机床导轨与主轴设备润滑的最详细解析
- 格式:ppt
- 大小:2.95 MB
- 文档页数:7
设备润滑指导设备润滑工作是企业设备管理工作的重要组成部分,是维护、保养设备的主要环节。
设备润滑的良好状况,包括润滑油品的正确选用,合理的润滑周期,以及润滑系统的畅通,是保证设备正常运转和延长使用寿命的重要条件。
机床的润滑方式及润滑油脂的选择是根据机床的结构、自动化程度、机床使用的工况及对精密度的要求进行综合衡量而做出决定的,机床润滑在满足减磨降耗的同时要力求避免温升和振动。
机床作为复杂而精密的机器,会采用多种多样的传动装置,根据设备的种类、工作环境及所要求的精密度要求对润滑油品的粘度、油性抗氧化性、抗极压性能等相关性能都有不同的要求。
一、机床润滑的要求:1、机床的润滑点多而复杂,而且有许多机床同时润滑,因而多采用自动润滑,也称强制循环润滑,以节省人力,并保证可靠的润滑。
2、机床多靠液压传动,为简化润滑系统,因而许多机床是液压与润滑系统共用的,因而要考虑在保证液压系统工作正常的同时要满足各个润滑点对润滑的要求。
在考虑运行成本的前提下尽可能选用粘度指数高,抗磨性能和抗氧化性能好的润滑油(脂)。
3、单机大型机床的导轨和主轴承的润滑,通常采用重力加油(滴油、油芯)润滑方式。
用这种润滑方式要考虑润滑油的流动性,以保证润滑油可以自动流进摩擦副。
4、大型机床有很多齿轮传动装置、滑动和滚动轴承。
特别是万能磨床都有很复杂的传动装置,因摩擦损失的功率达到30-40%,因此在选用润滑油时必须考虑到适当的粘度及良好的抗磨润滑性,力求最大限度的降低摩擦损失以节省动力消耗。
5、粗加工机床大多是间歇式工作,因此会产生冲击负荷并伴有边界润滑,所以要考虑适当的年度、良好的润滑性能和抗极压性能。
6、精密机床的对润滑油的温升有很严格的要求,一般不能超过室温2-5℃,因此对油品的粘度及润滑方式及油箱的容量要做周密的计算和设计。
7、机床润滑系统、液压系统及各个摩擦副密封不良,会使加工过程中的金属磨屑、研磨粉粒进如到润滑系统中,不但可能堵塞油路造成磨损还会加速油品的变质。
高速轴承、高速齿轮及导轨的润滑方式1. 高速轴承的润滑方式高速轴承通常在较高的转速和负载下运作,因此润滑是十分重要的。
正确的润滑可以有效地减少摩擦和磨损,延长轴承寿命。
1.1 润滑脂润滑润滑脂是高速轴承的主要润滑方式。
它有一定的黏度,能够形成一层润滑膜,阻止金属表面的直接接触。
润滑脂的选择应该根据轴承的工作条件和工作环境来定。
一般来说,润滑脂会在轴承中达到平衡状态,持续润滑。
1.2 油润滑油润滑也是常见的一种高速轴承润滑方式。
它能够快速地进入轴承内部润滑点,减少油的消耗,提高轴承效率。
但是,与润滑脂相比,油润滑需要更加精密的控制,以避免因油压过高或者油质量不好而对轴承产生损害。
1.3 涂抹润滑当高速轴承转速较低时,涂抹润滑是一种较为简单的润滑方式。
这种方式适用于一些特定的轴承,例如滚子式轴承。
涂抹润滑可以直接涂在轴承和轴承座上,可以形成顺畅的润滑。
