筒体制造工序过程卡
- 格式:doc
- 大小:50.00 KB
- 文档页数:2

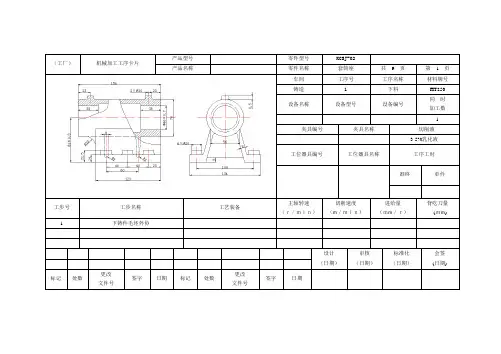
(工厂)机械加工工序卡片产品型号零件型号KCSJ-02产品名称零件名称套筒座共9 页第 1 页车间工序号工序名称材料牌号铸造1下料HT250设备名称设备型号设备编号同时加工数1夹具编号夹具名称切削液3-5%乳化液工位器具编号工位器具名称工序工时准终单件工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)1 下铸件毛坯外协设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(工厂) 机械加工工序卡片产品型号 零件型号 KCSJ-02产品名称零件名称 套筒座 共 9 页 第 2 页车间 工序号 工序名称 材料牌号 机加工 2 粗铣底面A HT250 设备名称 设备型号 设备编号同 时 加工数 立式铣床X5020A1夹具编号 夹具名称 切削液 001 专用铣夹具 3-5%乳化液 工位器具编号工位器具名称工序工时准终 单件6.48 工步号 工步名称工艺装备主轴转速 (r/min)切削速度 (m /min)进给量 (mm /r)背吃刀量 (mm ) 1 粗铣底面A 保证尺寸mm 035.082- 专用铣夹具,高速钢端面圆柱铣刀Ф60,0-150mm 游标卡尺184 34.6 0.3 2 2 半精铣底面A 至mm 022.05.80- 专用夹具、硬质合金端面铣刀Ф40、0-150mm 游标卡尺106.1 40 0.2 1.5 3 精铣底面A 至mm 02.080±专用夹具、硬质合金端面铣刀、0-150mm 游标卡尺 260.1 490.12 0.5 设计 (日期)审核 (日期)标准化 (日期)会签 (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(工厂) 机械加工工序卡片产品型号 零件型号 KCSJ-02产品名称零件名称 套筒座 共 9 页 第 3 页车间 工序号 工序名称 材料牌号 机加工 3 粗镗右支承孔E HT250 设备名称 设备型号 设备编号同 时 加工数 卧式镗床T6181夹具编号 夹具名称 切削液 002 专用镗夹具 3-5%乳化液 工位器具编号工位器具名称工序工时准终 单件3.014 工步号 工步名称工艺装备主轴转速 (r/min)切削速度 (m /min)进给量 (mm /r)背吃刀量 (mm ) 1 粗镗左右支承孔至尺寸Φmm 25.0049+专用夹具、镗刀、0-50mm 内径千分尺 238.9 30 0.5 3 2 半精镗左右支承孔至尺寸Φmm 10.007.49+专用夹具、镗刀、0-50mm 内径千分尺 286.6 36 0.4 0.7 3 精镗左右支承孔至尺寸Φ50H7mm 、倒角、去毛刺专用夹具、镗刀、0-50mm 内径千分尺、钳工191 240.3 0.3 设计 (日期)审核 (日期)标准化 (日期)会签 (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(工厂)机械加工工序卡片产品型号零件型号KCSJ-02产品名称零件名称套筒座共9 页第 4 页车间工序号工序名称材料牌号机加工4粗铣底面台阶孔平面HT250设备名称设备型号设备编号同时加工数立式铣床X5020A 1夹具编号夹具名称切削液001 