零件材料选择及毛坯成形
- 格式:ppt
- 大小:403.00 KB
- 文档页数:23
⽑坯材料的选择第⼆节常⽤机械零件的⽑坯成形⽅法选择常⽤机械零件的⽑坯成形⽅法有:铸造、锻造、焊接、冲压、直接取⾃型材等,各零件的形状特征和⽤途不同,其⽑坯成形⽅法也不同,下⾯分述轴杆类、盘套类、机架箱座类零件的⽑坯成形⽅法选择。
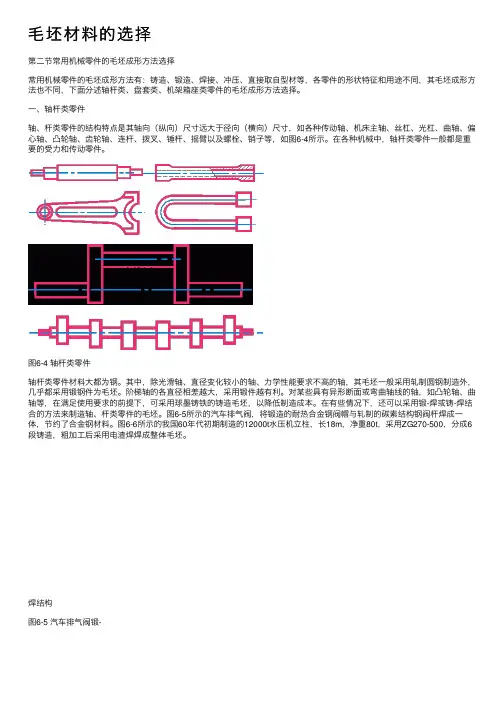
⼀、轴杆类零件轴、杆类零件的结构特点是其轴向(纵向)尺⼨远⼤于径向(横向)尺⼨,如各种传动轴、机床主轴、丝杠、光杠、曲轴、偏⼼轴、凸轮轴、齿轮轴、连杆、拨叉、锤杆、摇臂以及螺栓、销⼦等,如图6-4所⽰。
在各种机械中,轴杆类零件⼀般都是重要的受⼒和传动零件。
图6-4 轴杆类零件轴杆类零件材料⼤都为钢。
其中,除光滑轴、直径变化较⼩的轴、⼒学性能要求不⾼的轴,其⽑坯⼀般采⽤轧制圆钢制造外,⼏乎都采⽤锻钢件为⽑坯。
阶梯轴的各直径相差越⼤,采⽤锻件越有利。
对某些具有异形断⾯或弯曲轴线的轴,如凸轮轴、曲轴等,在满⾜使⽤要求的前提下,可采⽤球墨铸铁的铸造⽑坯,以降低制造成本。
在有些情况下,还可以采⽤锻-焊或铸-焊结合的⽅法来制造轴、杆类零件的⽑坯。
图6-5所⽰的汽车排⽓阀,将锻造的耐热合⾦钢阀帽与轧制的碳素结构钢阀杆焊成⼀体,节约了合⾦钢材料。
图6-6所⽰的我国60年代初期制造的12000t⽔压机⽴柱,长18m,净重80t,采⽤ZG270-500,分成6段铸造,粗加⼯后采⽤电渣焊焊成整体⽑坯。
焊结构图6-5 汽车排⽓阀锻-图6-6 ⽔压机⽴柱铸-焊结构⼆、盘套类零件盘套类零件中,除套类零件的轴向尺⼨有部分⼤于径向尺⼨外,其余零件的轴向尺⼨⼀般⼩于径向尺⼨、或两个⽅向尺⼨相差不⼤。
属于这⼀类的零件有齿轮、带轮、飞轮、模具、法兰盘、联轴节、套环、轴承环以及螺母、垫圈等,所⽰。
如图6-7图6-7 盘套类零件这类零件在机械中的使⽤要求和⼯作条件有很⼤差异,因此所⽤材料和⽑坯各不相同。
1.齿轮这是各类机械中的重要传动零件,运转时齿⾯承受接触应⼒和摩擦⼒,齿根要承受弯曲应⼒,有时还要承受冲击⼒。
故要求齿轮具有良好的综合⼒学性能,⼀般选⽤锻钢⽑坯,如图6-8a所⽰。
习题十三一、填空题1.硬质合金刀片是采用()方法生产的。
(a)粉末冶金(b)自由锻(c)铸造(d)钎焊2.电饭锅的内胆是用()生产的。
(a)铸造(b)模锻(c)板料冲压3.柴油机机体用()材料。
(a)45 (b)20 (c)HT200 (d)ZAlCu5Mn4.气门弹簧应选用()。
(a)20 (b)45 (c)65Mn (d)Q2355.汽车制造中一般用()生产齿轮坯。
(a)自由锻(b)铸造(c)模锻(d)胎模锻二、判断题1.失效是指零件在使用过程中发生破断的现象。
2.由于一般非金属材料的成形工艺简单、成本低,所以应尽可能采用非金属代替金属件。
3.制作机械零件应采用结构钢,而不能采用工具钢。
4.加工直径为10mm孔用的麻花钻,应采用T10钢制作。
5.毛坯成形方法的确定主要考虑使用性、工艺性等,而与生产批量无关。
6.零件的经济性主要决定与原材料的价格有关。
7.零件选材和毛坯成形方法往往是唯一的、不可替代的。
三、简述零件材料与毛坯选择的原则。
