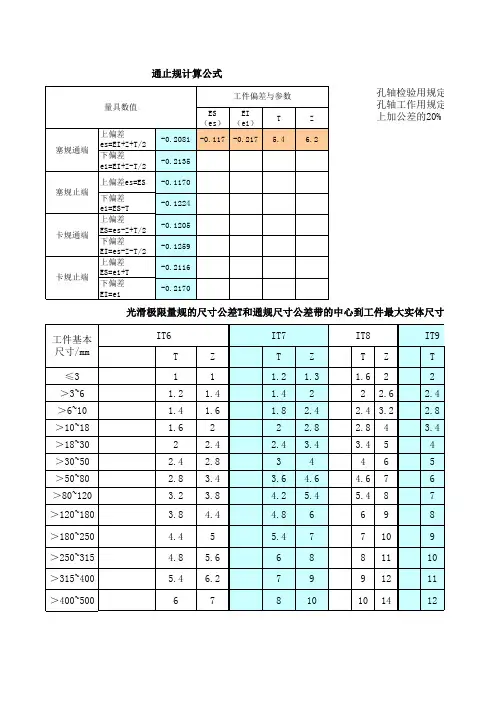
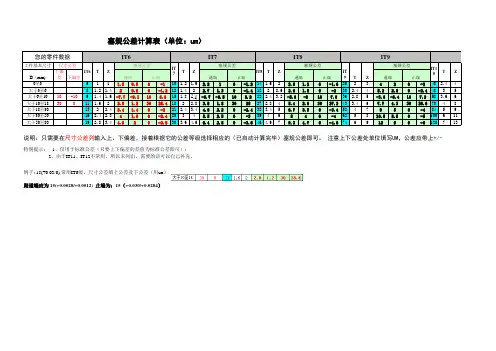
通止规设计公差IT6-10
- 格式:xls
- 大小:59.50 KB
- 文档页数:1
公差与配合(摘自GB1800~1804-79)
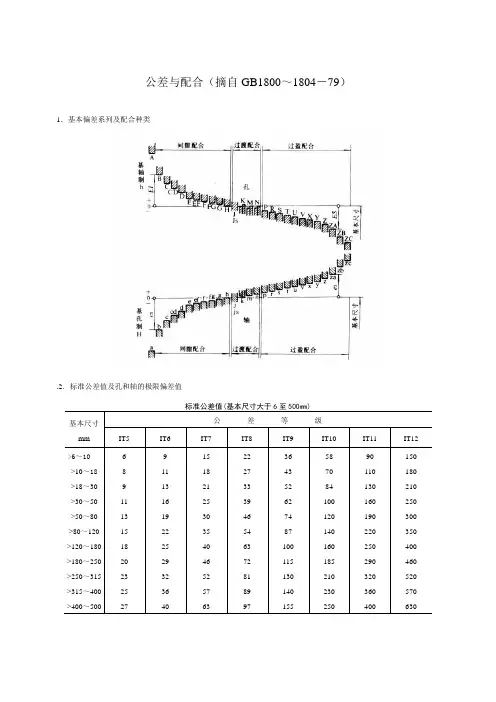
1.基本偏差系列及配合种类
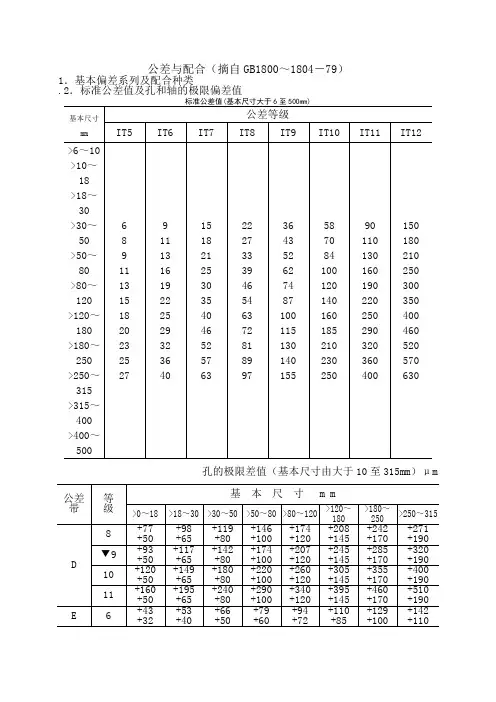
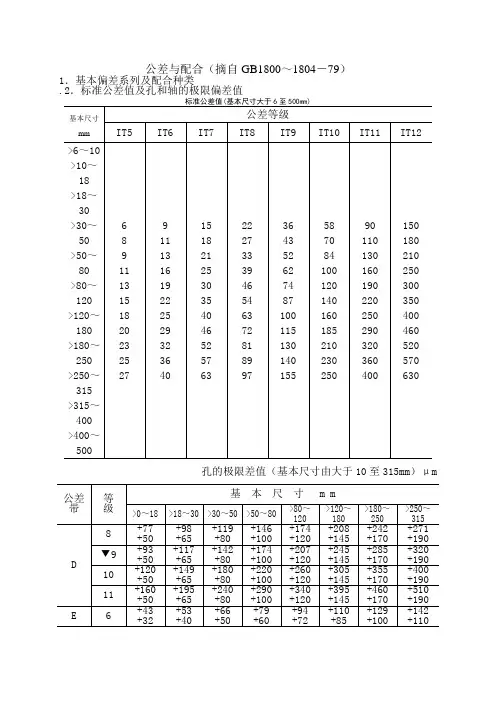
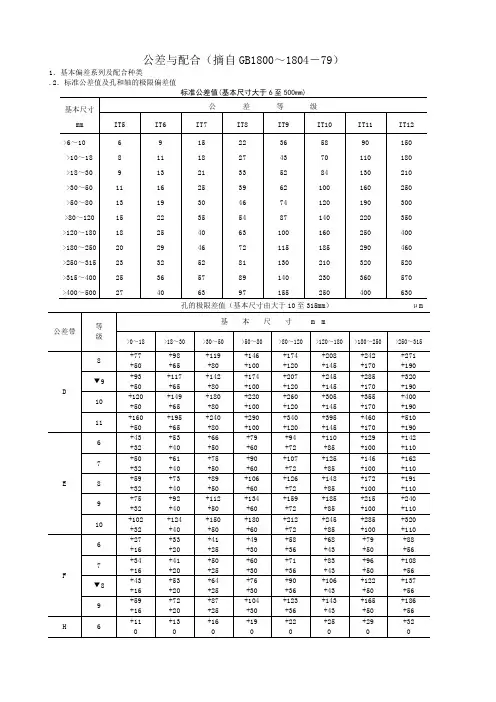
.2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差μm 主参数d(D)图例
直线度和平面度公差μm 主参数L图例
平行度、垂直度和倾斜度公差μm 主参数L、d(D)图例
同轴度、对称度、圆跳动和全跳动公差确良μm 主参数d(D)、B、L图例
表面粗糙度
值的应用范围
表面粗糙度R
a
注:1.粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档
的最大允许值取6.3。
的第1系列值,如原光洁度(旧国标)为▽5,R
a
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2.粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1
系列值,如原光洁度为▽5,R
的最大允许值取3.2。
因此,取该值提高
a
了原表面粗糙度的要求和加工的成本。
公差与配合(摘自GB1800~1804-79)
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差μm 主参数d(D)图例
直线度和平面度公差μm 主参数L图例
平行度、垂直度和倾斜度公差μm 主参数L、d(D)图例
同轴度、对称度、圆跳动和全跳动公差确良μm 主参数d(D)、B、L图例
表面粗糙度
值的应用范围
表面粗糙度R
a
注:1.粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档
的最大允许值取6.3。
的第1系列值,如原光洁度(旧国标)为▽5,R
a
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2.粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1
系列值,如原光洁度为▽5,R
的最大允许值取3.2。
因此,取该值提高
a
了原表面粗糙度的要求和加工的成本。
公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 68911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315K5 +9+1+11+2+13+2+15+2+18+3+21+3+24+4+27+4▼6 +12+1+15+2+18+2+21+2+25+3+28+3+33+3+36+47 +19+1+23+2+27+2+32+2+38+3+43+3+50+4+56+4M5 +15+7+17+8+20+9+24+11+28+13+33+15+37+17+43+206 +18+7+21+8+25+9+30+11+35+13+40+15+46+17+52+207 +25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20N5 +20+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6 +23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347 +30+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5 +26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6 +29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567 +36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
公差与配合(摘自GB1800~1804-79)
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差μm
主参数d(D)图例
直线度和平面度公差μm 主参数L图例
平行度、垂直度和倾斜度公差μm
主参数L、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度R a 值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a
的最大允许值取。
因此,取该值提高了原表面粗糙度的要求和加工的成本。

机械设计公差与配合标准表1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
标准公差值(基本尺寸大于6至500mm)
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm 主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度R a值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
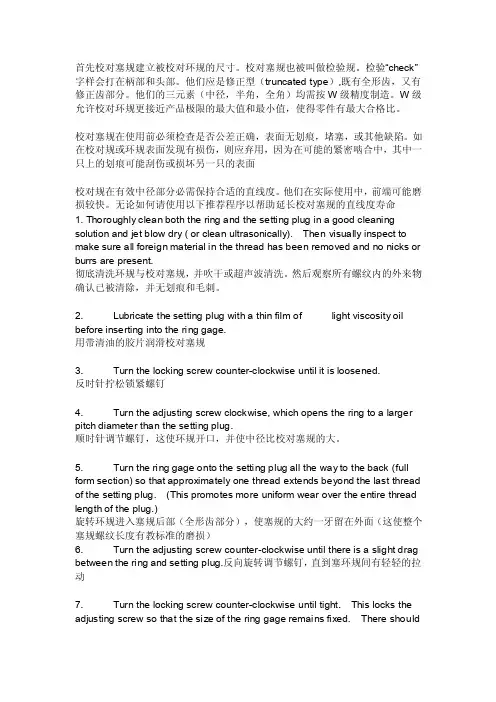
首先校对塞规建立被校对环规的尺寸。
校对塞规也被叫做检验规。
检验“check”字样会打在柄部和头部。
他们应是修正型(truncated type),既有全形齿,又有修正齿部分。
他们的三元素(中径,半角,全角)均需按W级精度制造。
W级允许校对环规更接近产品极限的最大值和最小值,使得零件有最大合格比。
校对塞规在使用前必须检查是否公差正确,表面无划痕,堵塞,或其他缺陷。
如在校对规或环规表面发现有损伤,则应弃用,因为在可能的紧密啮合中,其中一只上的划痕可能刮伤或损坏另一只的表面校对规在有效中径部分必需保持合适的直线度。
他们在实际使用中,前端可能磨损较快。
无论如何请使用以下推荐程序以帮助延长校对塞规的直线度寿命1. Thoroughly clean both the ring and the setting plug in a good cleaning solution and jet blow dry ( or clean ultrasonically). Then visually inspect to make sure all foreign material in the thread has been removed and no nicks or burrs are present.彻底清洗环规与校对塞规,并吹干或超声波清洗。
然后观察所有螺纹内的外来物确认已被清除,并无划痕和毛刺。
2. Lubricate the setting plug with a thin film of light viscosity oil before inserting into the ring gage.用带清油的胶片润滑校对塞规3. Turn the locking screw counter-clockwise until it is loosened.反时针拧松锁紧螺钉4. Turn the adjusting screw clockwise, which opens the ring to a larger pitch diameter than the setting plug.顺时针调节螺钉,这使环规开口,并使中径比校对塞规的大。
