哈斯机床刀库故障恢复
- 格式:ppt
- 大小:194.50 KB
- 文档页数:2
刀库和换刀装置的故障诊断方法和维修分析摘要:本文首先数控机床刀库与换刀装置为研究对象,首先简要分析了自动换刀装置的基本形式,指出了刀库及换刀机械手在日常运作时的常见故障,并给出了具体的维修方法,望能为此领域研究有所借鉴与帮助。
关键词:刀库;换刀装置;故障诊断;维修刀库与换刀装置是为大、中型加工中心提供配套支持,且实现自动换刀与刀具储备的两部分,乃是重型加工中心、高档加工中心的重要构成。
针对刀库来讲,其主要作用就是提供储刀位置,并且能够依程式控制,合理选刀具,并准确定位,以此完成刀具交换;而换刀装置则执行交换刀具的动作。
在实际运行当中,刀库和换刀装置经常会出现各种故障,因而会影响整个生产的正常开展。
本文结合实际情况,就其故障诊断方法及维修策略作一探讨。
1.自动换刀装置的基本形式(1)带刀库所对应的自动换刀系统。
针对此系统而言,其主要由两部分构成,其一为交换机,其二是刀库与刀具。
首先将加工时所需所有刀具均安装于刀柄上,于机外预先调整其尺寸,并按照特定方式,放到刀库当中。
在进行换刀时,首先会从刀库中选刀,并借助刀具交换装置,将刀具从刀库与主轴上取出,而在刀具交换后,把新刀具装到主轴上,然后把旧刀具放回到刀库当中。
需要指出的是,用于存放刀具的刀库容量很大,其除了能够安装于主轴箱的上方,还可根据现实需要,当作单独部件,安装于机床外,借助搬运装置而完成刀具的运送。
(2)更换主轴头换刀。
如果数控机床当中安装有旋转刀具,那么对主轴头进行更换,便是一种比较简单的方式。
针对主轴头来讲,一般情况下,其有两种方式,即立式与卧式,且经常用转塔的转位对主轴头进行更换,以此来达到自动换刀的目的。
而在转塔所对应的各主轴头上,事先便安装有能够满足各工序操作需要的旋转刀具。
当换刀指令发出之后,各主轴头会按照指定顺序,旋转至加工位置,且与主轴运动相连接,主轴将刀具带动,并进行旋转,而对于其他处在非加工位置的主轴,均和主运动之间呈脱开状态。
1常见的过载报警及解决方法故障现象:某配套FAN UC-0M系统的数控立式加工中心,在加工中经常出现过载报警,报警号为434,表现形式为Z轴电动机电流过大,电动机发热,停上40mi n左右报警消失,接着再工作一阵,又出现同类报警。
分析及处理过程:经检查电气伺服系统无故障,估计是负载过重带不动造成。
为了区分是电气故障还是机械故障,将Z轴电动机拆下与机械脱开,再运行时该故障不再出现。
由此确认为机械丝杠或运动部位过紧造成。
调整Z轴丝杠防松螺母后,效果不明显,后来又调整Z轴导轨镶条,机床负载明显减轻,该故障消除。
2数控机床转台分度不良的故障维修故障现象:一台配套FA NUCOM C,型号为XH754的数控机床,转台分度后落下时错动明显,声音大。
分析及处理过程:转台分度后落下时错动明显,说明转台分度位置与鼠齿盘定位位置相差较大;如果回零时位置同时也有错动,则可调节第4轴栅格偏移量(参数0511)来解决:如果转台传动有间隙,则可调节第4轴间隙补偿(参数0538);如果机械螺距有误差,则相应调整第4轴螺补。