四、下列零部件宜选用何种材料和毛坯生产方法?齿轮减速箱机床主轴承轿车车身钢窗石油储罐机床齿轮发动机活塞五、说出教材中20CrMnTi汽车齿轮加工路线,38CrMoAlA磨床主轴工艺路线中各热处理工艺的作用。
六、有一φ20mm的杆类零件,受中等载荷作用,要求零件沿截面的性能均匀一致,请解答下列问题:(1)选择合适的材料。
(可供选择的材料有345 20CrMnTi 45 40Cr 38CrMoAlA T12)(2)编制简明工艺路线。
(3)说明工艺中各热处理工艺的作用。
七、图13-9图为汽车发动机传动系统示意图,要求:(1)选择各零部件的材料及毛坯成形方法。
(2)提出连杆的性能要求,确定最后热处理工艺。
(3)拟定连杆的加工工艺路线。
1-变速箱 2-变速齿轮 3-离合器 4-曲轴 5-连杆 6-活塞 7-缸体 8-汽缸盖 9-离合器踏板 10-变速手柄11-万向节 12-传动轴 13-后桥齿轮 14-半轴图13- 汽车发动机传动系统示意图。
确定毛坯时应考虑的因素:1)零件的材料及其力学性能。
当零件的材料选定以后,毛坯的类型就大体确定了。
例如,材料为铸铁的零件,自然应选择铸造毛坯;而对于重要的钢质零件,力学性能要求高时,可选择锻造毛坯。
2)零件的结构和尺寸。
形状复杂的毛坯常采用铸件,但对于形状复杂的薄壁件,一般不能采用砂型铸造;对于一般用途的阶梯轴,如果各段直径相差不大、力学性能要求不高时,可选择棒料做毛坯,倘若各段直径相差较大,为了节省材料,应选择锻件。
3)生产纲领的大小。
对于大批大量生产,应选择高精度的毛坯制造方法,以减少机械加工,节省材料。
4)现有生产条件。
选择毛坯类型时,要结合本企业的具体生产条件,如现场毛坯制造的实际水平和能力、外协的可能性等。
5)充分考虑利用新技术、新工艺和新材料的可能性为了节约材料和能源,减少机械加工余量,提高经济效益,只要有可能,就必须尽量采用精密铸造、精密锻造、冷挤压、粉末冶金和工程塑料等新工艺、新技术和新材料。
锻件适用于强度要求高、形状比较简单的零件毛坯,其锻造方法有自由锻和模锻两种。
自由锻造锻件是在锻锤或压力机上用手工操作而成形的锻件。
它的精度低,加工余量大,生产率也低,适用于单件小批生产及大型锻件。
模锻件是在锻锤或压力机上,通过专用锻模锻制成形的锻件。
它的精度和表面粗糙度均比自由锻造的好,可以使毛坯形状更接近工件形状,加工余量小。
同时,由于模锻件的材料纤维组织分布好,锻制件的机械强度高。
模锻的生产效率高,但需要专用的模具,且锻锤的吨位也要比自由锻造的大。
主要适用于批量较大的中小型零件。
综上所述:选择45钢,毛坯件为锻件,毛坯长度为: Φ50X314。

机械制造技术零件毛坯的种类和选择常用毛坯的种类有铸、锻、压制、冲压、焊接、型材和板材等。
毛坯种类铸件铸件适用于形状较复杂的零件毛坯。
其铸造方法有砂型铸造、精密铸造、金属型铸造、压力铸造等。
当毛坯精度要求低、生产批量较小时,采用木模手工砂型铸造法;当毛坯精度要求高、生产批量很大时,采用金属型机器造型法。
锻件锻件适用于强度要求高、形状比较简单的零件毛坯。
其锻造方法有自由锻和模锻两种。
自由锻毛坯精度低、加工余量大、生产率低,适用于单件小批生产以及大型零件毛坯。
模锻毛坯精度高、加工余量小、生产率高,但成本也高,适用于中小型零件毛坯的大批大量生产。