2. 高速齿轮的润滑方式润滑齿轮对于减少摩擦和磨损,降低发热和噪声,延长齿轮的使用寿命都有很大帮助。
下面介绍一些润滑齿轮的方式。
2.1 溅油润滑溅油润滑是一种适用于高速齿轮的润滑方式。
它的原理是在高速旋转的齿轮上喷洒油,然后将油润滑到齿面上。
这种方式润滑效果较好,但是会产生一定的波动和喷散,需要及时清理。
2.2 滴油润滑滴油润滑与溅油润滑的原理类似,也是利用油滴在应力最大的齿轮处,确保齿面充分润滑。
这种方式比较适合齿轮的较小转速和较小负载。
缺点是需要单独设置润滑装置,增加了成本。
2.3 油浸润滑油浸润滑是一种适用于较大齿轮、较高负载和较高转速的润滑方式。
整个齿轮都浸泡在润滑油里,能够充分润滑齿轮减少磨损。
但是,油浸润滑需要特殊的润滑箱和润滑系统,并且需要定期更换润滑油。
3. 导轨的润滑方式导轨的润滑方式主要有两种,一个是油脂润滑,一个是油润滑。
下面分别介绍这两种方式。
3.1 油脂润滑在导轨和轨条接触的部分,涂抹一层润滑脂,能够减少磨损和摩擦对导轨的影响。

数控机床技术中的主轴冷却与润滑方式数控机床是现代制造业中的重要设备,它具有高精度、高效率的特点,成为工业生产中的不可或缺的一部分。
而在数控机床的运行中,主轴起着至关重要的作用,因此主轴的冷却与润滑方式对机床的性能和寿命有着直接影响。
本文将介绍数控机床技术中常用的主轴冷却与润滑方式。
首先,主轴的冷却方式包括气体冷却和液体冷却两种。
气体冷却方式主要通过将冷却气体送入主轴内部,通过减少主轴的摩擦热来降低主轴的温度。
气体冷却可以通过喷气嘴将气体直接喷射到主轴表面,也可以通过气体流通进行冷却。
气体冷却方式具有操作简便、无污染等优点,适用于高速运转的主轴,但其冷却效果相对较差,需要与其他冷却方式结合使用。
液体冷却方式通过将冷却介质(通常是油或水)流经主轴内部,通过吸收主轴的摩擦热来降低主轴的温度。
液体冷却方式可以分为直接液体冷却和间接液体冷却。
直接液体冷却是将液体直接喷射到主轴表面,通过循环流动实现冷却;间接液体冷却是将液体通过内部通道流经主轴,然后再通过换热器降温后再次循环使用。
液体冷却方式具有冷却效果好、传热效率高的优点,尤其适用于高负载、高切削能量的主轴。
其次,主轴的润滑方式常见的有油润滑和气润滑两种。
油润滑是通过给主轴供应一定量的润滑油膜,形成润滑膜以减少主轴与轴承之间的摩擦,从而降低转轴的磨损。
油润滑方式主要有油浴润滑和油刮润滑两种。
油浴润滑是将主轴完全浸水在润滑油中,通过旋转主轴将润滑油带到轴承处进行润滑;油刮润滑是将润滑油从刮油器中滴落到主轴上,并形成油膜进行润滑。
油润滑方式具有润滑效果好、传递功率大的优点,但在高速转动的主轴上应用效果不佳。
气润滑是通过给主轴喷射压缩空气形成气膜,以减少主轴与轴承之间的接触面积,从而达到润滑的目的。
气润滑方式主要有气体静压轴承和气体动压轴承两种。
气体静压轴承是利用气体静压原理,在主轴与轴承之间形成一层气膜进行润滑;气体动压轴承是通过气体的动态效应,使轴承在转动时形成气膜润滑。
