置和标识,确保操作区域有明显的警示标志,并设置了相应的安全防护措施。
2.防护用具:检查了焊工的个人防护用具,包括焊接面罩、焊手套、防护鞋等,确保焊工在操作过程中的人身安全。
五、问题与改进措施1.问题:在检查过程中发现了一些焊接质量问题,主要是焊缝出现了夹渣和气孔等缺陷,需要及时进行修补和改进。
2.改进措施:针对焊接质量问题,将加强焊工培训和技术指导,提高焊工的操作技能和质量意识;加强对焊接材料的选择和试验,确保材料质量符合要求;加强对焊接工艺的管理和控制,确保焊接过程的规范和稳定性。
六、总结通过本次焊接施工检查,发现了一些问题,并制定了相应的改进措施。
下一步将继续加强对焊接工艺和质量的管理和控制,确保焊接工作的质量和安全。
同时,将加强对焊工的培训和技术指导,提高焊工的操作技能和质量意识,为工程的顺利进行提供有力的保障。