钳工平面划线
- 格式:ppt
- 大小:1.15 MB
- 文档页数:50
平面划线划线不但能明确尺寸界线,以确定工件各加工面的加工位置和加工余量,还能及时发现和处理不合格的毛坯.以避免加下后造成损失。
平面划线只需在工件的一个平而上划线,便能明确表示出加工界线。
在划线加工中,要求所划出的线条清晰均匀,最重要的是,尺寸必须准确,而且必须较好地掌握各种划线工具的正确使用以及划线的基本方法。
(一)划线概述在毛坯或工件上.用划线工具划出待加工部位的轮廓线,或划出作为基准的点、线的过程,称为划线。
划线的作用:不但可以明确加工界线,确定加工余量,而且能够及时发现一些不合格的毛坯,以避免加工后造成损失。
划线可分为平面划线和立体划线。
平面划线只需在工件的一个平面上划线,便能明确地表示出加工界线。
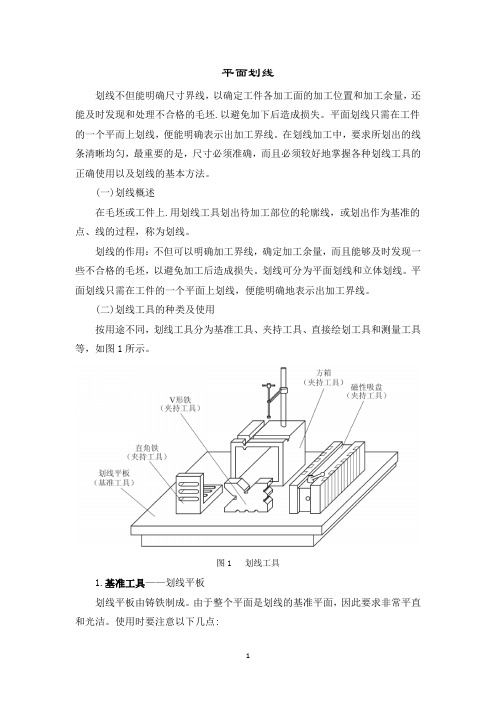
(二)划线工具的种类及使用按用途不同,划线工具分为基准工具、夹持工具、直接绘划工具和测量工具等,如图1所示。
图1 划线工具1.基准工具——划线平板划线平板由铸铁制成。
由于整个平面是划线的基准平面,因此要求非常平直和光洁。
使用时要注意以下几点:(l) 划线平板要安放得平稳牢固,并且上平面应保持水平。
(2) 划线平板不准碰撞和锤击,以免使其精度降低。
(3) 划线平板长期不用时,应涂油防锈,并加盖保护罩。
2.夹持工具——方箱、千斤顶、V形铁等(l) 方箱。
方箱是铸铁制成的空心立方体,并且各相邻的两个面均互相垂直。
方箱用于夹持、支承尺寸较小而加工面较多的工件。
通过翻转方箱.便可在工件的表面上划出互相垂直的线条。
(2) 千斤顶。
千斤顶是在平板上支撑较大或不规则工件时使用,并且其高度可以调整。
通常用3个千斤顶支撑工件。
(3) V形铁。
V形铁用于支撑圆柱形的工件,以使工件轴线与底板平行。
3.直接绘划工具——直尺、三角板、划线样板、划针、划规、划线盘、样冲等。
(l) 直尺、三角板、划线样板。
直尺、三角板用于划直线和一些特殊的角度。
在工件批量划线时,可按要求制作一些专用划线样板以直接划线。
划线样板要求尺身平整,棱边光珊,没有毛刺。

划线概述根据图样或技术文件要求,在毛坯或半成品上用划线工具划出加工界线,或作为找正检查依据的辅助线,这种操作叫做划线。
划线不仅能使加工时有明确的界线和加工余量,还能及时发现不合格的毛坯,以免因采用不合格毛坯而浪费工时。
当毛坯误差不大时,可通过划线借料得到补偿,从而提高毛坯的合格率。
对划线的要求是:线条清晰均匀,定形、定位尺寸准确。
考虑到线条宽度等因素,一般要求划线精度能达到025 mm~0 5 mm。
工件的完工尺寸不能完全由划线确定,而应在加工过程中,通过测量以保证尺寸的准确性。
划线可分为平面划线和立体划线。
平面划线是指只在工件某一个表面内划线(图2-1)。
立体划线是指在工件的不同表面(通常是相互垂直的表面)内划线(图2-2)。
划线工具熟悉并能正确使用划线工具,是做好划线工作的前提。
划线平台(图2-3)是用来安放工件和划线工具,并在其工作面上完成划线过程的基准工具,其材料一般为铸铁。
它的工作面即上表面经精刨或刮削而成为平面度较高的平面,以保证划线的精度。
划线平台一般用木架支承,高度在1 m左右。
划线平台的正确使用和保养方法如下:(1) 安装时,使工作面保持水平位置,以免日久变形。
(2) 要经常保持工作面的清洁,防止铁屑、砂粒等划伤平台表面。
为防止平台受撞击,使用工件、工具时要轻放。