本例中发现转台回零后也有错动,调整0511数值后解决3刀库不停转的故障维修故障现象:一台配套FA NUC0M C系统,型号为XH754的数控机床,刀库在换刀过程中不停转动。
分析及处理过程:拿螺钉旋具将刀库伸缩电磁阀手动钮拧到刀库伸出位置,保证刀库一直处于伸出状态,复位,手动将刀库当前刀取下,停机断电,用扳手拧刀库齿轮箱方头轴,让空刀爪转到主轴位置,对正后再用螺钉旋具将电磁阀手动钮关掉,让刀库回位。
再查刀库回零开关和刀库电动机电缆正常,重新开机回零正常,MDI方式下换刀正常。
怀疑系干扰所致,将接地线处理后,故障再未出现过。
![刀库部分常见故障1[1]](https://uimg.taocdn.com/598fa330eefdc8d376ee32b5.webp)
刀库部分常见故障1.故障现象:刀库摆进摆出撞击严重。
原因分析:①单向节流阀调整的不合适或有可能坏掉;②缓冲调整的不合适;③阻尼调整不合适;④可能对中调整的不合适。
解决办法:①重新调整调速节流阀位置使其运动速度合适。
②调整缓冲使刀库到位时的缓冲合适。
③调整阻尼,使刀库到位时的速度合适。
④重新调节对中。
2.故障现象:刀库摆进摆出有时不能摆到位,到位灯不亮。
原因分析:①可能原位信号X1000.6和到位信号X1000.7在原位和主轴位状态不正常,磁开关可能由于刀库震动导致位置松动;②可能刀库对中有问题;解决办法:①在机械上进行调整,如果机械确实到位了,请调整或紧固磁开关的位置,使刀库原位和主轴位信号状态正常;②重新调整对中。
3.故障现象:摆动刀库没有动作,有时只能单方向摆动。
原因分析:①检查摆出和摆进的电磁阀线圈电压是否正常(得电时为110V),可能电磁阀不正常,可能漏气;②可能固态继电器板上的保险不正常;③可能机械上有卡住的地方。
解决办法:①更换电磁阀;②如保险损坏请更换;③机械如有卡住的地方重新进行调整。
4.故障现象:刀库摆到主轴位时发现刀柄中心与主轴锥孔不同心。
原因分析:可能机械位置有变化,需要重新调整。
解决办法:把刀库摆到换刀位,松开摆动汽缸活塞杆上的背母,旋转活塞杆,就可以改变刀库对主轴的左右方向的位置;在刀库上部靠前位置,有两个调整螺钉,松开背母,旋转两个调整螺钉,就可以改变刀库对主轴的前后方向的位置。
5.故障现象:刀库在转动过程中有报警1009,刀库计数错误。
原因分析:①可能刀库电机上是有铁屑,导致被卡住;②刀库电机及计数开关线路是否正常;③可能计数开关状态不正常,刀库停止时X1000.5应该为1,在刀库转动过程中,X1000.5变为0,再次停止时又变为1;④可能开关松动,处于临界状态。
解决办法:①把刀库电机重新装配,把铁屑进行清理;②如果开关或线损坏请更换,刀库电机损坏请更换;③重新调整计数开关的位置。
第18章学习情境十一刀库换刀异常故障诊断与维修14.1 加工中心刀库14.1.1 概述数控机床为了能在工件一次装夹中完成多种甚至所有加工工序,以缩短辅助时间和减少多次安装工件所引起的误差,必须带有自动换刀装置。
数控车床上的回转刀架就是一种简单的自动换刀装置,所不同的是在多工序数控机床出现之后,逐步发展和完善了各类回转刀具的自动换刀装置,扩大了换刀数量,从而能实现更为复杂的换刀操作。