公差与配合标准表(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12孔的极限差值(基本尺寸由大于10至315mm)μm注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D) mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.5 2 2.5 2.5 3 4 5 7 8 9 10安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
6 2.5 3 4 4 5 6 8 10 12 13 157 4 5 6 7 8 10 12 14 16 18 20千斤顶或压力油缸的活塞,水泵及减速器的轴颈,液压传动系统的分配机构8 6 8 9 11 13 15 18 20 23 25 279 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63直线度和平面度公差μm 主参数L图例公差等级主要参数L mm应用举例≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 2 2.5 3 4 56 8 10 12 15普通精度的机床导轨6 3 4 5 6 8 10 12 15 20 257 5 6 8 10 12 15 20 25 30 40轴承体的支承面,减速器的壳体,轴系支承轴承的接合面8 8 10 12 15 20 25 30 40 50 609 12 15 20 25 30 40 50 60 80 100辅助机构及手动机械的支承面,液压管件和法兰的连接面10 20 25 30 40 50 60 80 100 120 150平行度、垂直度和倾斜度公差μm主参数L、d (D)图例公差等级主参数L、d(D)mm应用举例≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 56 8 10 12 15 20 25 30 40 垂直度用于发动机的轴和离合器的凸缘,装D、E级轴承和装C、D级轴承之箱体的凸肩6 8 10 12 15 20 25 30 40 50 60 平行度用于中等精度钻模的工作面,7~10级精度齿轮传动壳体孔的中心线7 12 15 20 25 30 40 50 60 80 100 垂直度用于装F、G 级轴承之壳体孔的轴线,按h6与g6连接的锥形轴减速机的机体孔中心线8 20 25 30 40 50 60 80 100 120 150 平行度用于重型机械轴承盖的端面、手动传动装置中的传动轴同轴度、对称度、圆跳动和全跳动公差确良μm主参数d(D)、B 、L 图例公差等级主参数d(D)、B、Lmm应用举例>3~6 >6~10>10~18>18~30>30~50>50~120>120~250>250~5005 3 4 56 8 10 12 15 6和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6 5 6 8 10 12 15 20 257 8 10 12 15 20 25 30 40 8和9级精度齿轮轴的配合面,普通精度高速轴(100r/min以下),长度在1m以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M 12 15 20 25 30 40 50 60 表面粗糙度粗糙度代号光洁度代号表面形状、特征加工方法应用范围ⅠⅡ除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的内表面注:1. 粗糙度代号I为第一种过渡方式。