3.4.3成型零件的尺寸计算精品PPT课件
- 格式:pptx
- 大小:1.08 MB
- 文档页数:40
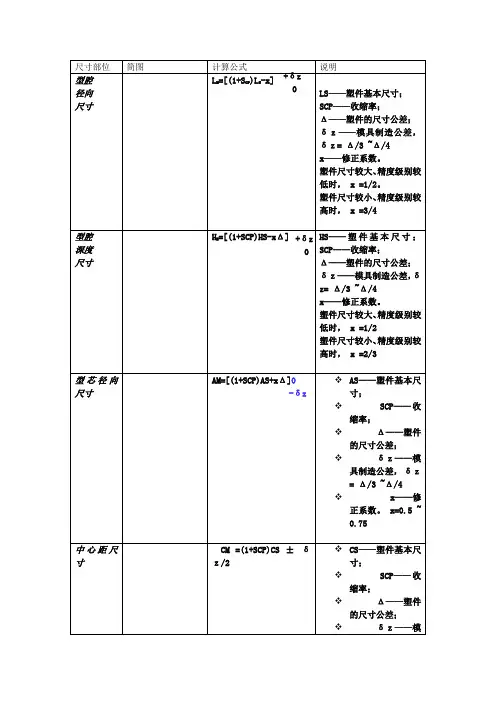
湖南工业高级技工学校教案一、成型零件的工作尺寸成型零件工作尺寸包括:※型芯和型腔的径向尺寸※型芯和型腔的深度尺寸※中心距尺寸塑件的尺寸和精度主要取决于成型零件的尺寸和精度;而成型零件的尺寸和公差必须以塑件的尺寸和精度及塑料的收缩率为依据。
1.成型零件的制造误差δz模具制造公差占塑件总公差的三分之一左右:δz=Δ/32.成型零件的磨损δ c中小型塑件模具:δc=Δ/6;大型塑件模具:δc<Δ/6;成型零件磨损的原因:※塑件脱模时的摩擦(型腔变大、型芯变小、中心距尺寸不变)※料流的冲刷※腐蚀性气体的锈蚀※模具的打磨抛光磨损量的大小取决于塑料品种、模具材料及热处理。
小批量生产时,δc取小值,甚至可以不考虑。
玻璃纤维塑料磨损大,δc应取大值。
模具材料耐磨,表面强化好,δc应取小值。
垂直于脱模方向的模具表面不考虑磨损。
平行于脱模方向的模具表面要考虑磨损。
小型塑件的模具磨损对塑件影响较大。
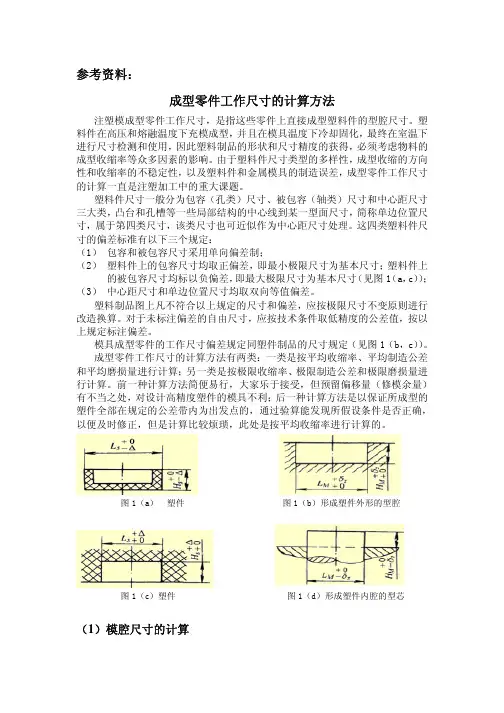
3.塑件的成型收缩δs⑴成型收缩率S:室温下塑件尺寸b与模具尺寸c的相对差值。
S =(c-b)/ c模具型腔在室温下的尺寸:c=b+S×b⑵影响塑件收缩的因素(产生偶然误差)※塑料品种※塑件特点※模具结构※成型方法及工艺条件(料筒温度、注射压力、注射速度、模具温度)⑶成型收缩偏差δs产生的原因:系统误差:计算收缩率与实际收缩的差异偶然误差:成型时工艺的波动、材料批号的改变等δs=(S max-S min) ×b对于一副已制造好的模具,δs 是引起塑件尺寸变化的主要因素 一般要求:成型收缩引起的塑件尺寸误差δs < Δ/6 4.模具的安装配合误差δj模具活动成型零件和配合间隙的变化会引起塑件尺寸的变化 5.水平飞边的波动δf压缩模飞边厚度受成型工艺条件变化的影响,从而影响塑件的高度尺寸,而压注模和注射模的飞边较小。
※塑件可能产生的最大误差δ为各种误差的总和: δ=δz +δc +δs +δj +δ f※塑件的公差Δ应大于或等于各种因素引起的积累误差之和δ,即Δ≥δ※模具制造公差δz ,模具的磨损δc 和成型收缩的波动δs 是影响塑件公差的主要因素。
