间断焊焊接工艺说明上课讲义
- 格式:doc
- 大小:4.75 MB
- 文档页数:3
焊工培训课件·常用焊接方法1简介本文档是一份焊工培训课件,旨在介绍常用的焊接方法。
焊接是一种常见的金属连接技术,广泛应用于制造业和建筑业等领域。
本课程将介绍常用的焊接方法,包括电弧焊、气体焊、激光焊和电子束焊等。
通过学习这些方法,您将掌握焊接的基本理论和操作技能。
1. 电弧焊1.1 原理电弧焊是利用电弧加热金属,使其熔化并在接头处形成熔渣,从而实现金属的连接。
1.2 设备和材料•焊枪或焊割器•焊条或焊丝•焊接电源1.3 操作步骤1.准备焊接工件,打磨并清理焊接接头。
2.将焊条或焊丝插入焊枪,并调整焊接电流和电压。
3.将焊枪靠近接头,点燃电弧。
4.控制电弧的长度和稳定性,移动焊枪在接头上进行焊接。
5.焊接完成后,关闭电弧,清理焊接接头。
1.4 应用领域电弧焊广泛应用于各个行业,如汽车制造、船舶建造、桥梁建设、制造业等。
2. 气体焊2.1 原理气体焊是利用局部高温将金属融化并连接在一起的技术,常用的气体焊包括氧乙炔焊和气体保护焊。
2.2 设备和材料•氧乙炔焊接设备(包括气瓶和切割枪)•钎焊材料(如焊丝或焊条)•焊接电源(用于气体保护焊)2.3 操作步骤1.准备焊接工件,打磨并清理焊接接头。
2.调整氧乙炔焊接设备中的气体流量和火焰强度。
3.点燃气体焊接设备,调整火焰形状和大小。
4.控制火焰的方向和温度,将焊材融化并连接在一起。
5.焊接完成后,关闭气体焊接设备,清理焊接接头。
2.4 应用领域气体焊广泛应用于金属加工、制造业和艺术品制作等领域。
3. 激光焊3.1 原理激光焊是利用高能量密度的激光束将金属加热到熔化或汽化温度的焊接方法。
3.2 设备和材料•激光焊接设备•适用于激光焊接的金属材料3.3 操作步骤1.准备焊接工件,清洁并对接要焊接的部位。
2.调整激光焊接设备的参数,如激光功率和焦距。
3.将激光焊接设备对准焊接接头,启动激光器。
4.控制激光束的位置和功率,将金属熔化并连接在一起。
5.焊接完成后,关闭激光焊接设备,清理焊接接头。
电焊工艺之焊接基础知识培训讲义〝刘伟〞创新任务室外部讲义电焊工培训授课人:刘伟日期:2021.2.6目录1 焊接工艺基础知识 (1)1.1 焊接接头的种类及接头型式 (1)1.1.1对接接头 (1)1.1.2角接接头 (2)1.1.3 T形接头 (2)1.1.4搭接接头 (3)1.2焊缝坡口的基本方式与尺寸 (3)1.2.1坡口方式 (3)1.2.2坡口的几何尺寸 (4)1.3焊接位置种类 (5)1.4焊缝方式及外形尺寸 (7)1.4.1焊缝方式 (7)1.4.2焊缝的外形尺寸 (9)1.5焊缝符号表示法 (15)1.5.1符号 (15)1.5.2符号在图纸上的位置 (19)1.5.3焊缝尺寸符号及其标注位置 (22)1.6焊接方法在图样上的表示 (24)1.7焊接工艺参数及其对焊缝外形的影响 (25)1.7.1焊接电流 (25)1.7.2电弧电压 (26)1.7.3焊接速度 (26)1.7.4其它工艺参数及要素对焊缝外形的影响 (27)2 焊接工程图的表达方法 (32)2.1焊缝表示法 (32)2.1.1焊缝画法 (32)2.1.2焊缝的标注 (32)2.2符号说明 (35)2.3焊接装配图 (35)1 焊接工艺基础知识1.1 焊接接头的种类及接头型式用焊接方法衔接的接头称为焊接接头〔简称为接头〕。
它由焊缝、熔合区、热影响区及其临近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是衔接作用,即把两焊件衔接成一个全体;第二是传力作用,即传递焊件所接受的载荷。
