模具组立手册
- 格式:ppt
- 大小:12.83 MB
- 文档页数:75

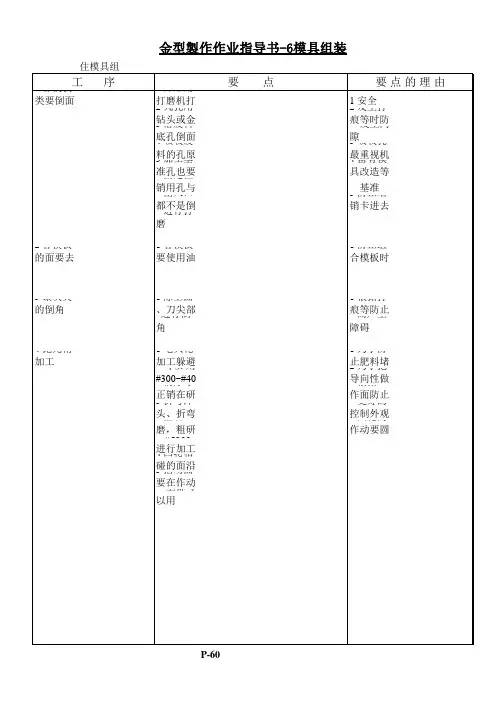
模具组立及维修手法一.模具组立篇1.模具组立前准备1-1.查阅模具蓝图及工程图面,充分了解零件结构和模具结构1-2.CHK模仁工件A.模仁到齐情况,并做退磁动作B.顶针情况.C.标准件情况.以上发现有缺件及时联络.1-3.模仁品质判定:对EDM面,判定面粗度.对模仁工件.模板进行量测,数据记录于《模具组立执行报告》中,并对模具打钢印,模仁工件用气动沙轮刻上模号/件号,模仁容易混淆时,还必须刻上料号.量测中NG工件,需及时联系核心,不要等到组立时再发现模仁NG影响交期和质量.1-4.打模抛光对模仁抛光,打模,尤其是对EDM.线割加工工件,必须打模抛光,注意抛光的方向要与产品的脱模方向一致.2.模具组立2-1.桌面5S工作桌面不留一颗螺丝.一张废纸,不留任何不必要的东西桌面必须保持干净.无油污.灰尘.2-2.干净塑模在设计中组立公差MAX为0.02mm左右,而人的发丝也有8条,若有不干净物质或其它污物掉入其中,就会影响模具的精度,为符合原设计精度,干净对于模具组立,产品质量很重要.干净=精密=质量2-3.倒角与修配模仁工件在加工成型中所利用的方法不同,工件产生的R角也不同.如:磨床研磨加工中R=2~5条放电加工中R=5~8条线割加工中R=10条以上因此,在模仁配合外都需倒角,倒角过小装不进,倒角过大产生毛头.毛边,影响质量,在组立中倒角的手法为:成品面0.3mm以下,可以倒角大一点—C0.1以上(用钻石挫刀).0.3mm配合处就需修配R角---R0.05(用纤维油石),修配中以手推就进,不推不进为最佳,不宜用铜棒敲打.在倒角中应注意:*. 模仁成型面不能倒角*. 模仁上下能翻面使用时,不能倒角*. 模仁前后左右能翻面使用时,不能倒角2-4.排气塑料填充模具时,由于注射压力.速度过大,温度过高,塑料易分解出瓦斯气体.塑料颗粒.纤维填料.结晶体等,留于模腔内,造成产品包风.烧焦.不饱模等不良的产生,并且腐蚀模仁,降低模仁的寿命.开排气的目的在于把残物和模腔内的空气排出,使烧融塑料须顺畅并全部充满模腔内.开排气中,应以最大的孔径.最短的距离.最快的速度把气体排出,排气槽的深度应根据原料的材质而定.如:h表示深度PBT: h≦0.020mm PCT: h≦0.018mmPPS: h= 0.008mm LCP: h= 0.020mm对于流速过小的产品,可利用顶出机构的间隙排出,另外在无法开排气槽的工作部位,可利用增加顶针的方法来排气,如778N3模生产的DT 001-0006-110产品,站脚因排气不良经常造成产品包风,模仁腐蚀影响质量,对此模仁站脚外增加ψ0.80的顶针改善OK.应注意事项:*最小肉厚处一定要制做排气槽*各模仁底部排气槽需与顶针相通,以利排气2-5 顶针计算切割与倒角2-5-1顶针在计算切割时要高出成品面 0.02-0.005mm2-5-2顶针视情况作倒角a.四边倒角当顶针孔为线割时,顶针因而倒角b.两边倒角当顶针孔为研磨加工时,顶针两边倒角c.三边倒角如1061N2模中1*1mm的方顶针,在装配时可倒三边,而另一边不倒,便于主体镶件向靠而成型.d.把顶针的长度.规格.