在自动换刀数控机床上,对自动换刀装置的基本要求是:换刀时间短,刀具重复定位精度高,有足够的刀具存储量,刀库占地面积小及安全可靠等。
加工中心是为了满足产品的批量生产,通过自动更换不同的刀具在一次装夹中完成相应工序的全部加工,因此大大提高了加工效率。
加工中心是通过自动换刀系统实现刀具的自动换取的,根据刀库选取的不同,换刀系统的控制方式也不同。
刀库按其结构的不同分为斗笠式和凸轮式。
斗笠式刀库的特点是换刀过程简单,但对刀库的定位要求高,而且在换刀过程中需要轴配合其动作。
凸轮式刀库换刀过程复杂,有两个机械手配合其动作,换刀速度快。
斗笠式刀库的换刀过程需要轴的参与,而PLC是无法直接参与数控轴的控制。
14.1.2 刀具的选择方式1.刀库系统刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置,其自动换刀机构及可以储放多把刀具的刀库,改变了传统以人为主的生产方式。
藉由电脑程式的控制,可以完成各种不同的加工需求,如铣削、钻孔、镗孔、攻牙等。
大幅缩短加工时程,降低生产成本,这是刀库系统的最大特点。
数控机床所用的刀具,虽不是机床体的组成部分,但它是机床实现切削功能不可分割的部分,提高数控机床的利用率和生产效率,刀具是一个十分关键的因素,应选用适应高速切削的刀具材料和使用可转位刀片。
为使刀具在机床上迅速地定位夹紧,数控机床普遍使用标准的刀具系统。
数控车床、加工中心等带有自动换刀装置的机床所用的刀具,刀具与主轴连接部分和切削刃具部分都已标准化、系列化。
美国哈斯(HAAS)加工中心主轴故障诊断分析与排除作者:段兆刚来源:《消费电子》2012年第12期摘要:本文结合实际生产需要,针对美国哈斯VF-3数控加工中心在使用过程中主轴产生的典型故障,全面分析了故障产生的原因,系统介绍了有关的维修经验以及需要注意的事项。
关键词:加工中心;主轴系统;故障分析;振动分析中图分类号:TG659 文献标识码:A 文章编号:1674-7712 (2012) 12-0196-01VF-3加工中心是美国哈斯自动化公司生产,采用系统也是HAAS系统。
在使用过程中,不可避免的产生各种各样的故障。
现就我公司VF-3加工中心产生的主轴系统主要问题,进行汇总,以便能够在生产过程中及时解决,提供设备的利用率。
一、加工中心主轴组成及工作原理:哈斯加工中心主轴由伺服电机、主轴、拉杆、钢球、松刀气缸、齿轮变速箱、传动皮带、位置感应开关、定位编码器、电磁阀、碟形弹簧等组成。
在加工过程中,需要进行换刀,则由操作人员给机床输入换刀指令,主轴首先由定位编码器进行主轴定位,松刀电磁阀得电,气缸向下移动的一定位置(松刀位置),将拉杆钢球松开,然后换刀装置从刀库取刀,将刀具装入主轴孔内,停留一定时间(时间由内部参数设备,一般为0.2S),松刀电磁阀失电,锁紧电磁阀得电,气缸向上移动,拉杆在碟形弹簧的作用下拉杆钢球内缩,拉杆拉紧刀柄,气缸到达锁紧位置,换刀装置移离主轴。
二、典型故障诊断分析与排除(一)在加工过程中,镗孔椭圆,盘刀铣平面有明显震纹,并且有时伴有“掉刀”现象导致此类现象的因素很多,比如有以下几种:主轴孔有铁屑;感应开关失灵;刀柄拉钉松动;拉杆弹簧破损,无法拉紧刀柄。
