项目2供料站安装与调试
- 格式:pptx
- 大小:2.06 MB
- 文档页数:30
一、前言(一)课程基本信息1.课程名称:自动化生产线技术2.课程类别:专业拓展课3.课程编码: 0511584.学时: 40 学时(其中理论教学 30 学时,课内实训 10 学时)5、适应专业:机电一体化技术专业(二)课程性质本课程是机电一体化技术专业的一门专业拓展课程。
根据本课程针对的职业岗位是自动化设备与生产线的维修工、设备安装调试工、 PLC 程序设计员、电气控制系统维护技术员等岗位,具有设备技术改造、运行分析、故障检测、维修保养及编写整理技术文档等专业技能,能在生产一线从事机电和自动化控制设备的操作、调试、维护、生产组织与管理、技术服务等工作。
本课程涉及气动控制技术、传感器技术、机电控制技术、电气控制技术、 PLC 应用技术、变频调速技术、组态控制技术等多学科知识和技能,重点讲解自动生产线的安装、编程、使用、调试、维护等方面的内容,是对自动化技术的专业技能的综合和深度应用,能加深学生对机电一体化技术的理解、使学生具备解决生产中自动化生产线程序设计、维护、维修、调试及使用相关工具书的能力、团结协作与人沟通交流能力。
本课程的目的是:努力培养学生分析问题、解决问题能力;增强现代意识,培养专门人材;围绕核心技术,培养创新精神;学生掌握了自动生产线安装与调试课程后,能够从事自动生产线的安装、调试与维护;自动生产线的营销与售后服务;生产一线从事技术、技术管理、操作、维护检修及质检管理等方面工作;课程的项目教学以培养学生具有一定创新能力和创新精神、良好的发展潜力为主旨,以行业科技和社会发展的先进水平为标准。
(三)课程标准的设计思路1.课程设置的依据本课程标准根据《2022 级机电一体化技术专业人材培养方案》的目标要求制定。
自动化生产技术随著计算机技术的迅速发展取得了长足的进步,目前,自动生产线已经在国内的大中型企业中大量使用,非但提高了生产效率而且大幅度提高了产品的品质;伴有着国内劳动力成本的越来越高的现状是越来越多的年轻人不愿意从事简单重复的生产线操作,自动生产线技术的高可靠性、易管理性、低社会成本的诸多优势逐渐体现出来,可以预测未来数十年大量的创造业企业将进行庞大的自动生产线技术改造,需要大量的这方面专门人材。
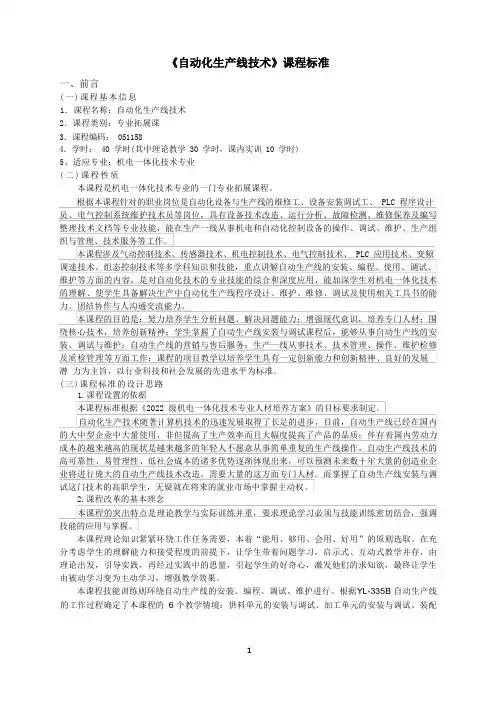
项目二供料单元控制系统实训2.1 了解供料单元的结构和工作过程供料单元的主要结构组成为:工件装料管,工件推出装置,支撑架,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
其中,机械部分结构组成如图2-1所示。
其中,管形料仓和工件推出装置用于储存工件原料,并在需要时将料仓中最下层的工件推出到出料台上。
它主要由管形料仓、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
在底座和管形料仓第4层工件位置,分别安装一个漫射式光电开关。
它们的功能是检测料仓中有无储料或储料是否足够。
若该部分机构内没有工件,则处于底层和第4层位置的两个漫射式光电接近开关均处于常态;若仅在底层起有3个工件,则底层处光电接近开关动作而第4层处光电接近开关常态,表明工件已经快用完了。
这样,料仓中有无储料或储料是否足够,就可用这两个光电接近开关的信号状态反映出来。
推料缸把工件推出到出料台上。
出料台面开有小孔,出料台下面设有一个园柱形漫射式光电接近开关,工作时向上发出光线,从而透过小孔检测是否有工件存在,以便向系统提供本单元出料台有无工件的信号。
在输送单元的控制程序中,就可以利用该信号状态来判断是否需要驱动机械手装置来抓取此工件。
