数控机床 第三章 自动换刀装置
- 格式:pdf
- 大小:2.21 MB
- 文档页数:39
数控机床习题(第一章)1填空题(1)数控机床一般由控制介质、数控系统、伺服系统、机床本体、反馈装置和各种辅助装置组成。
(2)数控机床采用数字控制技术对机床的加工过程进行自动控制的一类机床。
(3)突破传统机床结构的最新一代的数控机床是并联机床。
(4)自适应控制技术的目的是要求在随机变化的加工过程中,通过自动调节加工过程中所测得的工作状态、特性,按照给定的评价指标自动校正自身的工作参数,以达到或接近最佳工作状态。
2选择题(1)一般数控钻、镗床属于( C )(A)直线控制数控机床(B)轮廓控制数控机床(C)点位控制数控机床(D)曲面控制数控机床(2)( D )是数控系统和机床本体之间的电传动联系环节(A)控制介质(B)数控装置(C)输出装置(D)伺服系统(3)适合于加工形状特别复杂(曲面叶轮)、精度要求较高的零件的数控机床是( A )(A)加工中心(B)数控铣床(C)数控车床(D)数控线切割机床(4)闭环控制系统的位置检测装置装在( D )(A)传动丝杠上(B)伺服电动机轴上(C)数控装置上(D)机床移动部件上(5)根据控制运动方式的不同,数控机床可分为(B )(A)开环控制数控机床、闭环控制数控机床和半闭环控制数控机床(B)点位控制数控机床、直线控制数控机床和轮廓控制数控机床(C)经济型数控机床、普及型数控机床和高档型数控机床(D)NC机床和CNC机床3 判断题(1)通常一台数控机床的联动轴数一般会大于或等于可控轴数。
(×)(2)数控机床是通过程序来控制的。
(√)(3)数控机床只用于金属切削类加工。
(×)(4)数控系统是机床实现自动加工的核心,是整个数控机床的灵魂所在。
(√)(5)机床本体是数控机床的机械结构实体,是用于完成各种切割加工的机械部分。
(√)4 简答题(1)简述数控机床的发展趋势。
P91、高速度与高精度化2、多功能化3、智能化4、高的可靠性(2)简述数控机床各基本组成部分的作用。
「数控机床的自动换刀装置设计」一、需求分析数控机床的自动换刀装置主要用于在加工过程中自动更换刀具,以适应不同的加工任务和实现多种加工工艺的自动化。
因此,自动换刀装置的设计要满足以下需求:1.快速准确的刀具更换:自动换刀装置需要能够在短时间内完成刀具的更换,且保证更换的准确性。
2.高效的自动化控制:自动换刀装置需要与数控系统实现自动化控制,能够根据加工任务自动选择合适的刀具。
3.安全可靠的操作:自动换刀装置需要具备安全可靠的设计,避免因操作失误导致的事故发生。
二、设计原则在自动换刀装置的设计过程中,需要遵循以下原则:1.结构简单、紧凑:自动换刀装置需要满足空间限制,尽可能小巧紧凑,以适应各种机床的安装条件。
2.操作方便、人性化:自动换刀装置的控制操作要简便易懂,方便操作人员进行操作和维护。
3.刀具固定牢固可靠:刀具在加工过程中会受到较大的切削力和振动力,因此自动换刀装置需要确保刀具固定牢固,以保证加工精度和工件质量。
三、设计方案基于上述需求和设计原则,设计了一种数控机床的自动换刀装置。
该装置的设计主要包括以下几个部分:1.刀库设计:刀库是存放刀具的地方,需要设计合理的刀具存储位置和刀具取放机构。
刀库可以采用旋转式或者移动式,既可以满足换刀的快速性,又可以满足复杂工艺下的多种刀具存储需求。
2.自动换刀机构设计:自动换刀机构用于完成刀具的取放。
可以采用伺服电机或气动执行器控制换刀机构的运动,实现快速精确的换刀动作。
3.刀具固定设计:刀具在切削过程中会受到较大的力,需要采用可靠的夹持装置将刀具固定在主轴上。
常用的刀具固定装置有机械夹紧和磁力夹持装置,可以根据具体的加工需求选择合适的装置。
4.控制系统设计:自动换刀装置需要与数控系统实现自动化控制,根据加工任务自动选择合适的刀具。
控制系统可以采用PLC或者单片机进行控制,通过传感器检测刀具状态,并发送信号控制换刀动作。
5.安全设计:自动换刀装置需要具备安全可靠的设计,可以在换刀过程中检测到异常情况,如刀具松动或擦伤等,并及时采取安全保护措施,避免事故的发生。