依据GB/T3375—94«焊接名词术语»中的规则,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。
其中以对接接头和T形接头运用最为普遍。
1.1.1对接接头两件外表构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
中煤平朔集团井工一矿“刘伟”创新工作室内部讲义电焊工培训授课人:刘伟日期:2015.2.6目录1 焊接工艺基础知识 (1)1.1 焊接接头的种类及接头型式 (1)1.1.1对接接头 (1)1.1.2角接接头 (2)1.1.3 T形接头 (2)1.1.4搭接接头 (3)1.2焊缝坡口的基本形式与尺寸 (3)1.2.1坡口形式 (3)1.2.2坡口的几何尺寸 (4)1.3焊接位置种类 (5)1.4焊缝形式及形状尺寸 (7)1.4.1焊缝形式 (7)1.4.2焊缝的形状尺寸 (9)1.5焊缝符号表示法 (15)1.5.1符号 (15)1.5.2符号在图纸上的位置 (19)1.5.3焊缝尺寸符号及其标注位置 (22)1.6焊接方法在图样上的表示 (24)1.7焊接工艺参数及其对焊缝形状的影响 (25)1.7.1焊接电流 (25)1.7.2电弧电压 (26)1.7.3焊接速度 (26)1.7.4其它工艺参数及因素对焊缝形状的影响 (27)2 焊接工程图的表达方法 (32)2.1焊缝表示法 (32)2.1.1焊缝画法 (32)2.1.2焊缝的标注 (32)2.2符号说明 (35)2.3焊接装配图 (35)1 焊接工艺基础知识1.1 焊接接头的种类及接头型式用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。
其中以对接接头和T形接头应用最为普遍。
1.1.1对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
焊接培训讲义一、焊接基础知识1.1 焊接的定义焊接是指通过加热金属至熔点或半熔状态,利用加压或不加压的方法使两个或两个以上的工件永久连接在一起的金属加工方法。
焊接是一种热加工工艺,是制造业中常用的连接方法之一。
1.2 焊接的分类按照加热方式的不同,焊接可以分为电弧焊、气体保护焊、激光焊、等离子弧焊等多种类型。
不同的焊接类型适用于不同的材料和场景,学员需要根据实际情况选择适合的焊接方法。
1.3 焊接的工艺流程焊接的工艺流程通常包括准备工作、预热、焊接、冷却等步骤。
准备工作包括清洁焊接表面、安装焊接设备、检查焊接接头等工作;预热是指在焊接之前加热焊接材料以提高焊接质量;焊接是通过加热和压力使焊接材料连接在一起的步骤;冷却是指焊接完成后冷却焊接部位并进行质量检验。
1.4 焊接的安全注意事项焊接属于高温作业,学员在进行焊接时需要注意防火防爆,穿戴好防护设备,确保安全操作。
另外,要做好通风,避免有害气体的吸入,确保工作场所的安全环境。
二、焊接技能培训2.1 电弧焊技能训练电弧焊是一种常用的焊接方式,学员需要掌握电弧焊接的基本原理和操作技能。
在电弧焊接中,学员需要掌握电焊机的使用方法、焊丝的选用、焊接电流和电压的调节等技能。
2.2 气体保护焊技能训练气体保护焊是一种较为精细的焊接方式,适用于对焊接质量要求较高的场景。
学员需要掌握气体保护焊接的各项参数设置、气体保护焊设备的使用方法、焊接枪的操作技巧等技能。
2.3 焊接质量检验技能培训焊接完成后,需要进行焊接质量检验,以确保焊接质量符合要求。