零件毛坯的种类和选择型材有热轧和冷拉两种。
热轧适用于尺寸较大、精度较低的毛坯;冷拉适用于尺寸较小、精度较高的毛坯。
焊接件是根据需要将型材或钢板等焊接而成的毛坯件,它简单方便,生产周期短,但需经时效处理后才能进行机械加工。
冷冲压件毛坯可以非常接近成品要求,在小型机械、仪表、轻工电子产品方面应用广泛。
但因冲压模具昂贵而仅用于大批大量生产。
焊接件冷冲压件毛坯种类型材零件毛坯的种类和选择毛坯选择时应考虑的因素(1)零件的材料及机械性能要求零件材料的工艺特性和力学性能大致决定了毛坯的种类。
⏹A、铸铁零件用铸造毛坯;⏹B、钢质零件当形状较简单且力学性能要求不高时常用棒料;⏹C、对于重要的钢质零件,为获得良好的力学性能,应选用锻件;⏹D、有色金属零件常用型材或铸造毛坯。
(2) 零件的结构形状与外形尺寸⏹A、大型且结构较简单的零件毛坯多用砂型铸造或自由锻;⏹B、结构复杂的毛坯多用铸造;⏹C、小型零件可用模锻件或压力铸造毛坯;板状钢质零件多用锻件毛坯;⏹D、轴类零件的毛坯,若台阶直径相差不大,可用棒料;⏹E、若各台阶尺寸相差较大,则宜选择锻件。
有缘学习更多+谓ygd3076考证资料或关注桃报(3)生产纲领⏹1)大批大量生产中,应采用精度和生产率都较高的毛坯制造方法:铸件采用金属模机器造型和精密铸造,锻件用模锻或精密锻造。
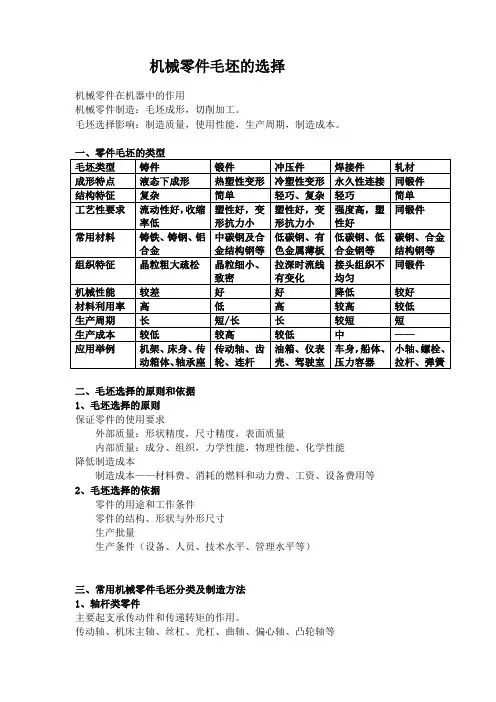
机械零件毛坯的选择
机械零件在机器中的作用
机械零件制造:毛坯成形,切削加工。
毛坯选择影响:制造质量,使用性能,生产周期,制造成本。
二、毛坯选择的原则和依据
1、毛坯选择的原则
保证零件的使用要求
外部质量:形状精度,尺寸精度,表面质量
内部质量:成分、组织,力学性能,物理性能、化学性能
降低制造成本
制造成本——材料费、消耗的燃料和动力费、工资、设备费用等2、毛坯选择的依据
零件的用途和工作条件
零件的结构、形状与外形尺寸
生产批量
生产条件(设备、人员、技术水平、管理水平等)
三、常用机械零件毛坯分类及制造方法
1、轴杆类零件
主要起支承传动件和传递转矩的作用。
传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴等
3、机架、箱体类零件
减速器装配图
减速器主要零件的材料和毛坯选择
汽车发动机零件的材料和毛坯选择
台钳装配图
台钳零件的材料和毛坯选择。
机械零件毛坯选择
机械零件毛坯是机械制造加工领域的基础材料之一。
选择适合的毛坯对于保证零件质量、提高加工效率具有十分重要的意义。
毛坯是指在加工前需要加工成形的原始材料,例如铸造、锻造、压制等。
在选择毛坯时,需要考虑工作条件、要求、材料特性等因素。
首先,需要考虑到加工零件的形状。
选择毛坯时需要考虑到加工成品的形状和尺寸,以及所需加工的特殊形状要求。
例如,圆形、方形、长条形零件等通常选择圆钢、方钢、宽板等毛坯进行加工;而一些复杂的几何形状零件则需要选择浇铸或锻造的毛坯进行加工。
其次,需要考虑到零件的材质。
选择毛坯时需要考虑到零件的材质要求,毛坯材质应与零件材质相似,以避免在加工过程中因为材料不同导致的差异,影响零件的质量。
同样,材料的物理性质、化学性质以及热处理性能等都是需要考虑到的。
另外,还需要考虑到工艺要求。
