【CN209849678U】一种框状工件两次成型模具【专利】
- 格式:pdf
- 大小:378.58 KB
- 文档页数:7
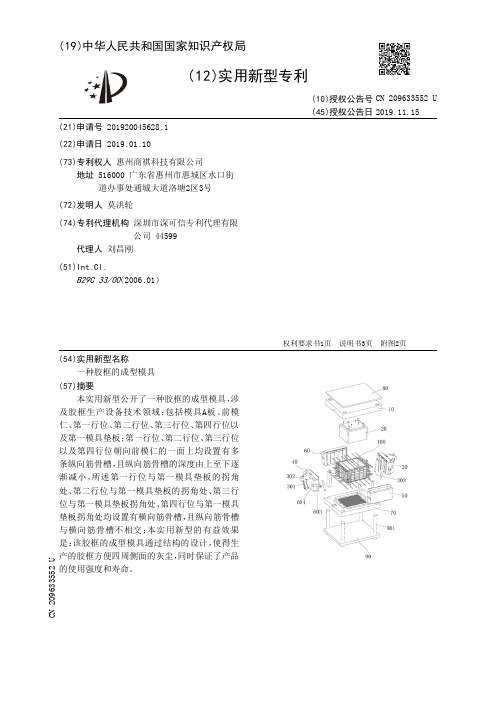
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920194379.2(22)申请日 2019.02.13(73)专利权人 厦门富兴兴模具有限公司地址 361000 福建省厦门市同安区新民镇湖安村下厝里58号一楼(72)发明人 陈铂富 (51)Int.Cl.B29C 45/26(2006.01)B29C 33/30(2006.01)(54)实用新型名称一种组合式镜框模具(57)摘要本实用新型公开了一种组合式镜框模具,包括动模板和定模板,所述定模板的上侧开设有第一定位槽,所述第一定位槽上设有与之相配合卡接的第一定位块,所述第一定位块的一侧固定安装有第一定位板,所述定模板的两侧分别开设有第二定位槽,所述定模板的上表面开设有镜框槽,所述镜框槽的中部开设有导流槽,所述镜框槽上设有镜片模,所述镜片模的下表面上固定连接有第三定位块,所述第三定位块配合卡接在第三定位槽内;第一定位槽和第二定位槽,便于第一定位块与第二定位块卡接固定,使得模具组合成型,便于模具零部件的使用和更换维护,降低使用成本和模具生产制造的难度,操作方便,便于组装和更换,方便注塑产品生产。
权利要求书1页 说明书3页 附图3页CN 209718484 U 2019.12.03C N 209718484U权 利 要 求 书1/1页CN 209718484 U1.一种组合式镜框模具,包括动模板(41)和定模板(51),其特征在于:所述定模板(51)的上侧开设有第一定位槽(1),所述第一定位槽(1)上设有与之相配合卡接的第一定位块(11),所述第一定位块(11)的一侧固定安装有第一定位板(12),所述定模板(51)的两侧分别开设有第二定位槽(2),所述第二定位槽(2)上设有与之相配合卡接的第二定位块(21),所述第二定位块(21)的内侧面固定连接有第二定位板(22),所述定模板(51)的上表面开设有镜框槽(7),所述镜框槽(7)的中部开设有导流槽(8),所述定模板(51)的上表面开设有第三定位槽(3),所述镜框槽(7)上设有镜片模(31),所述镜片模(31)的下表面上固定连接有第三定位块(32),所述第三定位块(32)配合卡接在第三定位槽(3)内,所述动模板(41)的上表面固定安装有动模座板(4),所述定模板(51)的下表面固定安装有定模座板(5),动模板(41)的下表面与定模板(51)的上表面分别开设有定位孔(6),所述动模板(41)的定位孔(6)内固定插接有导柱(42),所述定模板(51)的定位孔(6)内插接有导套(52),所述导柱(42)滑动插接在导套(52)内。
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920389801.X(22)申请日 2019.03.26(73)专利权人 江苏欣荣普尔斯机械有限公司地址 215600 江苏省苏州市张家港市锦丰镇锦南路2号江苏欣荣普尔斯机械有限公司(72)发明人 张弦 张永东 徐辉 (74)专利代理机构 苏州市港澄专利代理事务所(普通合伙) 32304代理人 赵维达(51)Int.Cl.B29C 44/08(2006.01)B29C 44/12(2006.01)B29C 44/58(2006.01)(54)实用新型名称一种二次发泡模具(57)摘要本申请公开了一种二次发泡模具,包括沿内管外壁依次设置的发泡层螺旋体、发泡层芯模、发泡层口模、外护管芯模、外护管口模,所述发泡层螺旋体外表面形成有第一螺旋槽,所述发泡层芯模与发泡层口模之间形成有第一环形通道,所述第一螺旋槽延伸至所述第一环形通道。