2.2 相关知识点2.2.1 供料单元的气动元件1、标准双作用直线气缸标准气缸是指气缸的功能和规格是普遍使用的、结构容易制造的、制造厂通常作为通用产品供应市场的气缸。
《机电一体化系统》课程标准课程名称:机电一体化适用专业:机电技术应用一、前言(一)课程性质《机电一体化系统》是机电一体化技术三年制中职专业设置的核心课程之一,是一门高度“机电”结合的课程,将学生所学“机”与“电”的知识与技能,在微电子的控制手段下高度的“融合”,全面提升学生机电一体化知识与技能。
本课程开设一学期,教学时数为64学时,周学时4节。
(二)设计思路本课程的设计思路是:通过实践,强化理论教学,使学生掌握岗位技能。
为此,在教学中主要采取以下方式:1、理论与实践相结合将理论知识与实际应用相结合,每节课的知识点都通过实际应用案例进行讲解,分析应用环境,演示操作方法,再辅导学生练习。
2、理论与实习相结合以小组的形式进行辅导,让学生3-5人为一个学习小组,以小组为单位安排学生到公司和企业去参加实践活动。
3、教学与工程实际相结合利用学校、公司和企业资源,为学生安排岗位培训和训练,使学生的理论知识与实际应用相结合,提高了学生的学习积极性,同时也检验了学生的学习效果。
从近几届毕业生反馈的情况来看,采用以上方式,效果较好,基本上达到了实践教学的设计目的。
二、课程目标1、知识目标(1)了解机电一体化系统所代表的产品范围,分类及发展趋势。
(2)掌握模块化机电一体化产品装配、调试、维护、维修的基本理论和基本方法。
(3)掌握电气设备安装调试的应知、应能的知识和技能。
(4)使学生能够系统地学习与掌握机电一体化产品中相关技术的联系和接口关系,了解产品开发的方法。
2、能力目标(1)具有机电一体化设备拆装、调试和操作的基本技能;(2)了解机电一体化技术的系统思维体系,学会用系统的观点分析问题的能力。
(3)了解机电一体化前沿技术,学会探索性学习和终身学习的方法。
3、素质目标(1)掌握机电一体化技术行业操作规范,具有良好的职业素养;(2)通过知识教学的过程培养学生爱岗敬业与团队合作的基本素质。
三、内容标准与要求序号项目名称课程内容知识目标能力目标教学方法与手段参考学时1 项目一机电一体化概述任务一机电一体化概述任务二校内设备情况简介1、机电一体化系统的基本概念2、机电一体化系统的共性关键技术及功能构成3、机电一体化系统设计的考虑方法和设计类型4、机电一体化系统设计程序、流程、准则和规律以及现代设计方法1、机电一体化系统的共性关键技术及功能构成2、机电一体化系统设计的考虑方法和设计类型3、机电一体化系统设计程序、流程、准则和规律以及现代设计方法教学一体化62 项目二皮带输送机调速安装任务一皮带轮的安装任务二变频器认识任务三皮带输1、学会如何用变频器来实现皮带输送机按不同的速度运行1、机电一体化系统教学一体化1送的调整2、学会如何用 PLC 来实现皮带输送机按不同的速度运行的结构2、拆装皮带输送机3 项目三工件分拣任务一调试工件识别装置任务二工作的分拣1、了解工件分拣设备的工作原理2、学会编写分拣、装配、生产程序3、了解气动元件的基本知识4、学会绘制电气控制原理图1、根据工作流程编写相关的编序2、根据电气控制原理图安装电路3、根据工作过程要求编写 PLC 自动控制程序教学一体化84 项目四机械手动作任务一机械手的安装任务二机械手的动作1、学会气缸活塞的检测2、学会如何拆卸和组装机3、如何连接机械手的气路4、如何连接机械手的控制电路1、学会机械手搬运工件的动作程序的编写与调试2、掌握如何搞到机械手工作效率的方法教学一体化85 项目五供料与机械手搬动任务一料盘的安装与接线任务二供料与搬运1、根据控制要求,进行电气控制系统硬件电路设计,包括PLC硬件配置电路。
项目二工作页(已输入)一、是非题()1.供料机构是用来实现把坯料定向、适时地送到加工位置上去的自动执行机构,是实现自动化生产的基本装置之一。