在选择毛坯时需要考虑到工艺工作的特殊要求。
例如,冲压件、弯曲件等需要选择塑性好的材料毛坯进行加工,而一些装配件则需要选择尺寸精度较高的毛坯进行加工。
最后,还需要综合考虑零件的加工成本。
选择毛坯时要综合考虑零件的加工成本。
一些复杂的工艺加工需要选择结构简单、毛坯尺寸比较大的毛坯进行加工,减少材料的损耗。
总之,选择适合的机械零件毛坯不仅可以提高生产效率,保证零件的质量,而且可以最大限度地降低成本。
因此,在选择毛坯时,需要充分考虑零件的形状、材质、工艺要求以及加工成本等因素,并结合实际情况进行选择。
第十八章零件毛坯的选择第一节毛坯的种类用于零件成形的金属材料,一般先要制成与成品零件的形状、尺寸相近的毛坯件,通过切削加工完成最终的成形,把这个毛坯件称为零件的毛坯。
不同的加工方法,选用具有适宜的结构工艺性的材料。
不同的用途,需要一定的毛坯形状和毛坯的质量等要求。
因此,常用机器零件的毛坯,可以根据材制造方法、形状特征及用途等进行分类。
按制造方法不同,常用的毛坯有铸件、锻造和冲压件、型材件和焊接件四种。
按形状特征和用途不同,常可分为轴类零件、套类零件、轮盘类零件、箱座类零件四类。
一、按制造方法分类1、铸件毛坯铸铁、非铁金属以及碳的质量分数为0.45~0.5 %的钢,由于具有良好的铸造工艺性能,均可用铸造方法获得铸件毛坯。
铸造生产,一次成型,工艺灵活性大,不受零件尺寸形状和重量的限制,应用十分广泛。
铸铁件主要用于受力不大或以承压为主的零件,以及要求减振、耐磨零件等。
如机床床身、立柱,大型水压机机身、底座等零件,采用铸铁件毛坯主要是因为其具有良好的承压能力和减振性,而煤粉锅炉的粉煤制造设备——球式磨煤机中所用的铸铁球,则是利用了铸铁件具有良好的耐磨性。
非铁金属铸件应用,如照相机壳体、发动机壳体、阀体等,受力不大但形状相对复杂。
铸钢件则是应用在工作环境恶劣、承受载荷类型复杂的场合,如在选矿机上应用的铸钢链条。
2、锻造和冲压件毛坯适宜于锻造方法加工的材料包括非合金钢、合金钢和非铁金属合金。
非合金钢因为化学成分与组织结构都比较简单,塑性好、变形抗力小、锻造温度范围较宽,被广泛应用。
而合金钢因导热性差、热应力过大,因在晶界处存在的较多低熔点杂质,加热时易过烧,以及碳化物偏析等因素,应用受到限制。
非铁金属及合金导热性好,但锻造温度范围很狭窄,并且韧性较差,锻造时易产生折叠和裂纹。
用作制造冲压件的材料主要是塑性较好薄板件。
如低碳钢、压力加工铝合金、压力加工黄铜、青铜等材料。
锻件所用的原材料,除大型锻件直接用钢锭外,其余均用型材作锻件的原材料。
〖任务描述〗机械零件材料及毛坯的选择车床主轴是指机床上带开工件或刀具旋转的轴,它是打算机床的加工质量和切削效率的重要部件。
下面以图 6-1 所示的C616 型车床主轴为例来分析其选材及热处理方法。
明确任务,在任务的驱动下学习。
图 6-1 C616 型车床主轴〖任务分析〗该车床主轴受交变弯曲和扭转复合应力作用,载荷不大,转速中等,冲击载荷也不大,所以具有一般综合力学性能即可满足要求。
但大的内锥孔、外锥体与卡盘、顶尖之间有摩擦,花键处与齿轮有相对滑动。
为防止划伤和磨损,这些部位要求有较高的硬度和耐磨性。
轴颈与滚动轴承协作硬度要求不高。
C616 型车床主轴选用 45 钢。