数量记录于《模具组立报告》中2-6 合模2-6-1观察组立是否正确2-6-2用卡尺量测公/母模情况,防止模仁反装2-6-3用红丹靠破观察合模情况,滑块要一次组立一CAV,并确认滑动平稳,不可干涉过紧.2-6-4及时记录组立碰到的问题点,并加以改善2-6-5每互组一件模仁,需以量具检查累积厚度是否正确.3.试模3-1调整最佳成型参数并记录于《模具条件记录表》中.3-2试模OK后,量测产品尺寸,将样品及检测数据送制工评估 3-3样品课内留样3-4记录试模结果,尤其不良待改善之处.4.组模报告总结4-1对模具设计中的缺失,进行提报4-2模具需改善的地方作报告4-3成型大量生产中应注意的问题点:如1485N1模,生产中需高速.高压注射二.模具维修篇1.维修前准备1-1取得不良样品分析不良原因,确定修模内容1-2 CHK模仁备品情况,确认能否维修1-3 查阅前几次维修状况,看是否相同问题多次发生,是的改善,不是也可以给此次维修以方向.2.模具维修2-1做好修模前的5S2-2干净干净=精密为了做到干净,必须放于组模平板上维修,维修中不能戴手套.2-3拆模顺序2-3-1打开公/母模2-3-2取下滑块2-3-3拆公模底板以及模脚2-3-4拆顶出板2-3-5拆公模取Block2-3-6修公模a.拆Blockb.再NG模仁在取模仁中,不得同时把所有CAV全部拆下,应拆一个CAV修一个,并作好对比.c. 清洁模仁.模板d.开排气槽,排气槽,需导引至顶针孔e.其它维修利用磨床.研磨维修f.组立模仁每互组一件模仁需以量具检查.模仁累积厚度是否正确.2-4 维修后组立2-4-1 组立公/母模Block,并确认长.宽.高尺寸是否正确.2-4-2 组模组模后,对各模板均需擦干净,并对滑块.导柱.顶针加上黄油与顶针油.2-5 做好修模后5S3.架模试产3-1架模调机生产3-2查看产品的质量,交IPQC验测OK后填《模具维修记录》,NG 分析原因重修.4.模具维修后结案4-1填写《模具维修记录卡》4-2对领用备品登记,发现备品未达到安全库存量需提报4-3 对取下之NG模仁需交于备品管理员4-4 改模作业,需将换下的模仁.顶针.包扎标示定位放置4-5 对堵CAV或其它改善事项,填写改善报告。
模具组装作业指导书1.目的1.1便于现场修模人员维修组装作业标准化、规范化,减少失误,提高工作效率,满足生产需要2.范围本程序适用于在于本公司模具维修保养作业3.定义无4.职责4.1模具技工:熟悉模具制造技术,模具维修程序及注意事项.4.2模具师傅:负责指导、监督、检查模具维修全过程5.程序5.1依据“模具维修申请单”及“模具组立确认书”所列之异常逐一确认模具维修是否均已处理OK〈除因模具纳期关系经组内主管同意暂作保留之外〉并经模具维修负责人员逐一确认后,方可开始组立,组立前应对各部件进行保养.5.2依据记号将模仁入子逐一装入模仁(装入前应确认模仁、入子、芯子沉头处配合内角需有轻微避空倒角),并比对部品及图面有无装错.(入子装入后,沉头实装高度凹于模仁底0.01~0.02(特殊要求依实际状况确认);另模仁底面槽穴开口及顶针、作动入子孔处倒角需完善)5.3装好模仁、装上密封圈.5.3.1装上密封圈必须是OK的〈有0.7mm左右之预压量,无缺口,外径小于密封槽外径1mm左右,内径大于密封槽内径1mm左右〉,否则会造成模具漏水;装上密封圈时应在密封圈上抹上粘性黄油,以防装模时密封圈掉落.35.3.2模仁组装前小组主管需先确认各模板槽底部各孔穴处倒角是否完善,对模板有肿起先行处理(由小组主管确认).