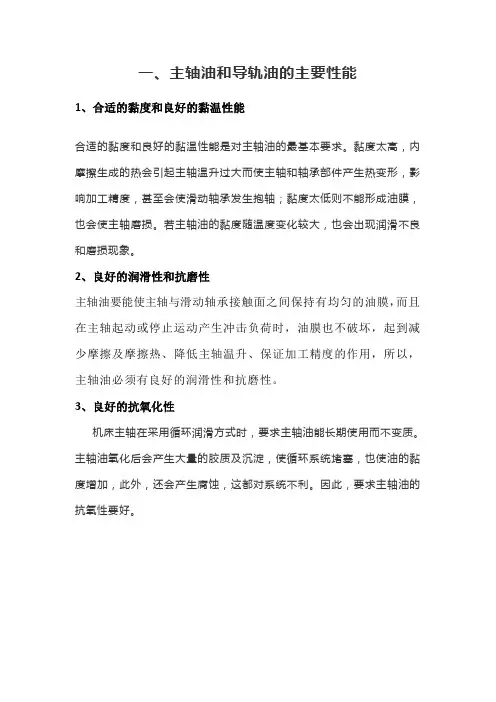
一、主轴油和导轨油的主要性能1、合适的黏度和良好的黏温性能合适的黏度和良好的黏温性能是对主轴油的最基本要求。
黏度太高,内摩擦生成的热会引起主轴温升过大而使主轴和轴承部件产生热变形,影响加工精度,甚至会使滑动轴承发生抱轴;黏度太低则不能形成油膜,也会使主轴磨损。
若主轴油的黏度随温度变化较大,也会出现润滑不良和磨损现象。
2、良好的润滑性和抗磨性主轴油要能使主轴与滑动轴承接触面之间保持有均匀的油膜,而且在主轴起动或停止运动产生冲击负荷时,油膜也不破坏,起到减少摩擦及摩擦热、降低主轴温升、保证加工精度的作用,所以,主轴油必须有良好的润滑性和抗磨性。
3、良好的抗氧化性机床主轴在采用循环润滑方式时,要求主轴油能长期使用而不变质。
主轴油氧化后会产生大量的胶质及沉淀,使循环系统堵塞,也使油的黏度增加,此外,还会产生腐蚀,这都对系统不利。
因此,要求主轴油的抗氧性要好。
4、良好的防锈性和抗泡沫性由于主轴的润滑系统不可避免地会吸进空气中的凝聚水或混进机床冷却液,所以主轴油的防锈性能和抗泡沫性是十分必要的。
二、导轨油的主要性能1、良好的防爬性能防爬性能是导轨油重要的性能指标。
为了达到防爬的目的,常在油中加防爬的油性剂,并通过黏-滑特性试验,要求静、动摩擦因数的差值≤0.08。
2、良好的黏附性和油膜强度导轨油应能吸附在摩擦面上,特别是垂直导轨上的导轨油,应能克服重力的影响而牢固地吸附住,且不易被切削液冲洗掉。
导轨油应有良好的油性和油膜强度,以防止(或减少)导轨表面产生边界摩擦和过多的金属接触。
3、良好的抗氧性和防锈性导轨油粘附在导轨上,因经常接触空气和水蒸气,会腐蚀导轨表面,因此,导轨油必须加入抗氧剂和防锈剂,使导轨油具有良好的抗氧性和防锈性。
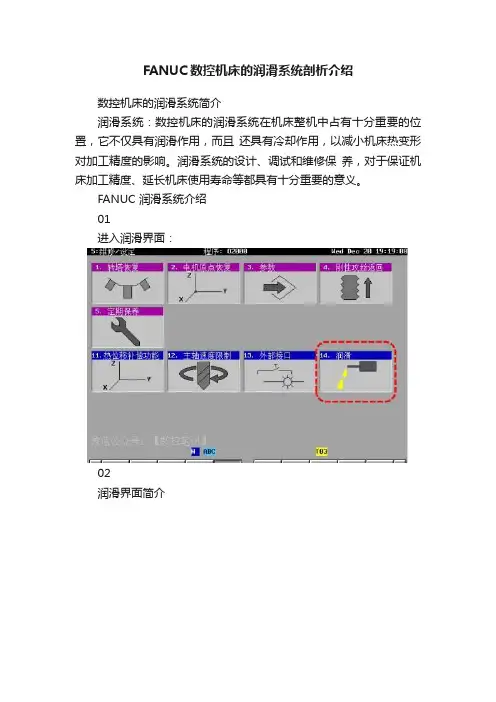
FANUC数控机床的润滑系统剖析介绍数控机床的润滑系统简介润滑系统:数控机床的润滑系统在机床整机中占有十分重要的位置,它不仅具有润滑作用,而且还具有冷却作用,以减小机床热变形对加工精度的影响。
润滑系统的设计、调试和维修保养,对于保证机床加工精度、延长机床使用寿命等都具有十分重要的意义。
FANUC 润滑系统介绍01进入润滑界面:02润滑界面简介(a) 润滑过滤器网眼被强制驱动按下软键[开]时,仅在所设定的时间内驱动泵。
润滑油的排出次数为1次,与泵的驱动时间无关。
标准设定值为15秒,可在15~240秒的范围内设定。
(b) 润滑间隔(时间)设定从泵停止到驱动为止的时间。
标准设定值为600秒,可在120~1500秒的范围内设定。
(c) 节能控制(距离)设定从泵停止到轴累计运动的距离。
标准设定值为 60米。
03润滑系统节能控制设定为“开”时,在经过(b)中所设定的时间后,当轴停止时,不会驱动泵。
当执行轴移动操作时,驱动泵并排出润滑油。
标准设定值为关。