()2.根据供料的间歇或者连续,又可分为间歇供料装置、连续供料方式。
其中连续供料机构多用于产品制造过程的送料、进给、分度。
()3.接线端子出厂时都卷绕成为带式结构,在与电线进行自动压接时也采用间歇供料方式。
()4.接线端子出厂时都卷绕成为带式结构,在与电线进行自动压接时也采用连续供料方式。
()5.料斗式供料装置是自动化上料方式,工人将单个工件成批地任意导入料斗后,料斗中的定向机构能将杂乱堆放的工件进行自动定向,使之按规定的方位整齐排列,并按照一定的生产节拍把工件送到机床夹具中。
()6.料斗式供料装置是自动化上料方式,工人必须将工件有序放入料斗后,料斗才能按照一定的生产节拍把工件送到机床夹具中。
()7.料台下方的物料检测传感器是漫射式光电开关。
()8.物料充足传感器是磁性开关。
()9.工件推出采用单作用气缸作为执行原件()10.标准双作用直线气缸的剖面图,活塞的往复运动均由压缩空气来推动。
()11.标准双作用直线气缸的剖面图,活塞的往复运动均由压缩空气和弹簧弹力推动。
()12.单向阀和节流阀并联而成的流量控制阀,控制气缸的运动速度。
()13.单向阀和节流阀串联而成的流量控制阀,控制气缸的运动速度,也称为速度控制阀()14.工件推出采用标准双作用气缸作为执行元件。
()15.图示料斗上料为连续供料方式。
剔除器料斗输送槽疋向机构工件上料机构料斗上料方式)16.节流阀上带有气管的快速接头, 只要将合适外径的气管往快速接头上一插就可以将管连接好了()17.电磁阀集中安装在汇流板上,集中供气、集中排气。
使用板接阀组的目的是为了便于集中安装,集成阀岛。
()18.管形料仓用于储存足够的工件原料。
()19.料仓底座位于管型料仓下方,其功能是为提高料仓的容量。
()20.料仓内物料检测传感器使用的是磁性开关。
工作任务单班级组别组长成员项目一YL-335B自动线认识实训内容1、现场认识YL-335B自动线的整体结构,包括哪些工作站?各工作站的基本结成结构?熟悉整个生产线的整体运行工艺流程。
2、现场认识YL-335B的供电系统结构,正确理解其电路原理,熟悉各个开关的控制功能。
实训报告1、简述YL-335B自动线的整体结构,各工作站的基本组成结构?2、写出整个生产线的整体运行工艺流程。
完成时间完成情况(评分)其它班级组别组长成员项目2 供料站的原理、安装与调试实训内容1. 安装机械部件;2. 安装光电传感器、金属传感器和磁性开关、电磁阀;3. 安装、调试气路;4. 根据电气原理图连接电气线路;5. 编写、下载、调试与运行程序。
实训报告1. 写出安装机械部件的方法及要点;2. 写出安装、调试光电传感器、金属传感器和磁性开关的方法及要点;3. 写出安装、调试气路的方法及要点;4. 用CAD画出供料站的电气控制线路图;5. 写出供料站的I/O分配表;6. 根据工艺流程、顺序功能图、I/O分配表编写程序;7. 写出调试供料站的过程及心得体会。
完成时间完成情况(评分)序号实训内容评价要点配分教师评分1 机械部分安装与调试安装正确、动作顺畅、紧固件无松动102 气路安装与调试气路连接正确、美观、无漏气现象、运行平稳103 电路设计电路设计符合要求104 电路接线接线正确、布线整齐美观105 程序编制及调试根据工艺要求完成程序编制和调试,运行正确。
506 职业素养与安全意识操作是否符合安全操作规程和岗位职业要求;工具摆放是否整齐;团队合作精神是否好;是否保持工位清洁,爱惜实训设备等。
10合计100其它班级组别组长成员项目3 加工站的原理、安装与调试实训内容1. 安装机械部件;2. 安装光电传感器和磁性开关、电磁阀;3. 安装、调试气路;4. 根据电气原理图连接电气线路。
5. 编写、下载、调试与运行程序。
