CA6140车床拨叉831008工序卡片
- 格式:doc
- 大小:580.00 KB
- 文档页数:18
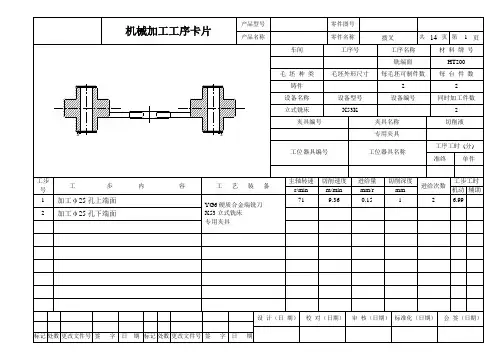
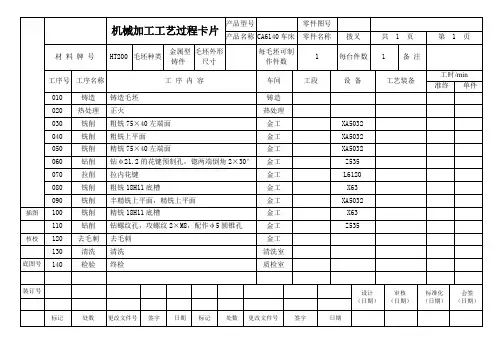
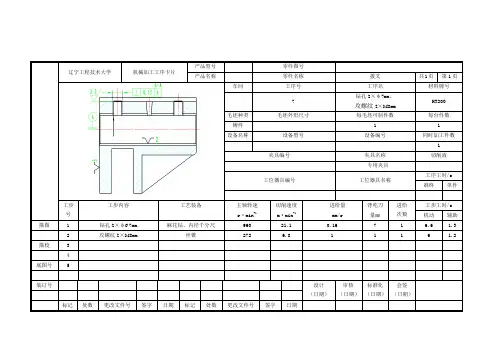
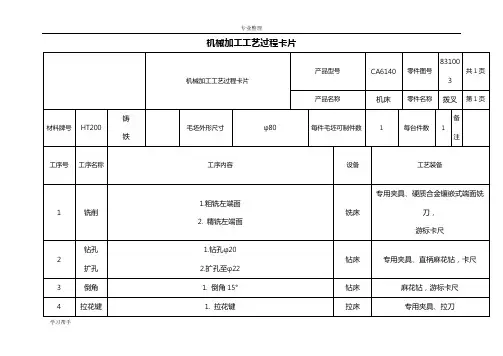
拨叉831008机械制造加工工艺卡编制人员 XXXX指导老师 X X学院 XXXXX学院学校 XXXX大学XX学机械加工工艺过程卡片产品名称及型号零件名称拨叉零件图号材料名称灰铸铁毛坯种类铸件零件质量Kg毛量第 1 页编号HT200 尺寸净重1kg 共 1 页性能≤200 每料件数每台件数每件批数工序号工序内容加工车间设备名称工艺装备名称及代号技术等级时间定额/min夹具刀具量具单件准备--终结Ⅰ粗铣、半精铣φ20端面、φ42端面机加工X52K 专用夹具YG6硬质合金端面铣刀游标卡尺IT12Ⅱ粗铣、半精铣φ20底面、φ42底面机加工X52K 专用夹具YG6硬质合金端面铣刀游标卡尺IT12Ⅲ钻、扩两孔φ11机加工Z3025 专用夹具麻花钻内径百分表IT7Ⅳ半精镗孔φ28机加工T611 专用夹具镗刀块内径百分表IT11Ⅴ拉键槽机加工L6120 专用夹具键槽拉刀游标卡尺IT7 Ⅵ切断机加工X52K 专用夹具锯片铣刀游标卡尺IT12 Ⅶ去毛刺Ⅷ终检更改内容编制鲁亚迪抄写核对审核批准XX XX大学机械加工工序卡片产品名称及型号零件名称零件图号第 1 页拨叉共 8 页车间工序名称工序号材料牌号机加工ⅠHT200同时加工件数每料件数技术等级力学性能IT12 ≤200设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ20、Φ42端面X52K 900 113.04 1.2 0.2 1 0.62 半精铣Φ20、Φ42端面X52K 900 113.04 0.8 0.2 1 0.6更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 2 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅡHT200同时加工件数每料件数技术等级力学性能IT12 ≤200设备名称设备型号设备编号工作液立式铣床X52K夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 粗铣Φ20、Φ42底面X52K 900 113.04 1.2 0.2 1 0.62 半精铣Φ20、Φ42底面X52K 900 113.04 0.8 0.2 10.6更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 3 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅢHT200同时加工件数每料件数技术等级力学性能IT7 ≤200设备名称设备型号设备编号工作液摇臂钻床Z3025夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 钻孔Φ10 Z3025 800 25 5 0.2 1 0.192 扩孔Φ11 Z3025 800 25 0.5 0.8 1 0.05更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 4 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅣHT200同时加工件数每料件数技术等级力学性能IT11 ≤200设备名称设备型号设备编号工作液镗床T611夹具名称夹具编号单件时间min准备—终结时间/min通用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 半精镗孔Φ28 T611 560 49 1.6 0.3 1 0.1更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 5 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅤHT200同时加工件数每料件数技术等级力学性能IT7 ≤200设备名称设备型号设备编号工作液拉床L6120夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 拉键槽3×2 L6120 500 4.7 2 0.15 1 0.41更改内容编制鲁亚迪抄写核对审核批准机械加工工艺过程卡片产品名称及型号零件名称零件图号第 6 页拨叉共 8页车间工序名称工序号材料牌号机加工ⅥHT200同时加工件数每料件数技术等级力学性能IT11 ≤200设备名称设备型号设备编号工作液拉床L6120夹具名称夹具编号单件时间min准备—终结时间/min专用夹具工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 两件切开X52K 900 56 9 0.1 1 0.57 更改内容机械加工工艺过程卡片产品名称及型号零件名称零件图号第 7 页拨叉共 8页车间工序名称工序号材料牌号去毛刺ⅦHT200同时加工件数每料件数技术等级力学性能≤200设备名称设备型号设备编号工作液夹具名称夹具编号单件时间min准备—终结时间/min工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 去毛刺更改内容编制鲁亚迪抄写核对审核批准实用文档机械加工工艺过程卡片产品名称及型号零件名称零件图号第 8 页拨叉共 8页车间工序名称工序号材料牌号机加工终检ⅧHT200同时加工件数每料件数技术等级力学性能≤200设备名称设备型号设备编号工作液夹具名称夹具编号单件时间min准备—终结时间/min工步号工步内容工艺装备主轴转速r/min切削速度m/mim背吃刀量mm进给量mm/r进给次数时间定额机动辅助1 终检更改内容编制鲁亚迪抄写核对审核批准。
机械制造工艺学课程设计说明书设计题目:设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)设计者指导教师张永丹刘学斌天津工程师范学院机制0202班2006年1月3日天津工程师范学院机械制造工艺学课程设计说明书题目设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)内容 1.零件图一张 2.毛坯图一张3.机械制造加工工艺过程综合卡片一张4.结构设计装配图一张5.结构设计零件图一张6.课程设计说明书一份前言通过机床工艺及夹具设计,汇总所学专业知识如一体(如《公差于配合》、《机械零件设计》、《金属切削机床》、《机械制造工艺》等)。
让我们对所学的专业课得以巩固、复习及实用,在理论与实践上有机结合;使我们对各科的作用更加深刻的熟悉与理解,并为以后的实际工作奠定坚实的基础!在些次设计中我们主要是设计CA6140拨叉的铣床夹具。
在此次课程设计过程中,我小组成员齐心协力、共同努力完成了此项设计。