1.用丝绸擦拭主轴锥孔和刀柄,以免可能因切屑存在导致锥孔和刀柄有间隙。
2.检查拉钉并重新拧紧,然后进行交换刀具。
此故障现象无法消除。
3.进行几次换刀,观察诊断页面中参数DRAWBAR OPEN和DRAWBAR CLOSED数据的变换情况。
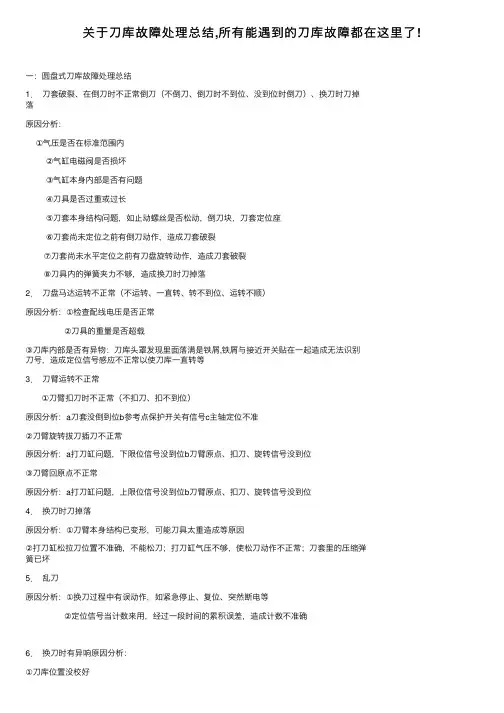
关于⼑库故障处理总结,所有能遇到的⼑库故障都在这⾥了!⼀:圆盘式⼑库故障处理总结1.⼑套破裂、在倒⼑时不正常倒⼑(不倒⼑、倒⼑时不到位、没到位时倒⼑)、换⼑时⼑掉落原因分析:①⽓压是否在标准范围内②⽓缸电磁阀是否损坏③⽓缸本⾝内部是否有问题④⼑具是否过重或过长⑤⼑套本⾝结构问题,如⽌动螺丝是否松动,倒⼑块,⼑套定位座⑥⼑套尚未定位之前有倒⼑动作,造成⼑套破裂⑦⼑套尚未⽔平定位之前有⼑盘旋转动作,造成⼑套破裂⑧⼑具内的弹簧夹⼒不够,造成换⼑时⼑掉落2.⼑盘马达运转不正常(不运转、⼀直转、转不到位、运转不顺)原因分析:①检查配线电压是否正常②⼑具的重量是否超载③⼑库内部是否有异物:⼑库头罩发现⾥⾯落满是铁屑,铁屑与接近开关贴在⼀起造成⽆法识别⼑号,造成定位信号感应不正常以使⼑库⼀直转等3.⼑臂运转不正常①⼑臂扣⼑时不正常(不扣⼑、扣不到位)原因分析:a⼑套没倒到位b参考点保护开关有信号c主轴定位不准②⼑臂旋转拔⼑插⼑不正常原因分析:a打⼑缸问题,下限位信号没到位b⼑臂原点、扣⼑、旋转信号没到位③⼑臂回原点不正常原因分析:a打⼑缸问题,上限位信号没到位b⼑臂原点、扣⼑、旋转信号没到位4.换⼑时⼑掉落原因分析:①⼑臂本⾝结构已变形,可能⼑具太重造成等原因②打⼑缸松拉⼑位置不准确,不能松⼑;打⼑缸⽓压不够,使松⼑动作不正常;⼑套⾥的压缩弹簧已坏5.乱⼑原因分析:①换⼑过程中有误动作,如紧急停⽌、复位、突然断电等②定位信号当计数来⽤,经过⼀段时间的累积误差,造成计数不准确6.换⼑时有异响原因分析:①⼑库位置没校好②换⼑参考点没调好③主轴定位没调好④⼑臂结构本⾝是否变形⼆:⽃笠汽缸式⼑库故障处理总结1.⼑库不右移原因分析:①主轴没定位②换⼑点的保护开关有信号③⼑库左、右限位没到位④⽓缸本⾝结构是否有问题⑤打⼑缸上、下限位没到位2.⼑库右移到位,主轴不松⼑原因分析:①主轴定位信号丢失②打⼑缸问题③⼑库右限位没到位3.换⼑时有异响原因分析:①⼑库位置没校好②换⼑参考点没调好③主轴定位没调好④⼑⽖结构有变形⑤⼑库左、右移时⽓压调节太⼤,反冲没调好。
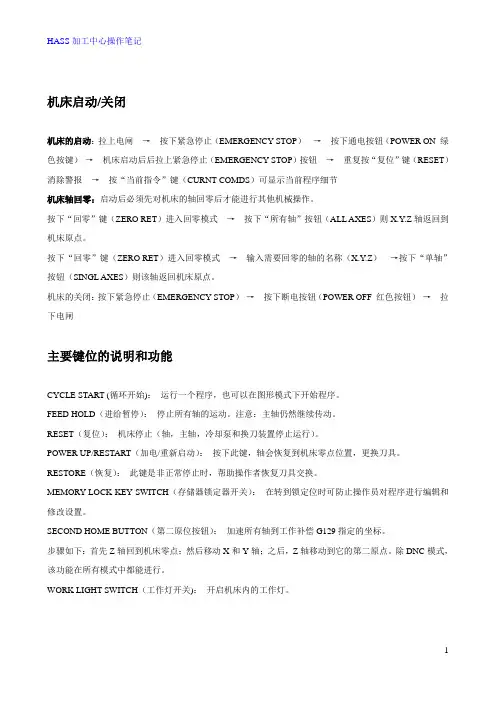
机床启动/关闭机床的启动:拉上电闸→按下紧急停止(EMERGENCY STOP)→按下通电按钮(POWER ON 绿色按键)→机床启动后后拉上紧急停止(EMERGENCY STOP)按钮→重复按“复位”键(RESET)消除警报→按“当前指令”键(CURNT COMDS)可显示当前程序细节机床轴回零:启动后必须先对机床的轴回零后才能进行其他机械操作。
按下“回零”键(ZERO RET)进入回零模式→按下“所有轴”按钮(ALL AXES)则X.Y.Z轴返回到机床原点。