组立过程中当模仁都比较紧时,应尽量将模板平放来装模;当模板需直立装时,需注意油封掉落及入子退后的问题发生.注意: 一些较松之入子在装模时可能会退出,从而导致入子损伤甚至未被组立者发现在此时应作相应处理.5.4锁好模仁螺丝,用扳手锁紧后以1.5IB胶锤轻敲两下,不可使用加力杆,若发现有螺丝滑牙或内六角沉头损坏,应及时更换,以免造成下次拆模的麻烦.5.5装配顶针.(注意此时容易忘装回位梢弹簧.)5.5.1 装顶针前(确认回位销、弹簧孔、倒角无完善,小组主管确认),应先将顶针擦拭干凈,再喷上耐高温顶针油,以免顶针上附着的瓦斯垢堵塞了排气或造成顶针卡死,抹油时以顶针顶出行程算出顶针抹油起始位置,(如顶出行程20mm,则顶针由前端20mm处下2~5mm为抹油起始处延伸至根部)且只须喷薄薄的一层即可,以摸有油看无油为标准,以免造成部品油污.5.5.2装顶针时,先行确认顶针沉头高度配合凹入顶针板0.01~0.02mm,(新规模具顶针板沉头孔的深度以数据呈现判定)。
冲压模具组立步骤嘿,咱今儿个就来讲讲冲压模具组立那些事儿!这冲压模具啊,就好比是一个精密的大机器,要让它好好运转起来,组立这一步可太关键啦!首先呢,得把那些零部件都准备齐全咯,就像要给一个大拼图准备好所有的小块块一样。
少了一块,那可都不行哟!这些零部件可都得好好检查检查,看看有没有啥瑕疵,可不能让一个小毛病影响了整个模具的质量呀。
然后呢,就开始组装啦!这就像是搭积木,得一块一块稳稳地放上去。
先把模座放好,这就是模具的“根基”呀,可得放牢固了。
接着把那些模板啊、导柱啊什么的都慢慢装上去,每一步都得小心翼翼,不能马虎。
再说说那些螺丝吧,它们就像是把各个部分紧紧拉住的“小手”。
可别小看这些螺丝哟,得把它们拧得刚刚好,松了不行,紧了也不行,这可真是个技术活呢!就好像系鞋带,不能太松会散开,也不能太紧勒得慌。
在组立的过程中,还得时刻注意各个部件之间的配合。
这就跟跳舞一样,得两个人配合默契才能跳出好看的舞步呀。
要是有哪个地方配合不好,那模具运行起来可就不顺畅啦,说不定还会出问题呢。
还有啊,组立的时候得有耐心,不能着急。
就像绣花一样,得一针一线慢慢地来。
要是着急忙慌的,很可能就会出错,那可就得不偿失啦。
等模具组立得差不多了,还得再仔细检查检查。
这就像是考试完了要检查一遍试卷一样,看看有没有遗漏的地方,有没有没装好的地方。
只有经过这样认真的检查,才能保证模具能正常工作呀。
你想想,要是模具没组立好,那生产出来的东西能合格吗?那肯定不行呀!所以说呀,冲压模具组立这事儿可太重要啦,绝对不能马虎对待哟!咱可得把这个大机器组装得稳稳当当的,让它为我们好好工作,生产出高质量的产品来!这就是冲压模具组立的步骤,你记住了吗?。
圖1-邊繫帶
連續模的組立步驟較一般模具複雜且富變化,所以應具各種沖壓工程的組立能力,且需將各種沖壓工程合併一起運用融會貫通。
(3) 以下步驟是介紹600內槽連續模組立方法。
步驟1:確認沖壓何種零件如內槽、外槽、滑襯套-----等皆為重要尺寸,必須要和圖面相同
步驟2:核對材料表與零件圖,是否與所需之加工零件尺寸相同,如(圖3)及(圖4)所示,若標有公差之尺寸,