专用铣夹具3-5%乳化液工位器具编号工位器具名称工序工时准终单件0.398工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)1 粗铣底面台阶孔平面专用夹具、硬质合金端面铣刀Ф40、0-150mm游标卡尺276 34.6 0.3 3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(工厂)机械加工工序卡片产品型号零件型号KCSJ-02产品名称零件名称套筒座共9 页第 5 页车间工序号工序名称材料牌号机加工 6钻扩底面孔、铰工艺孔HT250设备名称设备型号设备编号同时加工数立式钻床Z5125A 1夹具编号夹具名称切削液003 专用钻铣夹具3-5%乳化液工位器具编号工位器具名称工序工时准终单件1.266工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)1 钻6个底面孔Φ9.8mm专用夹具、麻花钻Φ9.8mm、内径千分尺877.4 27 0.45 9.82 扩4个孔至Φ10.5mm专用夹具、扩孔钻Φ10.5mm、内径千分尺327.6 10.8 0.8 0.73 扩一对工艺孔至Φ10.4mm专用夹具、扩孔钻Φ10.4mm、内径千分尺330.7 10.8 0.8 0.64 铰工艺孔至Φ10.5H7mm 专用夹具、铰刀Φ10.5mm、内径千分尺303 10 1.5 0.1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(工厂)机械加工工序卡片产品型号零件型号KCSJ-02产品名称零件名称套筒座共9 页第 6 页车间工序号工序名称材料牌号机加工7 粗铣左端面B HT250设备名称设备型号设备编号同时加工数立式铣床X5020A 1夹具编号夹具名称切削液004 专用铣夹具3-5%乳化液工位器具编号工位器具名称工序工时准终单件0.68工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)1 粗铣左端面至尺寸153mm;通用夹具、硬质合金端面铣刀Ф40、0-150mm游标卡尺110.4 34.6 0.3 3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(工厂)机械加工工序卡片产品型号零件型号KCSJ-02产品名称零件名称套筒座共9 页第7 页车间工序号工序名称材料牌号机加工8粗铣右端面C HT250设备名称设备型号设备编号同时加工数立式铣床X5020A 1夹具编号夹具名称切削液004 专用铣夹具3-5%乳化液工位器具编号工位器具名称工序工时准终单件1.08工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)1 粗铣右端面至尺寸150mm;通用夹具、硬质合金端面铣刀Ф40、0-150mm游标卡尺110.4 35 0.3 3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(工厂)机械加工工序卡片产品型号零件型号KCSJ-02产品名称零件名称套筒座共9 页第8 页车间工序号工序名称材料牌号机加工9粗铣螺纹孔面HT250设备名称设备型号设备编号同时加工数立式铣床X5020A 1夹具编号夹具名称切削液001 专用铣夹具3-5%乳化液工位器具编号工位器具名称工序工时准终单件0.656工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)1 