按下“回零”键(ZERO RET)进入回零模式→输入需要回零的轴的名称(X.Y.Z)→按下“单轴”按钮(SINGL AXES)则该轴返回机床原点。
机床的关闭:按下紧急停止(EMERGENCY STOP)→按下断电按钮(POWER OFF 红色按钮)→拉下电闸主要键位的说明和功能CYCLE START (循环开始):运行一个程序,也可以在图形模式下开始程序。
FEED HOLD(进给暂停):停止所有轴的运动。
注意:主轴仍然继续传动。
RESET(复位):机床停止(轴,主轴,冷却泵和换刀装置停止运行)。
POWER UP/RESTART(加电/重新启动):按下此键,轴会恢复到机床零点位置,更换刀具。
RESTORE(恢复):此键是非正常停止时,帮助操作者恢复刀具交换。
MEMORY LOCK KEY SWITCH(存储器锁定器开关):在转到锁定位时可防止操作员对程序进行编辑和修改设置。
SECOND HOME BUTTON(第二原位按钮):加速所有轴到工作补偿G129指定的坐标。
步骤如下:首先Z轴回到机床零点;然后移动X和Y轴;之后,Z轴移动到它的第二原点。
除DNC模式,该功能在所有模式中都能进行。
WORK LIGHT SWITCH(工作灯开关):开启机床内的工作灯。
功能键(FUNCTION KEYS)F1-F4: 根据不同的操作模式,这些键有不同的功能。
重新刷新刀库配置
当出现刀库崩溃时,需要查看的刀库数据较多,专业性也较高。
怎样快速高效地恢复刀库呢?
下边介绍一种快捷的方法。
首先到 setup下边的 system data 里边,找到NC data 里的 NC active data。
选中 Magazine data,将 Magazin data complete 拷贝下来。
如果需要刀具信息一起拷贝,可以选下边的Tool/magazine data complete。
如果连刀具一起拷贝的话,安全起见,考虑到刀具信息的可变性,恢复后最好还是重新确认一下刀具信息。
避免不必要的撞刀。
将该文件拷贝到 Part Programs 里边,并对该文件改名,将后缀的ini文件改为 mpf 文件。
选中,执行。
刀库恢复正常了。
适用范围:此方法适用于刀库本身数据的崩溃,对因机床参数更改引起的刀库崩溃无效。
作者:Huang Qingfeng。
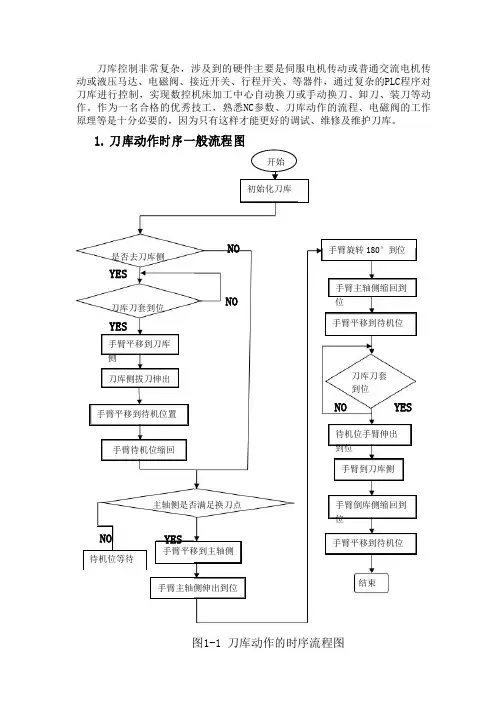
刀库控制非常复杂,涉及到的硬件主要是伺服电机传动或普通交流电机传 动或液压马达、电磁阀、接近开关、行程开关、等器件,通过复杂的PLC 程序对 刀库进行控制,实现数控机床加工中心自动换刀或手动换刀、卸刀、装刀等动 作。
作为一名合格的优秀技工,熟悉NC 参数、刀库动作的流程、电磁阀的工作 原理等是十分必要的,因为只有这样才能更好的调试、维修及维护刀库。