节能控制方法一:节能控制方法二:可通过 K参数打开/关闭,K23#4=0/1 更多K参数介绍链接:FANUC PMC-K 参数查询节能控制方法三:通过节能画面进行设定04润滑界面的隐藏隐藏润滑系统界面,只需改K34#0=1即可05润滑系统保养模式进入润滑系统保养模式,只需改K13#6=1即可;在保养模式下,按下面板【X1】按键即可实现手动打油!06润滑系统停止运行润滑系统停止运行,只需改K10#4=1即可停止屏蔽所有润滑系统装置由于润滑系统对机床精度至关重要,如果停止运行系统装置,将会记录到系统报警履历内,保修期内的机床慎重修改,你懂得~07润滑油位低如何屏蔽?润滑油位下降屏蔽,只需改K34#4=1即可屏蔽报警,由于润滑系统对机床精度至关重要,严禁长时间屏蔽报警~1>如何设定为其他值?(默认值为600秒/60米)2>如何打开隐藏的特殊功能界面?。

导轨的润滑方法《嘿,朋友!导轨润滑秘籍大公开》嘿呀,朋友们!今天咱来唠唠导轨的润滑方法,这可是个超级重要的事儿哦,就像给导轨吃了大补丸一样。
首先呢,咱得把导轨给清理干净,就像给它洗个舒舒服服的澡。
想象一下,导轨就像是一条小跑道,如果跑道上全是灰尘、杂物啥的,那跑起来能顺畅嘛!所以啊,咱得用干净的抹布或者专门的清洁工具,把导轨上的脏东西都给擦掉。
这一步可不能马虎,得认真对待,不然润滑效果可就大打折扣啦。
然后呢,就是选择合适的润滑剂啦。
这润滑剂就像是给导轨喝的饮料,得选对口味才行。
一般来说,有油质的和脂质的,就看你的导轨喜欢哪种啦。
这就好比咱人有的喜欢喝可乐,有的喜欢喝果汁一样。
可别选错了哦,不然导轨会“不高兴”的。
接下来,就是最关键的一步啦,给导轨上润滑剂!这就像是给导轨做按摩一样,得温柔、均匀地涂上去。
我跟你们说,我有一次啊,涂润滑剂的时候太着急了,一下子涂多了,结果那导轨就像抹了油的泥鳅一样,滑得不行,差点出事儿。
所以啊,咱得慢慢来,别着急。
可以用刷子或者专门的注油器,沿着导轨一点一点地涂,就像给它轻轻地挠痒痒一样。
涂完了润滑剂,可别以为就大功告成了哦。
咱还得检查检查,看看有没有遗漏的地方,或者涂得不均匀的地方。
这就像是考试完了检查试卷一样,得仔细点。
要是有没涂好的地方,赶紧补一补,可别让导轨“饿肚子”。
还有啊,这润滑也不是一劳永逸的事儿,得定期来做。
就像咱人得定期吃饭一样,导轨也得定期“吃”润滑剂。
不然时间长了,它就会变得不灵光啦。
另外啊,在润滑的时候还得注意周围的环境。
别在灰尘满天飞的地方做,不然刚涂好的润滑剂就被灰尘给弄脏了。
这就好比你刚做好的蛋糕,被一阵风吹来了好多灰尘,那还能吃嘛!总之呢,导轨的润滑方法就是这么几步,清理干净、选好润滑剂、均匀涂抹、检查遗漏、定期润滑、注意环境。
数控车床的润滑系统
发布人:山东天河数控点击次数:363 次发布时间:2012-11-12
数控车床的润滑系统在机床整机中占分重要的位置,他不仅起着润滑作用,还起着冷却作用,以减小机床热变形对加工精度的影响。