本实用新型的优点在于二次发泡成型使管材得到更好的保护,耐用性得到提高,力学性能更好,使用范围更广。
权利要求书1页 说明书3页 附图2页CN 209794375 U 2019.12.17C N 209794375U权 利 要 求 书1/1页CN 209794375 U1.一种二次发泡模具,其特征在于,包括沿内管(100)外壁依次设置的发泡层螺旋体(200)、发泡层芯模(300)、发泡层口模(400)、外护管芯模(500)、外护管口模(600),所述发泡层螺旋体(200)外表面形成有第一螺旋槽(210),所述发泡层芯模(300)与发泡层口模(400)之间形成有第一环形通道(220),所述第一螺旋槽(210)延伸至所述第一环形通道(220),所述发泡层螺旋体(200)外壁套设有发泡层外套(230),所述发泡层外套(230)开设有密封连通于第一挤出机的第一入料口(240),所述第一入料口(240)连通于所述第一螺旋槽(210)背离所述第一环形通道(220)的一端,所述发泡层口模(400)与所述内管(100)之间形成发泡层腔(250),所述第一环形通道(220)延伸至所述发泡层腔(250),所述外护管芯模(500)外壁套设有外护管螺旋体(700),所述外护管螺旋体(700)外表面形成有第二螺旋槽(710),所述外护管芯模(500)与外护管口模(600)之间形成有第二环形通道(720),所述第二螺旋槽(710)延伸至所述第二环形通道(720),所述外护管螺旋体(700)外壁套设有外护管外套(730),所述外护管外套(730)开设有密封连通于第二挤出机的第二入料口(740),所述第二入料口(740)连通于所述第二螺旋槽(710)背离所述第二环形通道(720)的一端,发泡层(251)外壁与所述外护管口模(600)内壁之间形成外护管腔(750),所述第二环形通道(720)延伸至所述外护管腔(750)。
![一种二次分型的注塑模具[实用新型专利]](https://img.taocdn.com/s1/m/a6a07acbaaea998fcd220e60.png)
专利名称:一种二次分型的注塑模具专利类型:实用新型专利
发明人:杨立义
申请号:CN202020477590.8
申请日:20200403
公开号:CN211994044U
公开日:
20201124
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种二次分型的注塑模具,所述二次分型的注塑模具包括定模、动模、模芯、顶板、脱模板,所述定模通过半导体制冷片支制成,分为制冷端和制热端,制热端上设有空腔,定模上安装有脱模板,脱模板上安装有动模,动模上设有模芯孔,模芯孔安装有模芯,模芯与定模上的空腔和动模、脱模板形成注塑腔,动模上通过导柱安装有顶板,动模与顶板之间设有注浇道,顶板一侧设有设有限距板,动模一侧设有与限距板配合使用的限距板套;动模上设有冷流道,冷流道周围设有冷水流道;本实用新型提出了一种二次分型的注塑模具,其通过二次移动使得注浇道内的凝胶与注塑件断裂,且可以推出注塑件和胶道凝料,避免了注塑件卡在模具上,增加了注塑效率。
申请人:广东立义精密模具制造有限公司