必須和圖面相同。
圖3-上模體
圖4-下模體
圖5-成品尺寸圖圖6-下模平面圖
圖7-上模平面圖
圖8-總成圖
圖9-材料表
(由於空間有限,固只擷取一部分作為參考)
圖10-模之間隙說明圖
步驟7:檢查剝料板和沖固板上之沖頭與沖針及引導銷間隙,是否正常。
見圖11
圖11-沖頭間隙
連續模組立技術NO: 7
共10
圖12-頂昇桿
圖13-浮昇銷
連續模組立技術NO: 8
共
圖14-檢知機構
(圖-14以滑襯套連續模作範例說明檢知機構)
圖15-檢知箱
連續模組立技術NO: 9
共
圖16-送料
圖-16以滑襯套連續模作為說明”送料”之範例
圖17-頂料
(圖-17以滑襯套連續模作為說明”頂料”之範例)
連續模組立技術NO: 10
共10
圖18-速比控控制箱
連續模組立技術最基本步驟,皆如上述所言。
谢谢欣赏。
模具組立標準規範一.依图纸清點零件1. 閱讀產品圖,熟悉模具工站排列方式及設計重點在何處看懂模具圖面。
2. 清點模具模板及零件,標准件是否到齊,對照圖面是否正確3. 線割件與標準件放置,夾板,脫料板,下模板各板零件用零件盒分開放好, 细小工件与大型工件分开装,防止人为损坏。
4. 模板相互對照加工孔位是否有偏邊現象5. 下料衝子同入子刀口配合,看配合狀況是否良好二.檢測清理模板1. 依照模板精度要求用分厘卡以模板6點測量模板是否在-0.002~+0.002以內,在水平臺上用千分表測平面度是否在0.003以內.2. 用紅砂石或合金風磨頭把脫料板避位,下模板避位,調整凿,檢測器避位尖角處倒約0.5左右C角3. 用紅砂石風磨頭倒成斜角約為120度以圓周式倒定位銷,導住孔約為1.0左右C角后換牛皮風磨頭把倒過的C角拋亮,用手摸順滑, 背脫板和脫料板,下模板導料板定位銷4mm定位銷孔正面各倒0.5左右C角4. 用尖合金風磨頭把脫料板模仁倒0.3~0.5C角,便於裝配入子過成形衝. 導料板順送料方向倒0.3左右圓角(注:切邊后第一處擋切邊誤送處不可倒角)5. 下模板浮升銷過孔,從反面倒0.3左右C角,導料板固定銷孔雙面倒05左右C角,上墊板,上模座,上蓋板,下墊板,下模座,背脫板,除落料孔與材料接觸面凡有利角處都倒0.5以左右C角.6. 夾板和下模板,上模座導套孔打粗糙,灌膠時可更強拉力7.等高套回來時,把等高套全部放在磨床上一起磨平8. 清理線割碳化物:1)夾板模仁可用600#小油石直接去除碳化物清理線割接線頭,輕輕油就可,要平放手臂保証模仁不造成喇叭口狀2)脫料板各下模板下料入子模仁用縴維油石去除碳化物清理線割接線頭,成形入子衝子模仁可用600#小油石直接去除碳化物清理線割接線頭, 輕輕油就可,要平放手臂保証模仁不造成喇叭口狀3)用1000#細砂紙配合定位銷配定位銷過孔,以用13mm小銅棒輕敲可入為准4)用800~1000#細砂包在標準推塊上配合機油推所有模板,以推的不見研磨痕跡為準5)推完模板,用去漬水清洗模板,后用氣槍吹乾凈,用無塵紙張檫乾凈,用紙隔開模板三.安裝模具零件1.檢查模具精度1)所有模具線割,研磨零件,除沖子刀口面及同沖壓材料相接觸面(脫料入子﹐下模入子,夾板入子正面)不允許倒角外其他零件倒角0.3X45,並且在600#油石或1000#砂紙上推去碳化物,輕輕推就可2)把下料入子裝入相應主板,夾板松配,脫料板和下模板用13小銅棒輕敲可入,如果不能敲入退出檢查,決不可用力敲入.3)脫料板下料入子模仁衝子入口和成形衝子入口倒03~0.5左右倒角,夾板零件和模板的配合高度在-0.05~-0.02以內,脫料板下模板零件和模板的配合高度在-0.002~+0.000以內4)三塊主板和脫料墊板清洗干凈,不能有灰塵油漬現象.