自动换刀装置的结构原理与维修8.4.1 自动换刀装置的形式自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。
1.回转刀架换刀数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。
回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复定位精度。
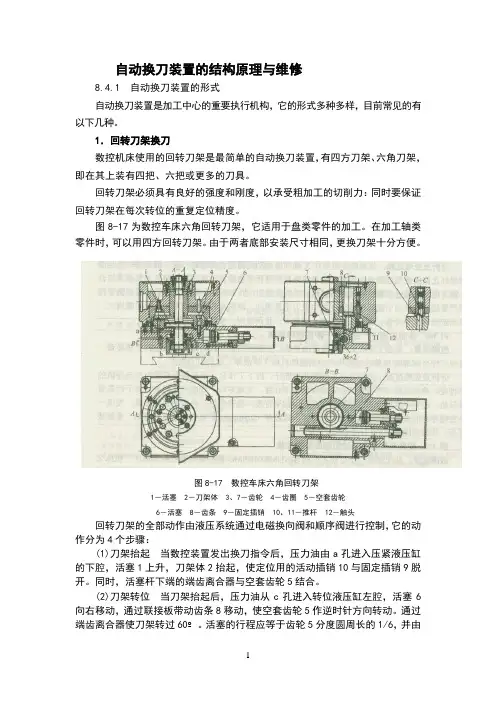
图8-17为数控车床六角回转刀架,它适用于盘类零件的加工。
在加工轴类零件时,可以用四方回转刀架。
由于两者底部安装尺寸相同,更换刀架十分方便。
图8-17 数控车床六角回转刀架1-活塞 2-刀架体 3、7-齿轮 4-齿圈 5-空套齿轮6-活塞 8-齿条 9-固定插销 10、11-推杆 12-触头回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,它的动作分为4个步骤:(1)刀架抬起当数控装置发出换刀指令后,压力油由a孔进入压紧液压缸的下腔,活塞1上升,刀架体2抬起,使定位用的活动插销10与固定插销9脱开。
同时,活塞杆下端的端齿离合器与空套齿轮5结合。
(2)刀架转位当刀架抬起后,压力油从c孔进入转位液压缸左腔,活塞6向右移动,通过联接板带动齿条8移动,使空套齿轮5作逆时针方向转动。
通过端齿离合器使刀架转过60º。
活塞的行程应等于齿轮5分度圆周长的1/6,并由限位开关控制。
(3)刀架压紧刀架转位之后,压力油从b孔进入压紧液压缸上腔,活塞1带动刀架体2下降。
齿轮3的底盘上精确地安装有6个带斜楔的圆柱固定插销9,利用活动插销10消除定位销与孔之间的间隙,实现反靠定位。
刀架体2下降时,定位活动插销10与另一个固定插销9卡紧,同时齿轮3与齿圈4的锥面接触,刀架在新的位置定位并夹紧。
这时,端齿离合器与空套齿轮5脱开。
(4)转位液压缸复位刀架压紧之后,压力油从d孔进入转位液压缸的右腔,活塞6带动齿条复位,由于此时端齿离合器已脱开,齿条带动齿轮3在轴上空转。
数控机床的自动换刀装置摘要数控机床集中应用了计算机技术,电子技术,自动控制技术,传感测量,机械制造,等先进技术,是典型的机电一体化产品。
它的发展和应用开创了制造业的新时代,改变了制造业的生产方式,产业结构,管理形式,使世界制造业的格局发生了巨大的变化,促进了其他行业的生成和飞速发展。
刀具及自动换刀装置对加工时间有着重要的影响,自动换刀的快慢又影响了加工的时间,刀库的容量决定了刀具的数量,进而影响换刀时间和加工时间。
本文主要讲述数控机床的自动换刀机构。
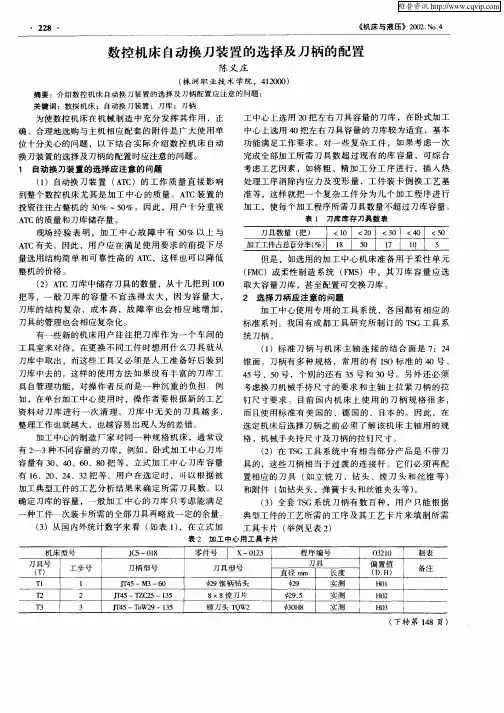
关键词:发展趋势机构自动换刀刀库目录1、刀库 (1)1.1刀库的类型 (1)1.2刀库的容量 (1)1.3刀库的转位 (1)2、机械手 (2)2.1机械手的形式 (2)2.2机械手手爪形式与结构原理 (2)2.2.1机械手手爪形式 (2)2.2.2机械手结构原理及驱动机构 (2)3、自动换刀装置 (2)3.1刀具选择方式 (3)3.1.1顺序选刀 (3)3.1.2任选刀具 (3)3.2数控车床刀架 (3)参考文献 (5)1、刀库刀库是自动换刀装置的主要部件,其容量、布局以及具体结构对数控机床的设计有很大影响。
刀库的刀具定位机构是用来保证要更换的每一把刀具准确的停在换到位置上。
采用电动机或液压系统为刀库提供动力。
根据刀库所需要的容量和取刀方式,可以将刀库设计成多种形式。
1.1刀库的类型刀库的功能是储存加工工序所需要的各种刀具,并按指令将要用的刀具准确的送到换刀位置,并接受从主轴送来的已用刀具。
根据需求,刀库类型有多种(1)盘式刀具在盘式刀库结构中,刀具可以沿主轴轴向、径向、斜向安放,刀具轴向安装的结构最为紧凑。
在刀库容量较大时,可采用弹仓式结构,目前大量的刀库安装在机床立柱的顶面或侧面,也可安装在单独的基地上。
盘式刀库分径向、轴向两种取刀方式,其刀座结构不同。
此种刀库结构简单,适用于刀库容量较少的情况。
(2)链式刀库刀具容量比盘式的大,结构也比较灵活和紧凑,常为轴向换刀。