实训报告1. 写出安装机械部件的方法及要点;2. 写出安装、调试光电传感器和磁性开关的方法及要点;3. 写出安装、调试气路的方法及要点;4. 用CAD画出加工站的电气控制线路图;5. 写出加工站的I/O分配表。

高职机电专业课特色教学与论文设计思考摘要:根据高职机电一体化专业课程设置,对以自动化生产线为核心的专业课教学进行了介绍与特点分析,以实现高职学生的高素质技能性学习和毕业论文的高质量设计。
关键词:自动化生产线;教学方法;电机与电气控制;plc;课程设计中图分类号:g712文献标识码:b文章编号:1006-5962(2013)02-0027-02高职机电一体化专业课程设置的培养目标是:面向工业企业生产现场,电气控制系统制造公司、机电设备制造公司、机电设备、电气设备、工控设备制造公司或代理公司、科技开发公司,培养适应社会需要,全面发展,适应本专业相对应职业岗位的高等技术应用性专门人才,主要岗位群定位是自动化设备安装员、自动化设备调试员、中高级维修电工等,本专业有五个主干学科:电气工程、电子工程、机械工程、计算机科学与技术、控制科学与工程,都是为了岗位需要设置的专业知识。
其中《自动化生产线安装与调试》作为一门核心专业课在第四学期进行了贯穿和综合。
1自动化生产线的课程设置机电一体化专业人才培养能力有:识图绘图能力、机电安装调试维修能力、电控系统调试检修能力、自动线调试维护能力、机电设备管理能力及机电产品营销能力等。
《自动化生产线安装与调试》前序课程有plc技术、传感器技术、电机与控制,后序课程有机床维修等。
在我们所要实现的教学目标中知识目标涉及到:机械手工作原理、握机械手控制原理、机械手气动原理、熟悉安全操作规程;能力目标有:对已安装的机械手机械部件进行测量;对机械手的气路进行基本调试;根据故障现象判断故障部位;检查分析、找到故障点并分析解决故障;遵守安全操作规程;素质目标有严谨的职业态度、规范的操作习惯、创新精神、团结协作精神、自主学习精神及沟通能力。
此核心课程以项目驱动教学开展课程教学,提升学生的职业能力,以具体自动化生产线为载体,融合认知、安装、调试和检测等内容,实现教、学、做、评一体化教学,突出课程的职业性、实践性和开放性。
自动化生产线的安装与调试内江职业技术学院智慧树知到答案2024年第一章测试1.供料单元是生产线的单元。
()A:两端 B:中间 C:起始 D:最末答案:C2.在自动生产线中,电磁阀是直接用于控制动作。
()A:传送带 B:机械手 C:气缸 D:按钮答案:C3.3YL-335B自动生产线空气压力要求为 MPa。
()A:0.8 B:0.5 C:0.6 D:0.7答案:C4.YL335B生产线人机接口设备采用。
()A:普通电脑 B:遥控器 C:手机 D:HMI答案:D5.自动化生产线集合了等技术。
()A:机械 B:传感 C:控制 D:人机接口答案:ABCD6.YL-335B型自动化生产线主要涉及哪些关键技术?()A:自动检测技术 B:PLC控制技术 C:液压控制技术 D:电机驱动技术答案:ABD7.我国制造业当前面临这哪些考验()A:基础能力薄弱 B:人口红利消失 C:自主创新能力不强 D:资源利用率偏低答案:ABCD8.我国制造业面临的外部挑战有哪些?()A:自主创新能力不强 B:新兴发展中国家追赶竞争 C:资源利用率偏低 D:发达国家再工业化答案:BD9.《中国制造2025》的印发日期是?()A:2015年5月 B:2012年3月 C:2014年5月 D:2015年3月答案:A10.我国的制造业已经处于世界先进水平。
()A:对 B:错答案:B11.我们应该主动切合国家发展需要,做好职业生涯规划。
()A:错 B:对答案:B12.自动化生产线正往智能化化和网络化的方向发展。