(3) 平台工作面各处要均匀使用,以免局部磨损。
(4) 划线结束后要把平台表面擦净,上油防锈。
(5) 按有关规定定期检查,并给予及时调整、研修,以保证工作面的水平状态及平面度。
划针划针(图2-4a)是直接在工件上划线的工具。
一般在已加工面内划线时使用 3 mm~ 5 mm 的弹簧钢丝或高速钢制成的划针,将尖端磨成10°~20°,并淬硬,以提高耐磨性。
同时保证划出的线条宽度在005 mm~0 1 mm内。
在铸件、锻件等加工表面划线时,可用尖端焊有硬质合金的划针,以便保持划针的长期锋利,此时划线宽度应在0 1 mm~015 mm范围内。



钳工划线及其注意事项一、划线的作用及种类划线是根据图样的尺寸要求,用划针工具在毛坯或半成品上划出待加工部位的轮廊线(或称加工界限)或作为基准的点、线的一种操作方法。
划线的精度一般为0.25~0.5mm。
1.划线的作用—即毛坯或半成品为什么要进行划线呢?(1)所划的轮廊线即为毛坯或半成品的加工界限和依据,所划的基准点或线是工件安装时的标记或校正线。
(2)在单件或小批量生产中,用划线来检查毛坯或半成品的形状和尺寸,合理地分配各加工表面的余量,及早发现不合格品,避免造成后续加工工时的浪费。
(3)在板料上划线下料,可做到正确排料,使材料合理作用。
划线是一项复杂、细致的重要工作,如果将划线划错,就会造成加工工件的报废。
所以划线直接关系到产品的质量。
对划线的要求是:尺寸准确、位置正确、线条清晰、冲眼均匀。
2.划线的种类(1)平面划线—即在工件的一个平面上划线后即能明确表示加工界限,它与平面作图法类似。
(2)立体划线—是平面划线的复台,是在工件的几相互成不同角度的表面(通常是相互垂直的表面)上都划线,即在长、宽、高三个方向上划线。
二、划线的工具及其用法按用途不同划线工具分为基准工具、支承装夹工具、直接绘划工具和量具等。
1.基准工具—划线平板划线平板由铸铁制成,基个平面是划线的基准平面,要求非常平直和光洁。
使用时要注意:(1)安放时要平稳牢固、上平面应保持水平;(2)平板不准碰撞和用锤敲击,以免使其精度降低;(3)长期不用时,应涂油防锈,并加盖保护罩。
2.夹持工具—方箱、千斤顶、V形铁等(1)方箱方箱是铸铁制成的空心立方体、各相邻的两个面均互相垂直。
方箱用于夹持、支承尺寸较小而加工面较多的工件。
通过翻转方箱,便可在工件的表面上划出互相垂直的线条。
(2)千斤顶千斤顶是在平板上支承较大及不规划工件时使用,其高度可以调整。
通常用三个千斤顶支承工件。
(3)V形铁 V形铁用于支承圆柱形工件,使工件轴线与底板平行。
3.直接绘划工具—划针、划规、划卡、划针盘和样冲等(1)划针是在工件表面划线用的工具,常用的划针用工具钢或弹簧钢制成(有的划针在其尖端部位焊有硬质合金),直径φ3~6mm。
钳工划线的方法钳工常用划线工具有划针、划针盘、划规(圆规)、中心冲(样冲)和平板,錾削用的手锤和各种錾子,锉削用的各种锤刀,锯割用的锯弓和锯条,孔加工用的麻花钻、各种锪钻和铰刀,攻丝、套丝用的各种丝锥、板牙和绞手,刮削用的平面刮刀和曲面刮刀,各种扳手和起子等。
钳工常用量具有钢尺,刀口直尺,内外卡钳、游标卡尺、千分尺、直角尺、量角器、厚薄规、百分表等。
1.划线指根据图样要求,在工件表面上划出加工界线。
2.划线的作用:(1)确定加工余量,明确加工界线确定工件上各加工面的加工位置,合理分配加工余量,使切削加工有明确的尺寸界线标志。
在板料上按划线下料,可做到正确排料,合理使用材料。