1. 刀库动作时序一般流程图开始是否去刀库侧YES刀库刀套到位YES侧NONO位刀库刀套 到位NO YES到位主轴侧是否满足换刀点位YES图1-1 刀库动作的时序流程图NO 待机位等待手臂平移到刀库 刀库侧拔刀伸出手臂平移到待机位置初始化刀库手臂待机位缩回手臂平移到主轴侧手臂主轴侧伸出到位 手臂旋转 180°到位 手臂主轴侧缩回到 手臂平移到待机位待机位手臂伸出 手臂到刀库侧手臂倒库侧缩回到 手臂平移到待机位结束刀库动作的一般流程如图1-1所示,熟悉刀库动作的流程对故障分析及调试有一定的指导意义,刀库动作的控制主要包括自动换刀和手动换刀,刀库的硬件并不是很复杂,那么是如何实现复杂的刀库控制呢?主要是通过PLC程序对刀库进行控制,使刀库能够安全、可靠、稳定的完成复杂控制。
2.刀库及换刀机械手的常见故障和维护刀库及换刀机械手结构较复杂,且在工作中又频繁运动,所以故障率较高。
目前机床上有60%以上的故障都与之有关。
如刀库定位伸缩不到位,刀库运动故障、定位误差过大、机械手夹持刀柄不稳定、机械手动作误差过大等。
这些故障最后都造成换刀动作卡位,整机停止工作。
因此刀库及换刀机械手的维护十分重要。
2.1 刀库及换刀机械手的维护要点(1)严禁把超重、超长的刀具装入刀库,防止在机械手换刀时掉刀或刀具与工件、夹具等发生碰撞。
(2)顺序选刀方式必须注意刀具放置在刀库中的顺序要正确,其他选刀方式也要注意所换刀具是否与所需刀具一致,防止换错刀具导致事故发生。
(3)用手动方式往刀库上装刀时,要确保装到位,装牢靠,并检查刀座上的锁紧装置是否可靠。
哈斯系统报警参数及排除方法警报编号和文字:可能的起因以及解决方法101 与电动机控制器在对电动机控制器印刷电路板和主处理器之间的通信进行自测发生通信故障试期间,主处理器没有反应,它们中有一个可能坏了。
检查电缆连接和电路板。
102 伺服系统断开说明伺服电动机断开,刀具交换装置失效,冷却剂泵断开、以及芯轴电动机停机。
因EMERGENCY STOP(紧急停机)、电动机故障、刀具交换装置问题、或电源故障造成。
103 X轴伺服误差太大X轴电动机负荷过大或速度过快。
电动机位置与指令位置之间的差异超过了参数。
伺服机构将被断开,必须RESET(复位)以重新起动。
此警报可由驱动器、电动机、或撞到机械止动器的滑动装置引起。
电动机还可能失速、断开连接。
或者是驱动器发生故障。
104 Y轴伺服误差过大与警报103相同。
105 Z轴伺服误差过大与警报103相同。
106 A轴伺服误差过大与警报103相同。
107 紧急断电EMERGENCY STOP(紧急停机)按钮被按下。
在E-STOP(紧急停机)被释放后,必须按一次RESET(复位)按钮以纠正这种情况并清除E-STOP警报。
此警报也有可能在液压平衡系统低电压时被触发。
在这种情况下,在状况得到纠正之前警报不会复位。
108 X轴伺服机构过载X轴电动机负荷过大。
如果电动机上的负荷大到超过电动机的固定负荷状态时便会出现这种情况。
这段时间可能只有几秒钟或几分钟。
发生这种情况时伺服机构将被断开。
这可能是由于撞到机械止动装置而造成的。
也可能是由于对电动机产生极高负荷的任何情况造成。
109 Y轴伺服机构过载与警报108相同。
110 Z轴伺服机构过载与警报108相同。
111 A轴伺服机构过载与警报108相同。
112 没有中断电子故障。
请与你的经销商联系。