数控车床上常用的润滑方式有油脂润滑和油液润滑两种形式。
主轴支承轴承、滚珠丝杠支承轴承及低速滚动直线导轨常采用油脂润滑;高速滚动直线导轨、贴塑导轨及变速齿轮等多采用油液润滑;滚珠丝杠螺母副有采用油脂润滑的,也有采用油液润滑的。
1.油脂润滑
油脂润滑不需要润滑设备,工作可靠、不需要经常添加和更换、维护方便、但磨擦阻力大。
采用油脂润滑时,必须在结构上采取有效的密封措施,以防止冷却液或润滑油流入,而使润滑脂失去功效。
油脂润滑方式一般使用锂基等高级润滑脂。
当需要添加或更换润滑脂时,其名称和牌号可查阅机床使用说明书
2.油液润滑
数控车床的油液润滑形式一般是采用集中润滑系统。
集中润滑系统是从一个润滑油供给源把一定压力的润滑油,通过各主、次油路上的分配器,按所需的油量分配到各润滑点。
集中润滑系统的特点:定时、定量、准确、效率高,使用方便可靠,润滑剂不被重复使用、有利于提高机床寿命。
分析机床abba直线导轨的润滑功能在对于一些机床的运作部件来说,所有的工具都不是能长久使用的,要看我们是怎样去保养了。
比如说abba直线导轨在运用于机床的时候自身也是需要保养的,那么一些润滑的东西可以提高abba直线导轨的工作效率。
在机床中的时候,我们来分析abba直线导轨的润滑功能。
一.abba直线导轨的润滑Abba直线导轨是在机床上用于支撑和引导部件沿着一定的轨迹准确的运动或是起夹紧定位作用的轨道。
Abba轨道的准确度和移动精度,是会直接影响机床的加工精度。
二、导轨润滑剂的作用导轨润滑剂的作用就是使导轨尽量接近液体摩擦状态下工作,这样以减小摩擦的阻力来降低驱动功率,从而提高效率。
减少abba导轨的磨损,是为了防止导轨的腐蚀。
流动的润滑油还起到了冲洗的作用。
要避免低速重载下发生爬行现象,这样能减少振动。
降低高速时的摩擦起热,这样能减少热变形。
三、机床导轨润滑油的选择我们根据经验及数据,选用机床导轨润滑油时主要考虑下列因素。
既作液压介质又作导轨油的润滑油根据不同类型的机床导轨的需要,可选同时用作液压介质的导轨润滑油,既要满足导轨的要求,又是满足液压系统的要求。
按abba导轨滑动的速度和平均压力来选择粘度。
根据国内外机床导轨润滑实际应用来选择,在选择使用导轨润滑剂时,还可参考国内外现有机动床导轨润滑实际应用的例子来选用。
液体静压润滑导轨液体静压润滑导轨通常是可分为开式,闭式以及卸荷式三类。
所谓开式静压导轨是指导轨只设置在床身的一边,依靠运动件自重和外载荷保持运动件不从床身上分离,所以只能承受单向载荷,而且承受偏载力矩的能力比较差,适用于载荷较均匀,偏载和倾覆力矩小的水平放置的场合。
而闭式静压导轨是指导轨设置在床身的几个方向,并且在导轨的几个方向开若干个油腔,能够限制运动件从床身上分离,所以能承受正、反向载荷,承受偏载荷及颇覆力矩的能力较强,油膜刚度高,可以应用于载荷不均匀,偏载大及有正反向载荷的场合。
谈谈机床润滑油的内润滑和外润滑
机床的润滑是机床保养中的最重要的方面之一。
机床的润滑可以分为内润滑和外润滑,相应的,机床润滑油也分为内润滑油和外润滑油。