安裝好下料工站入子.定位銷合好.用0.01的墊片檢查模板平面度和模板與模板之間的間隙5)用下料衝子從夾板后面往刀口試配,檢查模板精度是否良好,以順配為準.配完后把衝子取出.2.安裝導柱,導套1)在安裝導柱前,先把導柱放在冰柜里冰柜溫度在0下10度左右,放4小時以上再拿出安裝.安裝導柱是過盈配合單邊-0.0075~0.01,以用25銅棒用力敲入為準.在敲導柱時脫料板要用墊塊墊平,防止模板變形,裝完把模板清乾凈.2)把背板和脫料板鎖好,用定位銷配合另外兩主板,用0.01的墊片檢查模板之間間隙3)安裝導套時,剪圓紙墊在導套孔內,拿厭氧膠配合導套灌膠, 灌膠時轉動導套讓膠水分布均勻,外面一端滾珠導套高出導套高4)灌好導套,用C形夾夾緊模板,在夾時不可刮發模板,讓膠乾后再拆板,膠乾以6小時以上為準5)安裝外導套時,所有模板清乾凈以定位銷配合在一起,用0.01的墊片檢查模板之間間隙,之后墊板和相應模板鎖好6)安裝外導柱時,用螺絲在下模座後端鎖住裝好滾珠導套鎖上上蓋, 安裝導套時,,拿厭氧膠配合導套灌膠, 灌膠時轉動導套讓膠水分布均勻,導套不可高出上模座7) 灌好導套,可用重物體壓緊模板,讓膠乾后再拆板,膠乾以6小時以上為準3.安裝模具零件,配模板1)安裝下模線割,研磨零件,落料成形入子用18小銅棒輕敲可入,不能用力敲擊,浮升零件需順滑.用有棱角的零件檢查安裝零件是否有高出模板或低於模板.安裝導料板,並且打上相應記號.2)安裝脫料板入子, 研磨零件, 落料和壓料入子用18小銅棒輕敲可入,用下料衝子和成形衝子配合相應的過孔,以手指輕壓可過為準. 用有棱角的零件檢查安裝零件是否有高出模板或低於模板3)安裝夾板入子,所有入子和衝子都需手可直接拿起為準,壓板處低於夾板0.05~0.02,壓板側面不能有貼到衝子的現象任何衝子都需要有細小的活動量為準4)安裝完零件,配合好定位銷孔對應夾板下模板鎖上上下墊板5)用裝好入子的脫料板和下模板用導柱配合,檢查相應的避位是否到位,用0.01的墊片檢查模板之間間隙6)配合好定位銷孔鎖好背脫板和脫料板,鎖好夾板鎖衝子用的壓塊,壓塊與衝子間留0.1左右間隙,檢查成形衝子的高度和基準高度是否一致.7)脫料板鎖好背脫板配合導柱導套檢查和夾板的壓板避位是否足夠,衝子通過是否順暢,用0.01的墊片檢查模板之間間隙8)下模板和下墊板,上墊板和夾板配合定位銷安裝在上下模座上,安裝定位銷時,先把螺絲帶好不要鎖緊,打上定位銷再鎖好螺絲.9)上模裝好等高套筒墊塊用螺絲鎖好,把強力彈簧放入上模座,鎖上上蓋板,在鎖蓋板時需對角鎖螺絲,慢慢對應鎖好10)放一條和料帶差不多寬厚的紙張在落料刀口處,合上鎖好的上模至下模上,拆鬆上蓋板用手把上模向下壓,檢查模板閉合度,用0.01的墊片檢查模板之間間隙11)分開上下模,檢查衝子與刀口間隙是否良好.鎖好上蓋板.用一節衝壓材料檢查導料板過料是否順暢4.試模1.在試模階段有什麼圖檔不清楚問題可查找paper檔確認尺寸或找模具設計檢查,如是設計失誤及時提出,建議修正.2.在試模階段如果是因為產口尺寸不良所做的任何移位, 都要和模具設計商量討論,都要有詳細的記錄,不得私自修改.。