划线是加工前的准备。
(2)检验毛坯形状尺寸,剔除不合格毛坯可全面检查毛坯的形状和尺寸是否符合图样,能否满足加工要求。
及时发现和处理不合格毛坯,避免加工后造成损失。
(3)通过找正和借料补救零件各种铸、锻毛坯件,由于各种种原因,形成形状歪斜、偏心、各部分壁厚不均匀等缺陷。
当形位偏差不大时,可以通过划线找正和借料的方法来补救。
①找正就是利用划线工具(如划线盘、角尺、单脚规等)使工件上有关的毛坯表面处于合适的位置。
对于毛坯工件,划线前一般都要先做好找正工作。
找正的目的如下:当毛坯上有不加工表面时,通过找正后再划线,可使加工表面与不加工表面之间保持尺寸均匀。
当工件上有两个以下的不加工表面时,应选择其中面积较大、较重要的或外观质量要求较高的为主要找正依据,并兼顾其它较次要的不加工表面。
使划线后加工表面与不加工表面之间的尺寸,如壁厚、凸台的高低等都尽量均匀和符合要求,而把无法弥补的误差反映到较次要的或不甚显目的部位上去。
当毛坯上没有不加工表面时,通过对各加工表面自身位置的找正后再划线,可使各加工表面的加工余量得到合理和均匀的分布,而不致出现过于悬殊的状况。
由于毛坯各表面的误差和工件结构形状不同,划线时的找正要按工件的实际情况进行。
②借料就是通过试划和调整,使各个加工面的加工余量合理分配,互相借用,从而保证各个加工表面都有足够的加工余量,而误差和缺陷可在加工后排除。
钳工划线在毛坯或半成品上划出加工图形或加工界限的操作称为划线。
其作用是:①确定工件的加工余量.使机械加工有明确尺寸界线。
②便于复杂工件在机床上装夹,可按划线找正定位。
③能够及时发现和处理不合格的毛坯,避免加工后造成损失。
④采用借料划线可使误差不大的毛坯得到补救,提高毛坯的利用率。
划线精度一般为0.25~0.5mm,因此,在加工过程中必须通过测量来保证尺寸的准确度。
1、划线工具及使用方法①划线平台:平台由铸铁制成.平台工作表面经过精刨或刮削加工,为划线的基准面。
②划针:划针是在工件上直接划出加工线条的工具,常用钢尺、角尺或样板做导向来划线。
③划线盘:立体划线的主饕工具,按需要调节划针高度,并在平台上拖动划线盘,划针即可在工件上划出与平台平行的线来,弯头端可用来找正工件的位置。
④圆规:圆规可以在工件上划圆和圆弧、等分线段、等分角度以及量取尺寸等。
⑤高度尺:高度尺是为划线盘量取尺寸用的。
⑥角尺(宽座角尺):角尺是钳工常用的测量垂直度的工具,划线时常用作划垂直线或平行线时的导向工具,也可用来调整工件基准在平台上的垂直度。
⑦V型铁(V型架):通常是用一个或两个V型铁安放圆柱型工件,使圆柱型工件便于定位,划出中心线或找出中心。
⑧方箱:方箱是用于装夹工件,在方箱上制有V型槽,并附有装夹装置,在V型槽上可装夹一定直径范围的圆柱形工件。
2、划线方法划线的种类:划线分为平面划线和立体划线两种。
只需要在工件的一个表面的划线后,即能够明确表示加工界限的称为平面划线。
在工件上几个互成不同角度的表面上都划线,才能明确表示加工界限的称为立体划线。
①划线基准的选择划线时,应以工件上某一条线或某一个面作为依据来划出其余的尺寸线,这样的线(或面)称为划线基准。
划线基准应尽量与设计基准-致,毛坯的基准•般选其轴线或安装平面作基准。
如图1所示的支承座应以设计基准B面和A线(对称线)为划线基准,就能按照图上的尺寸画出全部尺寸界限。
图1划线基准②找正找正就是利用划线工具使工件上有关的表面与基准面(如划线平台)之间处于合适的位置。