粗铣螺纹孔面专用夹具、硬质合金端面铣刀Ф40、0-150mm游标卡尺276 34.6 0.3 3.5设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(工厂)机械加工工序卡片产品型号零件型号KCSJ-02产品名称零件名称套筒座共9 页第9 页车间工序号工序名称材料牌号机加工10钻螺纹孔、攻螺纹HT250设备名称设备型号设备编号同时加工数立式钻床Z5125A 1夹具编号夹具名称切削液003 专用钻夹具3-5%乳化液工位器具编号工位器具名称工序工时准终单件0.3工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)1 钻两螺纹孔至尺寸Φ5mm专用夹具、麻花钻、0-150mm游标卡尺1720 27 0.3 52 攻螺纹至尺寸M6专用夹具、、丝锥、0-150mm游标卡尺472.4 8.9 0.75 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。

制造工序产品名称:编制:
过程卡制造编号:审核:
制造工序过程卡
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第2页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号:共页第4页
产品名称:
编制:年月曰审核:年月日
编制:年月曰审核:年月日
产品名称:序号:共页第7页
编制:年月曰审核:年月日
制造工序过程卡
产品名称:序号:共页第8页
注:不锈钢可用等离子体切割编制:年月曰审核:年月日
序号: 共页第9页
制造工序过程卡
产品名称:
产品名称:序号:共页第10页
编制:年月曰审核:年月日
产品名称:序号:共页第11页
编制:年月曰审核:年月日
产品名称:序号:共页第12页
编制:年月曰审核:年月日
平焊管法兰一览表
编制:年月曰审核:年月日
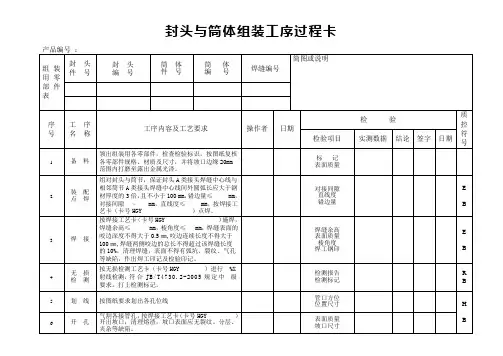
组装工序过程卡
编制:年月曰审核:年月日
接管安装焊接工序过程卡产品名称:
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
产品名称:序号:共页第页
编制:年月曰审核:年月日
压力容器外观及几何尺寸检验报告产品编号:共页第18页
产品编号: 胀管操作记录: 胀管机型号:
不锈钢产品酸洗钝化处理工艺卡。
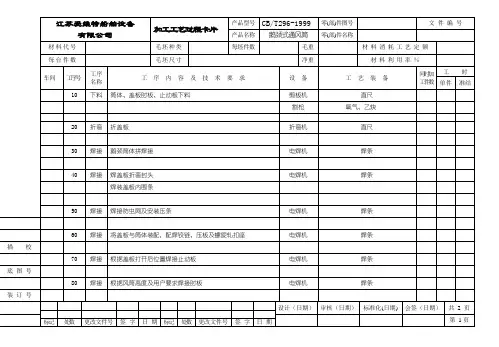
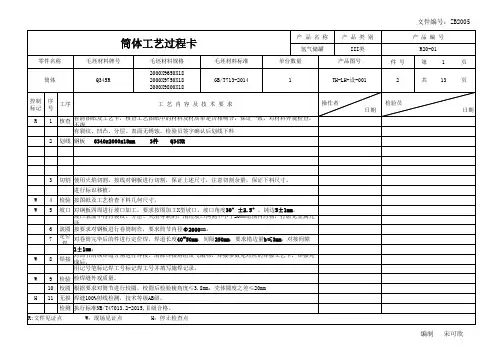
加氢反应器的筒体制造(一)筒体制造工艺简明流程图选择材料---复检材料---净化处理---矫形---划线(包括展开计算、留余量、排料)---切割加工---筒节的卷制---筒节的组对转配---焊接---热处理---无损检测(二)筒体制造工艺过程卡片1.筒节材检1)筒体用15CrMoR钢板除应满足GB6654-1996规定外,还应符合Ⅱ1572-00-JT中的有关要求;2)材料质证齐全,标记清楚。