模具维修拆卸、组立作业指导书拆卸作业1.依据模具大小选定合适之工作台,把工作台整理好后,将模具吊于桌面上(较大之二、三板模具应先在合模桌面上将动、定模分开后,再分别置于工作台上拆卸).2.先行确认模具外部应有之部件有无缺损,如:定位环、浇口套、隔热板、支撑柱等.3.将动、定模分开,确认模具应有之部件有无缺损,如: 涨塞、定位销、止动螺栓、螺栓拉杆、定距拉板、拉杆弹簧、点浇口等.4.依据维修单所反映之问题点,确认模具型修部位,以确定拆卸模具哪些模具部件.注意: 1).当该组模具仅需拆卸某一侧时,应将另一侧置于工作台的另一边,并使模具朝向无人操作侧,以防自己或他人在作业过程中不小心碰伤模面.2).当两侧均需拆卸时,也需同1〉操作,待一侧拆好后再拆另一侧.5.当动模侧有滑块时,应先将动模平放于桌面上,先行拆卸滑块.1).先行确认滑块上刻号标示是否明显,且无混淆之可能;否则先作好标示后再行拆卸.2).确认压块螺丝有无缺失、断掉,若有,则应在维修时一并处理.3).拆掉滑块限位螺丝,拿下滑块.A.拿下滑块时,应用双手拿稳滑块,用力适当;且勿用力过猛,以致将滑块掉落于地上,造成滑块损伤.B.拿取滑块过程中,同时确认滑块作动状况.当滑块取出困难时可借助于胶锤或红铜棒将其敲出,或将压块螺丝松掉后,再将其拿下;分析其原因,在维修时一并处理.C.确认滑块弹簧有无缺失,各作动面有未咬伤,将滑块成品面喷上绿色防锈膜,底部擦拭干凈后,并排于”一般模仁、滑块放置架”上或工件盒内,放置时应将成品面朝向木板或盒壁,以防碰伤滑块.D.若该组模具仅需处理滑块部分,可取消C动作.则:—拆开滑块时,注意滑块螺丝有无缺失、断掉及滑块、耐磨板后面有无垫片,并有记号标示.—确认滑块入子记号标示是否明显,防呆是否确实.—作好入子记号,将较松之入子取下,放于工件盒内;对精度要求较1高之入子,应作好防锈保护.E.若该组模具之动模其它部位也需处理,则D动作可放在后续处理.6.确认模仁记号标示是否明确,否则应重新刻号并将型腔号标示于模仁上;型腔号与模仁号应以不同的符号标示,如:模仁号用A、B表示;型腔号用1,2表示.7.确认模具有无斜梢或顶出入子,若有,应先用拆卸治具将回位梢拉起5~6mm.8.将动模固定板之锁付螺丝拆掉,拿掉动模固定板及间隔块,同时确认模具应有之部件有无缺失,:如微动开关、支撑柱、辅助导柱等.注意: 多数模板之间隔块、支撑柱是锁付是在固定板上的,拆模时若无特殊必要,不必将这些螺丝拆掉,以免增加不必要的麻烦.9.拆掉顶针板锁付螺丝,拿出下顶出板,确认顶针防呆是否确实,刻号是否明显(多向定位刻号于顶针固定面,若模具有斜梢或顶出入子,应先将推杆退掉,将斜梢或入子拿下放于工件盒内,再将拆卸治具松掉后,才可将顶出板拿掉〉.拉出上顶出板的同时,需确认顶针作动状况,若有不顺,必须找出原因,待维修时一并处理.10.确认模仁螺丝有无缺失,并将螺丝拆掉,以同型号较长之螺丝两支以手转至孔底锁付于模仁对角螺丝孔上(螺丝选用为锁付后,后端行程长于模框厚度5~10mm适之),用相应大小铜棒或钢锤敲出模仁.注意: 1)敲出过程中,应用一只手罩住模仁,并使力撑住模板,以防模板被敲倒,当有两块模仁时,宜先拿掉一穴模仁的螺丝,待该穴模仁敲出后,再拆另一穴;当模仁较大时,应两人协同操作.2)敲出过程中,应随时注意较大或较松之入子可能会退后,以致跌落于模板上,摔坏入子.11.