焊接材料选用表
- 格式:xls
- 大小:20.50 KB
- 文档页数:248
1F 1F 2F 3F 1F 2F 3F 4F 1F 2F 3F 1F 2F 3F 4F 1F 1F 1F 2F 3F 1F 2F 3F 4F 1F 2F 3F 1F 2F 3F 4F
辽宁锦泰焊丝 大西洋焊剂 工艺评定合格
Φ1.4mm
Q345B+Q345B Q345B+SS400 FCAW(136)
TWE-711
Φ1.2mm
天泰焊材
Φ1.4mm
京群焊材 京群焊材 已完成工艺评定 试板焊接待试验 辽宁锦泰匹配焊丝焊剂 大西洋焊丝焊剂
GFL-71
Φ1.2mm
SAW(121)
辽宁锦泰牌号 Φ4.8mm CHW-S1 Φ4.8mm CHF431
Φ1.4mm
TWE-711 SS400+SS400 FCAW(136)
Φ1.4mm Φ1.2mm
天泰焊材
GFL-71
Φ1.2mm
京群焊材
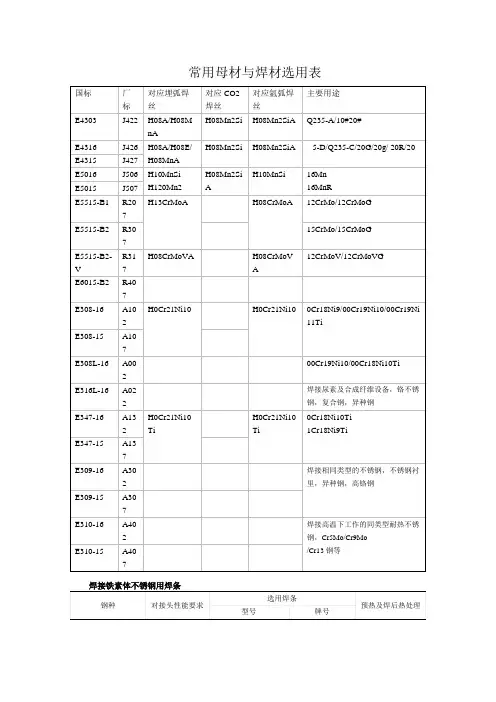
母材
Q345E+Q345E Q345E+Q345B Q345E+SS400
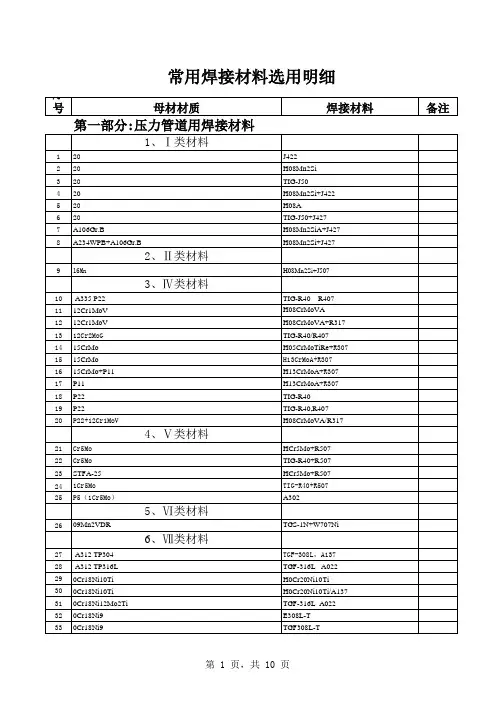
中交天和机械设备制造有限公司 焊接材料选用一览表 焊接位置 焊接方法 焊接材料 规格
SAW(121) 埋弧焊 JW-1 1G(平焊) JF-B(SJ101) Φ4.8mm 坡口对接 1F(船形焊) 1G 1F 2G(横焊) 2F(平角焊) Φ1.4mm 坡口对接 角焊缝 3G(立焊) 3F(立焊) 坡口对接 角焊缝 4G(仰焊) 4F(仰焊) Φ1.2mm 坡口对接 角焊缝
Φ4.8mm
备注
辽宁锦泰焊丝焊剂 已完成工艺评定 试板焊接待试验FCAW(136) CO2气来自保护焊TWE-711Ni
天泰焊材
SAW(121)
JW-1 CHF-330
1G 1G 2G 3G 1G 2G 3G 4G 1G 2G 3G 1G 2G 3G 4G 1G 1G 1G 2G 3G 1G 2G 3G 4G 1G 2G 3G 1G 2G 3G 4G