2.喷砂喷砂清理钢板表面氧化皮3.探伤钢板逐张按JB/T4730.3-2005进行100%UT检测,Ⅰ级合格4.号料1)号筒体下料线,刨边线、检查线,L=12898㎜2)号筒体纵缝试板一对,规格600×120×101㎜5.下料按线气割下料,清除熔渣6.刨坡口按图刨筒体纵环向接头坡口,削边段坡口暂不加工7.探伤坡口进行100%MT检测,按JB/T4730.4-2005中Ⅰ级合格8.筒体成形筒体在美三辊卷板机上冷卷成形,符合图样要求9.装焊纵缝1)组装筒体纵向接头,控制对口错边量≤3㎜2)焊接详见焊接工艺说明书3)带筒体纵缝试板一对4)打磨.清理焊缝表面10.校圆1)退火执行热处理工艺说明书2)筒体在美三辊卷板机上进行校圆,检查几何尺寸,符合GB150的有关规定3)带筒体纵缝试板一对11.喷砂喷砂清理表面氧化皮12.打磨打磨、清理焊缝表面13.探伤1)焊接接头进行100%RT,按JB/T4760.2-2005中Ⅱ级合格2)焊接接头进行100%UT,按JB/T4760.3-2005中Ⅰ级合格3)焊接接头进行100%MT,按JB/T4760.2-2005中Ⅰ级合格14.加工环缝立车加工筒体与封头相焊一端削边坡口,削边尺寸应按封头实际尺寸相配加工。
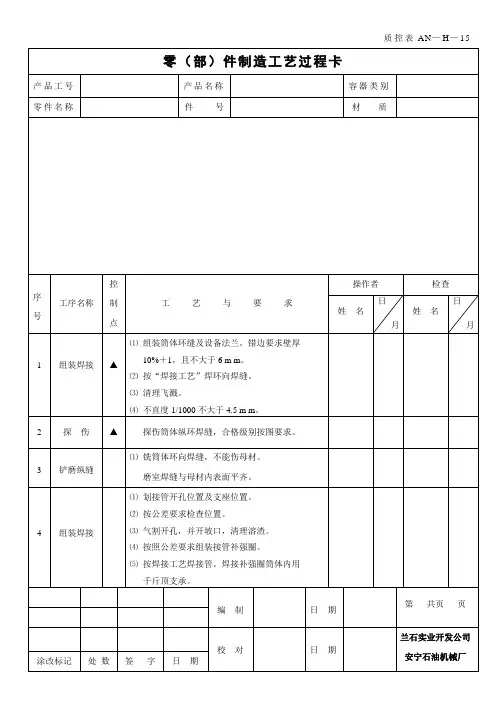
15.探伤环缝坡口进行100%MT检测,按JB/T4760.2-2005中Ⅰ级合格16.组焊环缝1)组装环缝,控制对口错边量≤3㎜2)焊接详见焊接工艺说明书3)打磨、清理焊缝表面4)按热处理工艺进行炉外消氢处理17.打磨打磨、清理焊缝表面18.探伤1)焊接接头进行100%RT,按JB/T4760.2-2005中Ⅱ级合格2)焊接接头进行100%UT,按JB/T4760.3-2005中Ⅰ级合格3)焊接接头进行100%MT,按JB/T4760.2-2005中Ⅰ级合格19.堆焊过渡层1)堆焊过渡层,详见焊接工艺说明书2)按热处理工艺进行炉外消氢处理3)打磨、清理过渡层20.探伤过渡层进行100%PT检测,按JB/T4730.5-2005中Ⅰ级合格21.堆焊筒体表层1)堆焊表层,详见焊接工艺说明书2)测铁素体数3)打磨、清理表层22.筒体探伤1)表层进行100%PT检测,按JB/T4730.5-2005中Ⅰ级合格2)堆焊层及熔合面进行100%UT,符合Ⅱ1572-00-JT中的有关要求3)堆焊层进行厚度检测,符合图纸要求(三)、筒体制造工艺流程具体内容1、选择材料此加氢反应器筒体材料选择15CrMoR。
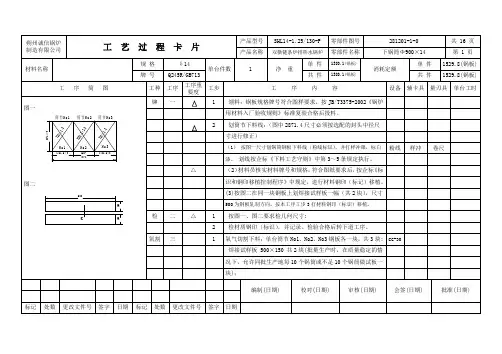
工艺过程卡(下锅筒)朔州诚信锅炉 制造有限公司工 艺 过 程 卡 片产品型号SHL14-1.25/130-P零部件图号 281201-1-0 共 16 页产品名称双横链条炉排热水锅炉零部件名称下锅筒Φ900×14 第 1 页 材料名称规 格δ14 单台件数1净 重单 件1380.1(锅板) 消耗定额单 件1529.8(锅板) 牌 号Q245R/GB713共 件1380.1(锅板)共 件1529.8(锅板) 工 序 简 图工种 工序 工序重要度工步 工 序 内 容 设备 辅卡具 量刃具 单台工时图一1421.5±31421.5±33204±2.53252.2±2.53204±2.52871.4±31527No3No2No1筒节No3筒节No2筒节No1(4370)图二1501505000-3铆 一 1领料:锅板规格牌号符合图样要求,按JB/T3375-2002《锅炉 用材料入厂验收规则》标准复验合格后投料。
2 划筒节下料线:(图中2871.4尺寸必须按选配的封头中径尺寸进行修正)(1) 按图一尺寸划锅筒钢板下料线(粉线标识),并打样冲眼,标白 粉线 样冲 卷尺漆。