确认模具有无油封,且有无老化或破损;若有油封,应将其拿下,放于配件盒内,以防丢失.12.确认模仁入子刻号是否明显 (细小、扁平入子刻于侧面,芯子多向定位刻于固定面上;规定所有入子、芯子均需刻号),沉头方位防呆是否确实,并将较松之入子拿下,放于同一工件盒内,将不需急需处理之入子作防锈保护.13.母模拆卸步骤同公模仁.14. 拆卸完毕,将治工具放回原位,模板摆放整齐或组立起来放于”模板放置架”上将工作台整理干凈.注意:—拆卸过程中拿下的螺丝、小拉杆、弹簧等非成形配件应放在同一配件盒 内,以免遗失或组装时漏装.—拿下之各入子也应放在同一工件盒内,且不可堆积,以防碰伤入子;但需注意各模仁入子与滑块入子刻号不可重复.—有外观要求的模仁、滑块及入子应放在柜子里或连同一工件盒一起放于柜内并作好防锈保护.组立作业(新规适用)1. 依据“模具维修申请单”及“模具组立确认书” →(新规适用)所列之异常逐一确认模具型修个所均已处理OK 〈除因模具纳期关系经组内主管同意暂作保留之所〉并经组内主管逐一确认后,方可开始组立,组立前应对各部件进行保养.2. 依据记号将模仁入子逐一装入模仁(装入前应确认模仁、入子、芯子沉头处配合内角需有轻微避空倒角),并比对部品及图面有无装错.(入子装入后,沉头实装高度凹于模仁底0.01~0.02(特殊要求依实际状况确认);另模仁底面槽穴开口及顶针、作动入子孔处倒角需完善)→小组主管确认.3. 装好模仁、装上油封.a 装上油封必须是OK 的〈有0.7mm 左右之预压量,无缺口,外径小于油封槽外径1mm 左右,内径大于油封槽内径1mm 左右〉,否则会造成模具漏油;装上油封时应在油封上抹上粘性黄油,以防装模时油封掉落.b 模仁组装前小组主管需先确认各模板槽底部各孔穴处倒角是否完善,对模板有肿起先行处理(由小组主管确认).组立过程中当模仁都比较紧时,应尽量将模板平放来装模;当模板需直立装时,需注意油封掉落及入子退后的※ 以上过程中,若发现模具应有之配件缺失、损坏、老化、断掉或作动件不顺的现象,应在此时作以汇整,将信息知会组内主管或技术担当; 维修事务或技术担当应及时查实责任归属并作出处置。
模具装配操作规范一.准备组装前自检参照图纸检查大小机加有无加工失误。
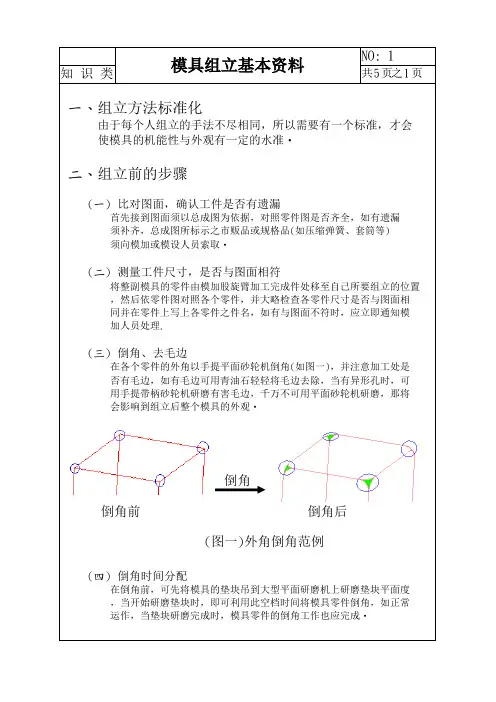
二.倒角1.滑动面的滑入R角(一般要求R5-R20,具体尺寸参照图纸);2.非工作部位的倒角:①螺销孔外围边缘部:1-3C;②形状端末边边缘部:3-5C;③基准面,外周侧:10-15C;④加强筋内侧:3-5C;⑤座面加工后的边缘部:2-3C。
三.导向类装配1.导柱、导套装配:①检查有无导柱、导套拆卸孔和排气孔;;②检查机加镗孔直径与导柱、导套是否相符,一般要求φ+0.02-0③打导柱、导套防拉脱螺栓孔(具体尺寸及规格请参照图纸);④将导柱、导套垂直敲入。
2.导板的装配:①将导板紧靠背托引出螺栓孔,并做出对应的配合标记;②将导板紧靠背托用螺栓固定(一般要求与背托间隙≤0.03mm).四.逃料1.冲孔类逃料:相应位置追加漏料孔;2.修边类逃料:一般保持刃口8-10mm厚度,以下均需逃料。
(具体要求参照有关图纸或客户所给的废料残留数来定)。