在此期间查阅了大量的书籍,并且得到了有关老师的指点,尤其是教务处张永丹老师,我系刘学斌老师的大力帮助,在此表示感谢!机制0202班第G小组2006年1月15日一.设计的目的:机械制造工艺学课程设计,是在学完机械制造工艺学及夹具设计原理课程,经过生产实习取得感性知识后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。
同时,也为以后搞好毕业设计打下良好基础。
通过课程设计达到以下目的:1、能熟练的运用机械制造工艺学的基本理论和夹具设计原理的知识,正确地解决一个零件在加工中的定位,夹紧以及合理制订工艺规程等问题的方法,培养学生分析问题和解决问题的能力。
2、通过对零件某道工序的夹具设计,学会工艺装备设计的一般方法。
通过学生亲手设计夹具(或量具)的训练,提高结构设计的能力。
3、课程设计过程也是理论联系实际的过程,并学会使用手册、查询相关资料等,增强学生解决工程实际问题的独立工作能力。

机械制造工艺学课程设计拔叉831007工艺卡片和说明书23456789101112131415成都理工大学机械制造工艺学课程设计——车床CA6140拨叉831007班级 2010级数控三班学生高手学号 22010510503XX指导老师 XXXXXXXXXXXXXX2012年4月22日机械制造工艺学课程设计任务书题目:设计“拨叉831007”零件的机械加工工艺规程及工艺装备(年产量5000件)内容:1.零件图 1张2.毛坯图 1张3.机械加工工艺过程综合卡片 1张4.夹具设计装配图 1张5.课程设计说明书 1份目录序言 (21)1、零件的分析 (22)1.1零件的作用 (22)1.2零件的工艺分析 (22)1.3位置要求: (22)2、工艺规程设计 (22)2.1确定毛坯的制造形式 (22)2.2基面的选择 (23)2.2.1 粗基准的选择: (23)2.2.2 精基准的选择: (23)2.3制定工艺路线 (23)2.3.1 工艺路线方案一: (23)2.3.2 工艺路线方案二 (23)2.3.3 工艺方案的比较与分析 (24)2.4机械加工余量、工序尺寸及公差的确定:253、确定切削用量及基本工时 (26)工序Ⅰ以毛坯底边为基准,钻Ф20MM孔,扩孔至Ф21.8MM261.加工条件 (26)2.计算切削用量 (26)工序Ⅱ以底端面为基准,铣Ф40MM上端面,保证其尺寸要求及粗糙度 (27)1.加工条件 (27)2.计算切削用量 (27)工序Ⅲ以Ф40为精基准,镗Ф55+0.50MM,镗Ф73+0.50MM 保证其尺寸和粗糙度 (27)1.加工条件 (27)2.计算切削用量 (28)3. 计算基本工时 (28)工序Ⅳ粗镗、半精镗、精镗Ф55MM孔至图样尺寸281.加工条件 (28)2.计算切削用量 (29)工序Ⅳ以孔Φ40为精基准,钻孔至Φ7,铰孔至Φ8确保孔内粗糙度为1.6 (29)1.加工条件 (29)2.计算切削用量 (29)3.计算切削基本工时 (29)工序Ⅵ以φ40上端面为精基准,攻M8螺纹301.加工条件 (30)2.切削用量 (30)3.计算切削基本工时 (31)工序Ⅶ倒角,4×R5MM (31)工序Ⅷ以Φ22MM孔为精基准,将两件两件铣断,铣断量为4,使其粗糙度为6.3 (31)1.加工条件 (31)2.计算切削用量 (31)3.计算切削基本工时 (31)4、夹具设计 (31)4.1问题的提出 (32)4.2夹具设计 (32)4.2.1定位基准选择 (32)4.2.2切削力及夹紧力计算 (32)4.2.3具体夹具的装配图见附图 (33)4.2.4夹具设计及操作的简要说明 (33)设计总结 (33)参考文献: (34)序言课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们大学生活中占有重要的地位。