学员需要学习焊缝外观检查、断面检查、焊接强度测试等技能,掌握焊接质量检验的方法和步骤。
2.4 焊接安全培训在焊接过程中,学员需要时刻注意安全,避免因疏忽大意而造成事故。
焊接安全培训需要向学员系统介绍焊接安全知识,包括防火防爆、个人防护、紧急救护等内容,确保学员具备安全操作焊接的能力。
三、培训实践在完成基本知识和技能的学习后,学员需要进行实际的焊接操作,以提高自己的实际操作能力。
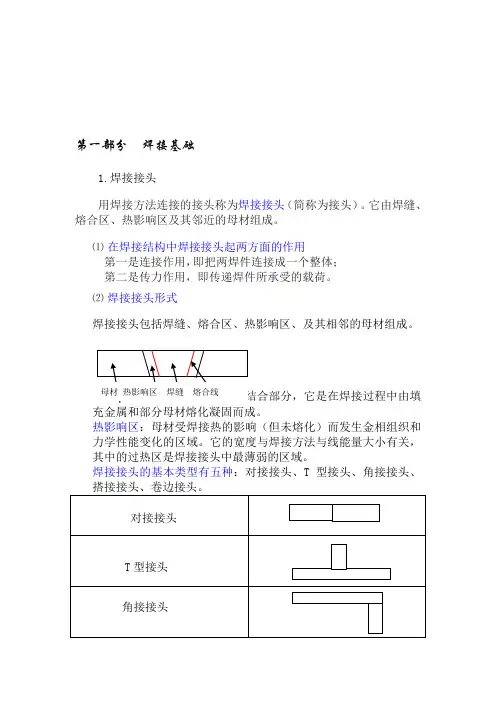
第一部分焊接基础1.焊接接头用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
⑴在焊接结构中焊接接头起两方面的作用第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
⑵焊接接头形式焊接接头包括焊缝、熔合区、热影响区、及其相邻的母材组成。
母材热影响区焊缝熔合线焊缝:焊接后焊件中所形成的结合部分,它是在焊接过程中由填充金属和部分母材熔化凝固而成。
热影响区:母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
它的宽度与焊接方法与线能量大小有关,其中的过热区是焊接接头中最薄弱的区域。
焊接接头的基本类型有五种:对接接头、T型接头、角接接头、搭接接头、卷边接头。
对接接头T型接头角接接头2.什么是坡口?常用坡口有哪些形式?根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。
开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。
坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:常用的坡口形式有I 形坡口、Y 型坡口、带钝边U 形坡口、双Y 形坡口、带钝边单边V 形坡口等,见图2。
3. 表示坡口几何尺寸的参数有哪些?它们各起什么作用?⑴坡口面 焊件上所开坡口的表面称为坡口面,见图3。
卷边接头搭接接头1⑵坡口面角度和坡口角度焊件表面的垂直面与坡口面之间的夹角称为坡口面角度,两坡口面之间的夹角称为坡口角度,见图4。
2开单面坡口时,坡口角度等于坡口面角度;开双面对称坡口时,坡口角度等于两倍的坡口面角度。
坡口角度(或坡口面角度)应保证焊条能自由伸入坡口内部,不和两侧坡口面相碰,但角度太大将会消耗太多的填充材料,并降低劳动生产率。
⑶根部间隙焊前,在接头根部之间预留的空隙称为根部间隙。
亦称装配间隙。
根部间隙的作用在于焊接底层焊道时,能保证根部可以焊透。
间断焊焊接工艺说明
1、根据所标注的焊接符号要求进行焊接。
如图1所示,表示有6处50(80)的间断焊,每段焊缝长度为50mm ,中间间隔80mm ,焊缝高度为5mm 。
图1
2、焊两头,分中间。
先预留出端头的焊缝,再按要求将中间均分。
如中间无法按要求均分,可适当延长其中一段焊缝。
如图2所示,先留出端头1、2处焊缝位置,再将中间那段按图纸标注要求均分,如无法均分,可适当延长一段中间焊缝或缩短一段中间间隙。
图2
3、端头相交处焊缝需连接在一起,如图3所示。
端头焊缝1
端头焊缝2
中间间隙
中间焊缝
正确焊法:
端头相交处
焊缝需相连
图3 不合理焊法:
端头相交处
焊缝未连接
图4
4、各梁连接处为关键受力部位,焊缝需相连,如下图所示。
图5
正确焊法:关键受力处,焊缝相连
不合理焊法:关键受力处,焊缝未相连
焊缝未相连
关键处焊缝未连接 补焊关键处焊缝。