内润滑是指机床的箱体内部相关部件的润滑。
如主轴箱、进给箱、溜板箱这些地方都是内循环的形式润滑,循环是靠白线油泵来完成的,每次加够一定量的油、就不需要去维护了只需要观察上油状况就可以了。
一般内润滑油六个月更换一次就可以了,因为它是内循环,和外界隔绝所以不容易受到外界的污染,也就不用更换那么频繁了,但是有特殊要求的机床还是要换的勤一点,一般3个月左右就需要更换机床润滑油。
机床润滑油的外润滑是指外部可以看到的部位的润滑。
有的机床用油润滑,有的机床用切削液,这要根据加工要求来定。
外润滑润滑的部位有:导轨、刀架、卡盘、尾座,最主要的地方就是润滑刀具和加工工件的接触面,如果这个面润滑不好的话会影响到工件加工的效率、光洁度,也会影响到机床刀具的使用寿命,间接的增加了工件的加工成本。
机床润滑油对机床非常重要,内润滑油选取或使用不当,会导致机床损坏降低机床的使用寿命;外润滑油选取或使用不当,则会影响机床的加工质量,同时也会降低机床的使用寿命。
车床润滑方案导言车床是一种常用的机械加工设备,用于制造各种金属和非金属工件。
在车床运行过程中,润滑是非常重要的,它能够减少摩擦、降低能耗、延长机器寿命并提高加工质量。
因此,设计一个合适的车床润滑方案对于保障车床正常工作和提高生产效率至关重要。
润滑机理在理解车床润滑方案之前,我们需要了解润滑的基本原理。
润滑的作用主要有两个方面:减少摩擦和冷却。
通过在摩擦表面之间形成一层润滑膜,润滑油能够减少金属与金属之间的接触,从而降低摩擦系数。
此外,润滑油还能吸收和储存热量,有效地冷却车床运转中的摩擦表面。
车床润滑方案1. 切削液切削液是车床润滑方案中的重要组成部分。
切削液不仅能够提供润滑效果,还可以冷却切削过程中的摩擦表面。
切削液的种类有很多,常见的有水溶性切削液、全合成切削液和半合成切削液等。
选择合适的切削液需要考虑车床加工工艺、切削材料和加工条件等因素。
2. 润滑油除了切削液,车床润滑方案中常常需要使用润滑油来润滑和冷却车床的其他运动部件,如主轴、导轨和滑块等。
润滑油的选择需要考虑温度、负荷和速度等因素。
不同的运动部件可能需要不同类型的润滑油,因此在选择润滑油时需要参考制造商的建议。
3. 润滑系统润滑系统是车床润滑方案中的一个重要组成部分。
润滑系统可以确保润滑油和切削液能够快速、准确地输送到需要润滑的部位。
常见的润滑系统包括循环润滑系统和滴润滑系统。
循环润滑系统适用于需要大量润滑的部位,能够连续、全面地润滑车床各个部件。
滴润滑系统主要适用于需要点润滑的部位,可以精确地将润滑油和切削液送到需要润滑的位置。
4. 定期维护定期维护是保障车床润滑方案有效的关键。
定期更换切削液和润滑油,清洗润滑系统和润滑部件,检查润滑系统,保持润滑系统正常运行,都是车床润滑方案中的必要步骤。
定期维护除了可以延长润滑剂的使用寿命,还可以减少机器故障和损耗,提高车床的生产效率和使用寿命。
结论车床润滑方案对于车床的正常运行和生产效率起着至关重要的作用。