()A:错 B:对答案:B13.《自动化生产线的安装与调试》是机电一体化技术、工业机器人技术专业的专业核心课程。
()A:错 B:对答案:B14.情境二供料单元的安装与调试学习包括以下哪些内容?()A:单元认知 B:工艺要求 C:硬件系统的安装与调试 D:控制系统编程与调试答案:ACD15.单元认知包括哪些内容?()A:单元组成 B:功能 C:工艺要求 D:工作过程答案:ABCD16.本课程采用的PLC为?()A:S7-200 B:FX-2N C:S7-1200 D:FX-3U答案:C17.本课程的教学方法是()A:实验法 B:任务驱动法 C:项目教学法 D:讲授法答案:C18.本课程的考核包括。
[1][单选题][3分][难度2]1、供料单元是生产线的单元。
(C)A. 两端B. 中间C. 起始D. 最末[1][单选题][3分][难度2]2、在自动生产线中,电磁阀是直接用于控制动作。
(D)A. 机械手B. 传送带C. 按钮D. 气缸[1][单选题][3分][难度3]3、3YL-335B自动生产线空气压力要求为MPa。
(B)A. 0.5B. 0.6C. 0.7D .0.8[1][单选题][3分][难度3]4、YL335B生产线人机接口设备采用。
(C)A. 手机B. 普通电脑C. HMID. 遥控器[1][多选题][3分][难度3]5、自动化生产线集合了等技术。
(ABCD)A. 传感B. 控制C. 人机接口D. 机械[1][多选题][3分][难度3]6、YL-335B型自动化生产线主要涉及哪些关键技术?(BCD)A. 液压控制技术B. 电机驱动技术C. 自动检测技术D. PLC控制技术[1][多选题][3分][难度3]7、我国制造业当前面临这哪些考验(ABCD)A. 人口红利消失B. 自主创新能力不强C. 基础能力薄弱D. 资源利用率偏低[1][多选题][3分][难度3]8、我国制造业面临的外部挑战有哪些?(AC)A. 发达国家再工业化B. 自主创新能力不强C. 新兴发展中国家追赶竞争D. 资源利用率偏低[1][单选题][3分][难度3]9、《中国制造2025》的印发日期是?(C)A. 2012年3月B. 2014年5月C. 2015年5月D. 2015年3月[1][判断题][2分][难度3]10、我国的制造业已经处于世界先进水平。
(错)[1][判断题][2分][难度3]11、我们应该主动切合国家发展需要,做好职业生涯规划。
(对)[1][判断题][2分][难度3]12、自动化生产线正往智能化化和网络化的方向发展。
(对)[1][判断题][2分][难度3]13、自动化生产线正往智能化化和网络化的方向发展。
学习领域项目1:供料站安装与调试学习情境传感器、电磁阀、气缸、气动回路、机械安装、电气接线、编程调试班级指导教师学习团队第组工作时间18学时工作目标系统启动后,若供料站的物料台上没有工件,则应把工件推到物料台上,并向系统发出物料台上有工件信号。
若供料站的料仓内没有工件或工件不足,则向系统发出报警或预警信号。
物料台上的工件被输送站机械手取出后,若系统启动信号仍然为ON,则进行下一次推出工件操作。
供料站各部件的具体工作顺序,请自行设计,但应保证推料过程的可靠性。
工作过程描述完成供料单元的机械组装(如下图所示)、气路连接、电气接线等工作,并能够按照如下控制要求实现供料单元的的控制。
本项目只考虑供料单元作为独立设备运行时的情况,单元工作的主令信号和工作状态显示信号来自PLC 旁的按钮/指示灯模块。
并且,按钮/指示灯模块上的工作方式选择开关SA 应置于“单站方式”位置。
控制要求如下:①设备上电和气源接通后,若工作单元的两个气缸均处于缩回位置,且料仓内有足够的待加工工件,则“正常工作”指示灯HL1 常亮,表示设备准备好。
否则,该指示灯以1Hz 频率闪烁。
