工艺巡检记录表
- 格式:xlsx
- 大小:15.94 KB
- 文档页数:1
巡检日期
1234
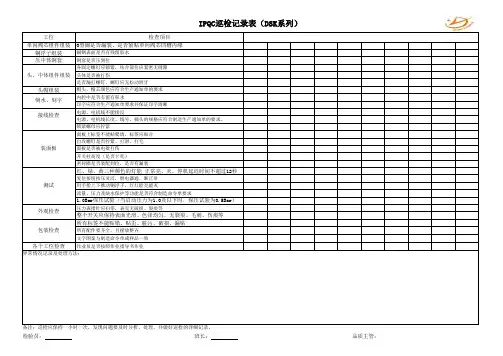
班组长签字:1、巡检专员每天必须进行2-4小时左右的认真细致的巡检工作,发现问题要及时分析、处理。并做好巡检的详细记录。
2、巡检中出现不合格项目,由巡检专员和班组负责人共同提出整改措施,并实施。质量管理部负责验证。
巡检产品类型工艺、质量巡检记录表
存档编号: ZG-XJ-2012-06
检、错检现象。3、巡检专员三次检查出同一项目不合格的班组,要通报批评,超过三次者要扣罚该班组10-30% 的奖金。
4、质量管理部会同生产部,每月要进行一次全面的工艺、质量现场检查,并将检查结果进行汇总通报。视情况给予奖励或处罚。
项 目巡 检 内 容 及 要 求巡检记录(次)异常状态描述
1、生产现场环境应整洁,无随意堆放、杂乱现象。
2、物料货架上的零部件要有包装,摆放整齐。不得有挤
压、重叠以及容易造成漆面、元器件损伤的现象。
3、正在装配的产品,不得有人为踩踏、工具放置等现象。
1、零部件应经检验合格后,上线装配。是否有未检、漏生 产 班 组
巡检要求:
3、工序控制点的设立是否合理有效,控制记录是否到位。
1、上岗员工是否经培训合格,作业动作是否标准。
2、“作业指导书”和“随工单”是否准备齐全。
3、生产作业人员是否理解“作业指导书”中的操作工艺
和技术要求,并严格按要求去工作。
备注: 1、当生产出现严重异常时,须发出纠正预防措施处理单,要求生产分析改进。 2、打“√”表示合格,打“×”表示不合格,必要时须在 “状态描述”栏内加以说明,打“ / ” 表示无此项。巡检专员记录:生产现场
产品检验
装配工艺
生产安全
拉闸断电。
3、搬运车辆或工具,不得乱停乱放。4、生产作业人员是否认真履行和及时填写“随工单”中
的“自检”、“互检”的操作、签字规程。
5、对不合格品是否进行标示,并按指定区域放置。
1、现场临时用电(~220V,~380V),未按要求进行布设
和防护,存在私搭乱接现象。
2、1类手持电动工具无保护接地。设备工作完毕后,未2、各工序间的检测方法和手段是否准确和适用。