机床加工过程中的润滑技术机床加工是工业生产中不可或缺的一个环节。
为了保证机床加工工艺的顺利进行和提高生产效率,润滑技术成为了至关重要的一部分。
本文将重点探讨机床加工过程中的润滑技术及其应用。
1. 润滑技术的基本原理润滑技术的基本原理是通过在机床加工过程中引入合适的润滑剂,减少机床部件之间的摩擦和磨损,降低能源损耗,延长设备的使用寿命。
润滑剂可以分为干润滑和液体润滑两种类型。
干润滑主要通过加入固体润滑剂,如石墨或涂层,降低摩擦系数。
液体润滑则通过在机床各部件表面形成一层稠密的润滑膜,减少摩擦和磨损。
2. 润滑技术在机床加工中的应用2.1 主轴轴承润滑主轴轴承是机床加工过程中常见的一个部件。
为了确保主轴的正常运转和延长轴承寿命,适当的润滑是必要的。
通常采用油润滑和脂润滑两种方式。
油润滑适用于高速高温工况,能够提供更好的冷却和润滑效果;脂润滑则适用于低速大负荷工况,能够提供更好的密封和抗污染能力。
2.2 导轨润滑机床的导轨是保证机床精度的关键部件之一。
为了减少导轨与滑块之间的摩擦,保证加工精度,采用液体润滑的方式是常见的选择。
常用的润滑剂有润滑油和导轨脂。
润滑油具有良好的润滑性和流动性,能够迅速到达润滑点;导轨脂则具有较好的粘附性和抗冲击性,能够在加工过程中稳定地润滑导轨。
2.3 传动装置润滑机床的传动装置如齿轮、滚珠丝杠等都需要进行适当的润滑,以减少摩擦和磨损。
常用的润滑方法有油浸润滑和液体润滑。
油浸润滑适用于齿轮、链条等传动装置,能够迅速形成润滑膜,减少摩擦损失;液体润滑适用于高速滚珠丝杠等传动装置,能够提供较好的冷却和润滑效果。
3. 润滑技术的发展趋势随着机床加工工艺的不断发展,润滑技术也在不断进步。
未来的润滑技术将会更加环保和高效。
例如,采用纳米润滑剂可以提高润滑效果和耐磨性,减少摩擦损失;采用微量润滑技术可以减少润滑剂的使用量,降低润滑成本。
总结:机床加工过程中的润滑技术对于保证加工精度、延长机床寿命和提高生产效率起着重要作用。
车床润滑方案概述车床是现代工业中常用的机械加工设备,为了确保车床的正常运转和延长使用寿命,润滑是非常重要的一项工作。
本文将介绍车床润滑的基本原理和常用的润滑方案。
润滑原理润滑的主要目的是减少机械部件之间的摩擦、磨损和热量产生,并防止因摩擦引起的噪音。
在车床中,润滑的主要作用包括:1.减少摩擦:润滑油可以在金属表面上形成一层润滑膜,减少金属之间的直接接触,从而减少摩擦。
2.冷却:润滑油能够吸收摩擦产生的热量,起到冷却的作用,防止机床因高温而导致故障。
3.清洁:润滑油能够清洗机床内部的污垢和金属屑,保持机床的清洁并防止堵塞。
润滑方案根据车床的不同零部件和润滑的要求,可以采用不同的润滑方案,一般包括以下几种:点滴润滑点滴润滑是最常见的机械润滑方式之一,适用于车床上的一些特定零部件,如轨道、丝杠等。
在点滴润滑中,润滑油通过滴管系统滴入轨道或丝杠表面,形成一层润滑膜,减少摩擦和磨损。