113 转动架收回故障刀具交换装置不能完全抵达右侧。
在刀具交换装置的一次操作中,刀具进/出转动架无法抵达IN(收回)位置。
参数62和63可调节延迟。
加工中心刀库的常见故障现象及原因加工中心刀库是加工中心的重要组成部分,负责存放和管理各种刀具,保证加工过程的顺利进行。
然而,由于各种原因,刀库在使用过程中常常会出现一些故障现象。
本文将介绍常见的刀库故障现象及其原因,并提供相应的解决方法。
一、刀具损坏刀具损坏是刀库故障中最常见的问题之一。
刀具损坏可能导致加工质量下降、加工效率低下甚至无法正常加工。
刀具损坏的原因有以下几点:1.1 刀具材质不合适:刀具材质不适合加工材料,容易导致刀具损坏。
1.2 刀具磨损:长时间使用导致刀具磨损,刀具刃磨损严重时会导致刀具损坏。
1.3 刀具碰撞:刀具在存放或切削过程中发生碰撞,导致刀具损坏。
解决方法:1.1 选择合适的刀具材质:根据加工材料的硬度、切削性能等特点选择合适的刀具材质,提高刀具的耐磨性和耐冲击性。
1.2 定期更换刀具:根据刀具的使用寿命和磨损情况,及时更换刀具,避免因刀具磨损导致的刀具损坏。
1.3 加强刀具的保护措施:在存放和使用过程中,要注意避免刀具之间的碰撞,采取合适的保护措施,减少刀具的损坏。
二、刀具丢失刀具丢失是刀库故障中另一个常见问题。
刀具丢失会导致生产中断、加工效率降低等问题。
刀具丢失的原因有以下几点:2.1 人为操作错误:操作人员在使用刀具时操作不当,导致刀具丢失。
2.2 刀具存放不规范:刀具存放不规范,容易导致刀具丢失。
解决方法:2.1 加强操作培训:对操作人员进行刀具使用和管理方面的培训,提高其操作技能和操作规范性,减少因人为操作错误导致的刀具丢失。
2.2 做好刀具管理工作:刀具存放时要按照规定的方式进行,建立刀具台账,定期盘点刀具,及时发现刀具丢失并采取相应措施。
三、刀库故障刀库本身的故障也会导致刀库无法正常使用。
刀库故障的原因有以下几点:3.1 电气故障:刀库电路故障、电源故障等。
3.2 机械故障:刀库机械部分故障,导致刀具无法正常存放或取用。
解决方法:3.1 定期检查维护:定期对刀库进行检查和维护,保证其电气部分的正常运行。
美国HAAS公司VF3加工中心主轴典型故障处理我公司在2002年左右先后购进2台美国HAAS公司生产的VF3立式加工中心。
加工中心简称CNC,是由机械设备与数控系统组成的使用于加工复杂形状工件的高效率自动化机床。
加工中心备有刀库,具有自动换刀功能,能对工件一次装夹后连续完成钻、镗、铣、铰、攻丝等多种工序,对加工形状复杂,精度要求较高,品种更换频繁的零件具有良好的经济效益。
该机床配置哈斯数控系统,X,Y,Z轴具备3轴联动功能。
其使用多年来,其中主轴的一些故障具有代表性,现将这些故障进行分析、整理和总结。
二、分析、解决问题1、加工中心主轴准停控制故障准停(定位)控制即数控系统接收到主轴定向指令时,主轴自动按规定的方向和速度旋转,当检测到主轴一转信号后,主轴旋转一个固定的角度准确停止。
其故障主要表现为机床经过长时间运行或主轴被碰撞之后,当执行主轴定位功能M19时主轴定位角度偏移,导致在自动换刀过程中机械手抓取主轴刀柄时出现左右错位而换刀失败的现象。