划线按企标《下料工艺守则》中第3~5条规定执行。
△ (2)材料员核实材料牌号和规格,符合图纸要求后,按企标《标识和钢印移植控制程序》中规定,进行材料钢印(标记)移植。
(3)按图二在同一块钢板上划焊接试样板一幅(共2块),尺寸500为钢板轧制方向。
按本工序工步3打材料钢印(标识)移植。
检 二 △ 1 按图一、图二要求检几何尺寸:2检材质钢印(标识),并记录。
检验合格后转下道工序。
氧割三 1氧气切割下料:单台筒节No1、No2、No3钢板各一块,共3块;CG-30焊接试样板 500×150 共2块(批量生产时,在质量稳定的情况下,允许同批生产地每10个锅筒或不足10个锅筒做试板一块);编制(日期) 校对(日期) 审核(日期) 会签(日期) 批准(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期朔州诚信锅炉工艺过程卡片产品型号SHL14-1.25/130-P 零部件图号281201-1-0 共 16 页制造有限公司产品名称双横链条炉排热水锅炉零部件名称下锅筒Φ900×14 第 2 页材料名称规格δ14单台件数 1 净重单件1380.1(锅板)消耗定额单件1529.8(锅板) 牌号Q245R/GB713 共件1380.1(锅板)共件1529.8(锅板) 工序简图工种工序工序重点度工步工序内容设备辅卡具量刃具单台工时引、熄弧板 100×100 共6块;2 清除周边熔渣。
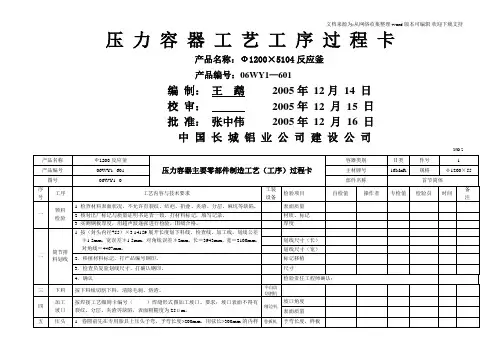
压力容器工艺工序过程卡产品名称:Ф1200×5104反应釜产品编号:06WY1—601编制:王鹉2005年12月14 日校审:2005年12 月15 日批准:张中伟2005年12 月16 日中国长城铝业公司建设公司产品名称Ф1200反应釜压力容器主要零部件制造工艺(工序)过程卡容器类别Ⅱ类件号 1产品编号06WY1--601 主材牌号16MnR 规格φ1200×55 图号06WY1--0 部件名称首节筒体序号工序工艺内容与技术要求工装设备检验项目自检值操作者专检值检验员时间备注一领料检验1.检查材料表面状况,不允许有裂纹、结疤、折叠、夹渣、分层、麻坑等缺陷。
表面质量2.核对出厂标记与质量证明书是否一致,打材料标记,填写记录。
材质、标记3.实测钢板厚度,用超声波逐张进行检验,Ⅲ级合格。
厚度二筒节排料划线1.按(封头内径+55)×展开长度划下料线、检查线、加工线,划线公差≯,宽误差≯,对角线误差≯2mm,长=3943mm,宽=2100mm,对角线=4467mm。
划线尺寸(长)划线尺寸(宽)2.移植材料标记,打产品编号钢印。
标记移植3.检查员复验划线尺寸、打确认钢印。
尺寸4.确认检验责任工程师确认:三下料按下料线切割下料,清除毛刺、熔渣。
半自动切割机四加工坡口按焊接工艺细则卡编号()焊缝形式图加工坡口。
要求:坡口表面不得有裂纹、分层、夹渣等缺陷,表面粗糙度为25μm。
刨边机坡口角度表面质量五压头卷圆1.卷圆前先在专用胎具上压头予弯,予弯长度>200mm,用弦长>300mm的内样板检查压头弧度。
卷扳机予弯长度,样板尺寸,予弯弧度2.控制进料端部与卷板机上辊外圆母线平行。
3.上辊分多次均匀下压,使焊口自然靠拢对齐,不圆度≯12mm。
不圆度六对口加产品试板停点1.控制对口错边量:δs>55时纵缝错边量≤,环缝≤7mm。
错边量2.采用埋弧自动焊时对口间隙0-1mm。
对口间隙3.清理坡口及坡口两侧20mm范围内污物,见金属光泽。