循环润滑循环润滑是指通过润滑系统将润滑油送入车床各个零部件的润滑点,以实现全面的润滑。
循环润滑一般适用于主轴轴承、齿轮传动等重要部件。
在循环润滑中,润滑油通过润滑泵和管路系统循环供给,同时还能进行冷却和清洁。
固态润滑固态润滑是通过在机械接触表面上加工涂层或涂覆固体润滑剂来实现的。
固态润滑具有较好的抗高温和耐久性,适用于一些高温或高速摩擦部位。
常见的固态润滑材料有石墨、涂层和陶瓷。
气体润滑气体润滑利用压缩空气将机械部件与金属之间形成气膜,阻止直接接触,以减少摩擦。
气体润滑在高转速高温的车床中常用,可防止金属热膨胀、减少损耗。
润滑油选择在车床润滑方案中,选择合适的润滑油是非常重要的。
润滑油的选择应考虑以下几个方面:1.温度范围:润滑油应在车床的工作温度范围内保持稳定性,并能适应高温或低温的工作环境。
2.粘度等级:润滑油的粘度应根据车床的要求选择,以确保润滑效果和流动性。
3.添加剂:一些润滑油中添加了抗氧化、抗磨损和清洁剂等添加剂,可以提高润滑效果和延长油的使用寿命。
车床的润滑及常规保养方法车床的润滑及常规保养方法车床的润滑要使车床保持正常运转和减少磨损,必须经常对车床的所有摩擦部分进行润滑。
车床上常用的润滑方式有以下几种:(1)浇油润滑车床外露的滑动表面,如床身导轨面,中、小滑板导轨面等,擦干净后用油壶浇油润滑。
(2)溅油润滑车床齿轮箱内的零件一般是利用齿轮的转动把润滑油飞溅到各处进行润滑。
(3)油绳润滑将毛线浸在油槽内.利用毛细管作用把油引到所需要润滑的部位,车床进给箱就是利用油绳润滑的。
(4)弹子油杯润滑尾座和中、小滑板摇手柄转动轴承处般用弹子油杯润滑。
润滑时,用油嘴把弹子揿下,滴入润滑油(5)黄油(油脂)杯润滑交换齿轮架的中间齿轮一般用黄油杯润滑。
润滑时,先在黄油杯中装满工业润滑脂。
旋转油杯盖时,润滑油就会挤人轴承套内。
(6)油泵循环润滑这种方式是依靠车床内的油泵供应充足的油量来润滑的。
1.cN6140A型卧式车床的润滑系统位置示意图。
润滑部位用数字标出,除了图中所注的②处的润滑部位用2号钙基润滑脂进行润滑外,其余部位都使用L—AN46全损耗系统用油。
换油时,先将废油放净后用干净煤油将箱体内部和油绳彻底洗净。
注入的油应该用网过滤,油面不得低于油标中心线。
刀架和中滑板丝杠用油枪加油。
尾座套筒和丝杠、螺母的润滑可用油枪每班加油一次。
由于长丝杠和光杠的转速较高.润滑条件较差,必须注意每班加油,润滑油可从轴承座上面的方腔中加人,2.车床的常规保养方法车床保养得好坏,直接影响零件的加工质量和生产效率。
为了保证车床的工作精度和延长使用寿命,必须对车床进行合理的保养。
主要内容有清洁、润滑和进行必要的调整。
当车床运转500h以后,需进行一级保养。
保养工作以操作工人为主,维修工人配台进行。
保养时,必须首先切断电源,然后进行工作,具体保养内容和要求如下:(1)外保养1)清洗机床外表及各罩盖。
要求内外清洁,无锈蚀、无油污。
2)清洗长丝杠、光杠和操纵杆。
3)检查并补齐螺钉、手柄等。