热处理技术条件为整体硬度 220~250 HBW;内锥孔和外锥体 45~50 HRC;花键局部 48~53 HRC。
其加工工艺路线为锻造—正火—粗加工—调质—半精加工—淬火、低温回火—粗磨(外圆、锥孔、外锥体)—铣花键—花键淬火、回火—精磨。
〖相关学问〗学习情境一零部件的失效一、零部件失效的概念及形式一般机器零件常见的失效形式有过量变形、断裂和外表损伤三种。
1.过量变形把握零部件失效(1)过量弹性变形。
机械零件在使用过程中只要受力必定会发生弹性变形,但是弹性变的概念。
形量过大会使零件失效。
引起弹性变形失效的缘由主要是零部件的刚度缺乏。
要预防过量弹性变形,则应选用弹性模量大的材料。
(2)过量塑性变形。
零部件承受的静载荷超过材料的屈服强度时,将产生塑性变形。
过量塑性变形是机械零件失效的重要形式,轻则使机器工作状况变坏,重则使机器无法连续运行,甚至破坏。
(3)蠕变。
在恒定载荷和高温下,蠕变一般是不行避开的,通常是以金属在肯定温度和应力下经过肯定时间所引起的变形量来衡量。
2.断裂1)韧性断裂韧性断裂时,零件承受的载荷大于零件材料的屈服强度,断裂前零件有明显的塑性变形,尺寸发生明显的变化。
一般断面缩小,且断口呈纤维状。
零件的韧性断裂往往是由于受到很大的载荷或过载引起的。
第六章零件的毛坯类型及其制造方法6.1零件毛坯类型铸件:形状复杂的毛坯,宜采用铸造方法制造。
目前生产中的铸件大多数是砂型铸造,少数是尺寸较小的优质铸件可采用特种铸造。
锻件:①自由锻件:自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法,简称自由锻。
②模锻件:模锻件就是有模具的锻造件,利用模具锻出精度要求比较高,比较复杂的锻件。
1、型材:按截面形状有圆钢,方钢,六角钢等。
①热轧型材:②冷拉型材:选择毛坯时应该考虑如下几个方面的因素:(一)零件的生产纲领大量生产的零件应选择精度和生产率高的毛坯制造方法,用于毛坯制造的昂贵费用可由材料消耗的减少和机械加工费用的降低来补偿。
如铸件采用金属模机器造型或精密铸造;锻件采用模锻、精锻;选用冷拉和冷轧型材。
单件小批生产时应选择精度和生产率较低的毛坯制造方法。
(二)零件材料的工艺性例如材料为铸铁或青铜等的零件应选择铸造毛坯;钢质零件当形状不复杂,力学性能要求又不太高时,可选用型材;重要的钢质零件,为保证其力学性能,应选择锻造件毛坯。
(三)零件的结构形状和尺寸形状复杂的毛坯,一般采用铸造方法制造,薄壁零件不宜用砂型铸造。
一般用途的阶梯轴,如各段直径相差不大,可选用圆棒料;如各段直径相差较大,为减少材料消耗和机械加工的劳动量,则宜采用锻造毛坯,尺寸大的零件一般选择自由锻造,中小型零件可考虑选择模锻件。
(四)现有的生产条件选择毛坯时,还要考虑本厂的毛坯制造水平、设备条件以及外协的可能性和经济性等。
零件的毛坯制造方法:该零件时属于箱壳类零件,结构比较简单规则但某些加工面和孔的尺寸精度、平面度,垂直度、位置精度、表面粗糙度要求比较高,铸件适用于制造复杂形状的毛坯,锻件适用于形状简单,强度要求高的毛坯。
但因此零件并不是很复杂,因此该零件选择毛坯为锻件,锻件制造的方法有自由锻和模锻两种。
自由锻毛坯精度低、加工余量大、生产率低,适用于单件小批量生产以及大型零件毛坯。