数控机床自动换刀PPT资料25页
- 格式:ppt
- 大小:1.99 MB
- 文档页数:13

数控机床自动换刀系统一.概述要实现一次装夹多工序加工,在数控机床上必需具备自动换刀功能。
实现刀库与机床主轴之间刀具的装卸与传递功能的装置称为自动换刀系统。
自动换刀已广泛地用于镗铣床、铣床、钻床、车床、组合机床和其它机床。
使用自动换刀系统,协作精密的数控转台,不仅扩大了数控机床的使用范围,削减了生产面积,还可使机加工时间提高到70% ~80%,显著提高了生产率。
由于零件在一次安装中完成多工序加工,大大削减了零件安装的定位次数,从而进一步提高了加工精度。
自动换刀系统应当满意换刀时间短,刀具重复定位精度高,刀具储存数量足够,结构紧凑,便于制造、修理、调整,应有防屑、防尘装置,布局应合理等要求。
同时也应具有较好的刚性,冲击、振动及噪声小,运转平安牢靠等特点。
自动换刀系统的形式和详细结构对数控机床的总体布局、生产率和工作牢靠性都有直接的影响。
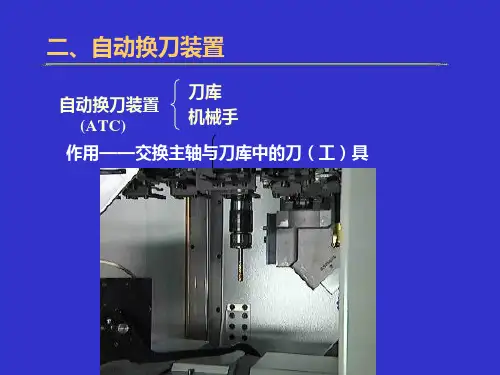
二.组成及其形式自动换刀系统由刀库、选刀机构、刀具交换机构(如机械手)、刀具在主轴上的自动装卸机构等部分组成。
自动换刀系统的形式是多种多样的,换刀的原理及结构的简单程度也不同,但一般可分为以下两大类:由刀库和主轴的相对运动实现刀具交换。
用这种形式交换刀具时,主轴上用过的刀具送回刀库和从刀库中取出新刀,这两个动作不能同时进行,选刀和换刀由数控定位系统来完成,因此换刀时间长,换刀动作也较多。
由机械手进行刀具交换。
由于刀库及刀具交换方式的不同,换刀机械手也有多种形式。
图1 换刀机械手的形式图1(a),(b),(c)为双臂回转机械手,能同时抓取和装卸刀库和主轴(或中间搬运装置)上的刀具,动作简洁,换刀时间短。
图(d)虽然不是同时抓取刀库和主轴上的刀具,但换刀预备时间及将刀具还回刀库的时间与机加工时间重复,因而换刀时间也很短。
抓刀运动可以是旋转运动,也可以是直线运动。
图1(a)为钩手,抓刀运动为旋转运动;图(b)为抱手,抓刀运动为两个手指旋转;(c)和(d)为叉手,抓刀运动为直线运动。

第四节自动换刀系统数控机床是一种高柔性的机床。
“高柔性”的具体体现是数控机床对频繁变换加工对象的高度适应性,当然,数控机床具有较大的加工范围。
数控机床是一种高效率的机床。
“高效率”一是体现在变换加工对象时的快捷(主要是准备工作时间大幅度减少);再就是工件在一次装夹下可完成多达数十个表面的加工,而具有自动换刀系统的加工中心的出现,使其效率达到极致。
大的加工范围以及高效率的要求,使自动换刀成为越来越多的数控机床中的必须。
目前,自动换刀系统已在加工中心和其它一些数控机床中得到广泛地使用。
在能够自动换刀的数控机床中:有些是刀具仅仅做进给运动,如数控车床,数控车床上的回转刀架是一种最简单的自动换刀系统;而大多数则是刀具的旋转作为主运动,如加工中心,加工中心的自动换刀系统包括贮存刀具的刀库,以及能够将刀具在刀库和主轴间进行交换的装置。
“刀库”、“刀具交换装置”和“主轴”三者是自动换刀系统的主要构成。
一、自动换刀系统的常见形式1.数控车床的回转刀架(1)松开刀架液压缸6的右腔进油,将中心轴2和刀盘1左移,并使鼠牙盘12和11分离;(2)刀架转位液压马达驱动凸轮5旋转,凸轮5拨动回转盘3上的柱销4,使回转盘带动中心轴和刀盘旋转。
回转盘上均布着八个柱销4,凸轮每转一周,拨过一个柱销,使刀盘转过一个刀位;(3)刀架夹紧液压缸6的左腔进油,将中心轴2和刀盘1右移,两鼠牙盘啮合实现精确定位,同时刀架被夹紧。
此时盘7压下开关8,发出回转结束信号。
若该回转刀架上面的刀具较多,且有若干把刀具可做旋转运动,这样的数控车床称为“车削中心”。
回转部件的定位有插销定位、反靠定位、以及鼠牙盘定位等。
其中鼠牙盘定位的定位精度最高,但制造成本很高;反靠定位相对简单。
具体可参考本教材“回转工作台”。
2.主轴与刀库合为一体的自动换刀系统如图9-1所示,在主运动为刀具转动的数控机床中,这是一种比较简单的换刀方式。
若干根主轴(一般为6 ~ 12轴)安装在一个可以转动的转塔头上,每根主轴对应一把刀具。