②若设备准备好,按下启动按钮,工作单元启动,“设备运行”指示灯HL2 常亮。
启动后,若出料台上没有工件,则应把工件推到出料台上。
出料台上的工件被人工取出后,若没有停止信号,则进行下一次推出工件操作。
③若在运行中按下停止按钮,则在完成本工作周期任务后,各工作单元停止工作,HL2 指示灯熄灭。
④若在运行中料仓内工件不足,则工作单元继续工作,但“正常工作”指示灯HL1以1Hz 的频率闪烁,“设备运行”指示灯HL2 保持常亮。
若料仓内没有工件,则HL1 指示灯和HL2 指示灯均以2Hz 频率闪烁。
工作站在完成本周期任务后停止。
除非向料仓补充足够的工件,工作站不能再启动。
教学和学习资源学习资料学习软件实训设备教材、实训手册、任务书、工作单、课程网站Step7-Micro/Win V4.0编程软件自动化生产线安装与调试实训室教学组织教师指导学生分组,下发任务书与工作单,阐述本次任务,并对相关知识进行讲解指导学生制定学习计划、与学生讨论确定最终的学习和制作方案指导学生利用新学指令编程调试考核学生对本项目中指令的掌握情况,并进行归纳总结请学生分组演示自己制作的作品,并进行讲解,学生互评考核要点机械安装牢固可靠、电气接线无松动、电气图纸绘制标准、供料站动作正确无误软件的使用:上传、下载、运行、通讯设置、I/O地址分配、硬件接线、程序的编写、调试考核方式小组的自我评价、教师对小组的评价、教师对个人的评价其他说明所有团队及成员务必严格遵守任务书的时间安排进行,按时完成学习任务学习领域项目2:加工站安装与调试学习情境传感器、电磁阀、气缸、气动回路、机械安装、电气接线、编程调试班级指导教师学习团队第组工作时间12学时工作目标加工单元的功能是完成把待加工工件从物料台移送到加工区域冲压气缸的正下方;完成对工件的冲压加工,然后把加工好的工件重新送回物料台的过程。
《自动生产线应用技术》课程标准课程类型实践课程课程性质必修课程课程学分2学分课程学时58学时修读学期第4学期适用专业机电一体化技术1.课程定位与设计思路1.1课程定位本课程是机电一体化专业核心课程,单开实践课程,专业必修课程。
是在学生具备液压、气动传动及可编程控制器相关知识及实践能力的基础上,通过具体生产线的综合实训进行自动化生产线的程序设计安装与调试。
所以本课程是对先修课程的所学知识的总结和综合运用。
本课程的作用是通过工作过程系统化方式,采取项目教学方法,采取灵活多变的教学方法,从培养高级应用型人才的目标出发,结合学生毕业后的实际工作,通过具体生产线的综合实训进行自动化生产线的程序设计安装与调试,使学生具备解决生产实践中自动化生产线程序设计、维护、维修、调试、的综合能力及使用资料及相关工具书的能力、团结协作与人沟通交流能力。
前修课程为:《电机与电气控制》、《普通机床电气系统安装与维修》、《传感器与自动检测》、《机械拆装与测绘》、《液压与气压传动》《电工电子基础》、《电机与电气控制》《可编程序控制器技术应用》。
后续课程为:《毕业设计》《顶岗实习》。
1.2设计思路通过对本专业机电产品安装、调试及服务、机电设备维修工作岗位分析,根据生产线工作过程确定了本课程的教学情境为:供料单元的安装与调试、加工单元的安装与调试、装配单元的安装与调试、分拣单元的安装与调试、输送单元的安装与调试及自动生产线整体联调6个教学情境。
教学过程以学生为主、教师为辅,工学结合提高学生综合职业素养。
通过教师指导与学生自主学习,进行自动生产线的安装与调试,从而使学生职业能力的要求。
2.课程目标本课程的总体目标是培养生产、管理、服务一线需要的德、智、体、美等全面发展的,具有一定专业理论知识,能够从事各类机电设备操作、安装、维护、检修、调试等工作的高等技术应用性专门人才。
2.1知识目标(1)自动生产线的基础知识。
(2)YL-335B系列的硬件系统配置。