五.凹模套类装配1.参照图纸检查机加有无漏孔或做错孔;2.参照凹模套规格检查镗孔深度与之是否相符,并采取合理的补救措施;3.参照图纸用铜锤(棒)将凹模套相应位置敲入;4.做好凹模套的防转措施(销或键);六.斜锲类的装配1.先进工艺:根据机加所点的销孔及螺栓孔,参照图纸将相应规格的斜锲及吊锲一一对应固定并做好模具本体和斜锲上的对号钢印;2.落后工艺:①参照图纸先将斜锲紧挨背托用螺栓和销固定;②上压机用涂红丹的方法调节好吊锲的位置并用螺栓和销固定;③做好模具本体和斜锲、吊锲的对号钢印。
七.冲头、侧修刀块类装配1.先进工艺:根据机加所点的(冲头中心)销孔及螺栓孔,参照图纸将冲头及侧修刀块一一对应固定;2.落后工艺:先上压机根据凹模将冲头(侧修刀块)用胶固定,确定好螺栓孔;再除净胶水上压机根据凹模锁紧冲头(侧修刀块)确定好定位销孔;此时要注意保证冲头(侧修刀块)与凹模间隙均匀。
八.刃口研配1.先参照图纸检查凹凸模刃口是否存在因机加刀具直径偏大而未加工到位的地方,要及时给与修复;2.(未有特殊要求情况下)以凹模刃口为基准上压机研合凸模刃口;3.刃口研配的注意事项:①刀刃的切入量(一般要求3-8mm);②二次逃料是否加工;③刃材及刀口处是否存在横、纵及集中裂缝。
编 号10--12编 制刘小飞页 次7-2-2-1第二章第一节岗位名称经 理所属部门组立部岗位编号1直属上级分厂厂长3.工作经验:具有三年以上本岗位或相关岗位工作经验。
4.工作技能:1)简单操作CAD、UG等相关绘图软件。
2)掌握设计相关技能知识。
3)具备政策执行能力、团队协作能力、并有出众的领导才能。
14. 严纪律人,严格遵守公司规章制度,早上,中午准时带领员工上岗。
时刻维持良好的工作氛围 2. 培训经历:具有相关技能培训经历,并接受过本公司各项规章制度等方面的培训。
9. 负责组织员工工作流程、工作技能及工作安全培训。
(培训每周一次) 10. 负责各种安全操作规程的落实。
11. 负责及时通知项目经理去激光割。
12. 现场的“6S”管理。
身先士卒,率先示范,整理整顿责任区域。
包括丢在地方的一张图纸。
2. 办公室配有办公设备。
13. 组长不在岗时。
时刻准备着带领其组员做任何一组长的工作。
4)有较强的人际沟通及各部门间协调能力。
三、 工作环境 1. 模具现场。
5. 每月10号前提供本部门的绩效考核交前台及模具承包奖金交厂长。
6. 每周提供一次工作完成情况的报表递交分厂厂长。
7. 每周参加一次分厂经理会、一次公司培训课、一次分厂组织的项目会。
8. 负责本部门员工的转正审核、工资异动审核。
二、任职资格1. 教育背景:对口或相近专业大专及以上学历。
一、工作职责1. 组织召开晨会、布置当天任务、宣布政令、强调安全生产。
2. 根据项目时间节点合理安排试模机床,与外协或相关部门讨论冲床的使用。
3. 根据项目时间节点合理调配人力资源及本部门员工的加班、调休的审批。
4. 负责调配组与组间的修模工具的合理调配。
第七部分 模具组立流程第二章 组立部员工岗位说明书第一节 现场组立经理岗位说明书编 号10--12编 制刘小飞页 次7-2-2-2第二章第二节岗位名称现场工程师所属部门组立部岗位编号1直属上级组立部经理第二节 现场工程师岗位说明书4. 积极配合主管做好本部门的技术培训工作。