我们在检修的过程中,首先可以试着调整主轴定位角度,通过修改参数257#来实现(首先按下急停按钮,然后按SETING GRAPH,接着修改7#参数PARAMETER LOCK,打开写保护,然后找到257#参数SPINGDL ORIENT OFSET,调整其数值),257#参数SPINGDL ORIENT OFSET的意思是主轴定位偏置值。
如果修改之后主轴定位准确、稳定且换刀正常,那么说明是由于长时间的加工出现的偶尔偏移。
若换几次刀以后主轴定位角度又出现偏移,我们可以在MDI模式下执行主轴转动程序,仔细观察主轴速度设定值与实际转速的反馈值。
正常情况下,速度设定值与实际的转速反馈值相差无几,若设定速度为1000r/min,反馈转速多为998 r/min到1002r/min。
如果相差大,建议首先检查与机床主轴编码器相关的参数。
如果参数无误,则需要打开主轴护罩,检查以下项目:①、连接主轴电机与主轴的同步带是否磨损、打滑;②、连接主轴和编码器的同步带是否磨损、打滑;③、主轴位置编码器是否损坏;④、编码器轮与主电机的钢轮有无磨损;⑤、定位键是否紧固。
例1.换刀故障的故障维修故障现象:一台配套OKUMA OSP700系统,型号为XHAD765的数控机床,换刀进程中,机械手未将主轴刀具拔出,随后显示2873“互换臂拔出检测器异样”报警,同时主轴负载逐渐增加,到80%时被迫关机。
分析及处置进程:按下急停钮,给CNC上电,在自动运行方式下输入“CHGCOND”,随后显示方式画面,将光标移到测试方式,按F1方式设定,断电后再上电,按软键PLC测试→扩展→找到调试画面,找到610参数将其改成0,按参数设定键,将任选参数16Bit7改成1,翻页将任选参数56BIT7改成1。
切换得手动方式,同时按下ATC、互锁解除两键点亮ATC灯,按扩展→PLC运行。
这机会床应能起动,翻到M06调整画面,查看换刀调整画面将EACH OPERATION POSSIBLE改成1,再前后将SPINDLE TOOL UNCLAMP (主轴松刀)、ARMFRONTMOVE(手臂向前)菜单COM位设为1,按单步退执行,若是刀具非机械卡死,则用小橡皮鎯头轻轻敲击刀柄,刀柄应从主轴拔出,然后如上所述设置执行RIGHT FINGER UNCLAMP(右手指松)、LEFT FINGER UNCLAMP(左手指松),将手臂上刀柄取下,然后将手臂各动作调整到预备状态,再将EACH OPERATION POSSIBLE改成0退出,按参数设定将任选参数16Bit7改成1,任选参数56Bit7改成0,同时按ATC、互锁解除两键将ATC灯熄灭。
这时就可按常规检查刀具未拔出是油压低仍是刀柄拉钉、或是刀柄、松刀液压缸引发。
本例中经查发觉油压偏低,将液压泵压力略调高后故障排除。
调试正常后再将610号参数恢复到原来状态,找到方式转换画面,将方式设定为通常状况,断电开机后系统正常起动。
...例2.刀具设置错误报警的故障维修故障现象:一台配套OKUMA OSP700系统,型号为XHAD765的数控机床,换班后,操作工设置刀具表时,显示“2714刀具数据设定犯错”报警。