地址:528427 广东省中山市南头镇穗西工业区金海路18号
国籍:CN
代理机构:北京隆达恒晟知识产权代理有限公司
代理人:杨青
更多信息请下载全文后查看。
专利名称:模具的两次脱模装置专利类型:实用新型专利
发明人:金瑁
申请号:CN200920202663.6申请日:20091224
公开号:CN201579907U
公开日:
20100915
专利内容由知识产权出版社提供
摘要:本实用新型涉及一种模具的两次脱模装置,包括滑座、斜导柱和锁紧块,滑座上固定有与第一型芯滑块相斜面配合的导向块,在该滑座的另一侧面上还连接有第二型芯滑块,该第二型芯滑块与第一型芯滑块之间左右相抵靠,上下之间余留有第一型芯滑块上下移动的空间,该空间的高度不小于产品的第一扣位的高度,当第一型芯滑块的第一扣位成型部脱离于产品的第一扣位状态下,第二型芯滑块与滑座相联动。
由于两个滑块分别作沉降、移动后即可与产品的倒扣实现脱离,且在需要维修时,只需要将单个滑块取出,因而本实用新型结构简单,模具开发费用低,制作周期短,便于装配,维护,且这种结构还使得脱出倒扣的区域更大,型芯滑块的强度好,模具不易损坏,使用起来更加可靠。
申请人:嘉兴信元精密模具科技有限公司
地址:314000 浙江省嘉兴市秀洲工业区加创路1711号
国籍:CN
代理机构:宁波诚源专利事务所有限公司
更多信息请下载全文后查看。
专利名称:一种一步成型的“几”字型冲压模具专利类型:实用新型专利
发明人:葛杨波,段星
申请号:CN201920243386.7
申请日:20190226
公开号:CN209680843U
公开日:
20191126
专利内容由知识产权出版社提供
摘要:一种一步成型的“几”字型冲压模具,包括凹模板和设置在所述凹模板下方的下模板,所述凹模板上方设置有左右对称的左摆块和右摆块,所述凹模板与所述下模板内贯穿设置一可上下运动的传力杆,所述传力杆上方固定一凹模入块,所述左摆块、右摆块分别转动设置在所述凹模入块的左、右两侧,所述传力杆下端设置有水平的打板,所述凹模板上方设置有冲头,所述冲头的下端内凹一方型槽,所述冲头内还设置有可上下运动的压料块。
本实用新型采用在凹模入块两侧设置摆块的方式,实现了“几”字型零件的一步成型,将原两套模具方可完成的折弯动作,优化至一套模具内完成,减少了模具的数量,使研发新模支出大幅降低。
申请人:昆山维肯恩电子科技有限公司
地址:215000 江苏省苏州市昆山市玉山镇古城中路78号5号房
国籍:CN
代理机构:苏州翔远专利代理事务所(普通合伙)
代理人:王华
更多信息请下载全文后查看。
专利名称:两次顶出注塑模具机构专利类型:实用新型专利
发明人:杨智宇,甘海林
申请号:CN201420083994.3申请日:20140226
公开号:CN203765967U
公开日:
20140813
专利内容由知识产权出版社提供
摘要:本实用新型涉及一种两次顶出注塑模具机构,其包括复位弹簧、推块、推块镶件、活动块和拉勾。
所述复位弹簧安装在活动块里,所述推块与顶针板和顶针底板通过锁紧件接连,所述推块镶件通过锁紧件与推块接连,所述活动块通过锁紧件与母模板接连,所述拉勾通过锁紧件与支撑板接连。
本实用新型在模具开模顶出时,通过简单的机械结构配合,实现两次顶出,减少使用油压缸等其他辅件,结构简单可靠,降低模具开发成本,缩短产品生产周期,提高生产效率。
申请人:昆山立讯精密模具有限公司
地址:215324 江苏省苏州市昆山市锦溪镇锦商路851号
国籍:CN
更多信息请下载全文后查看。
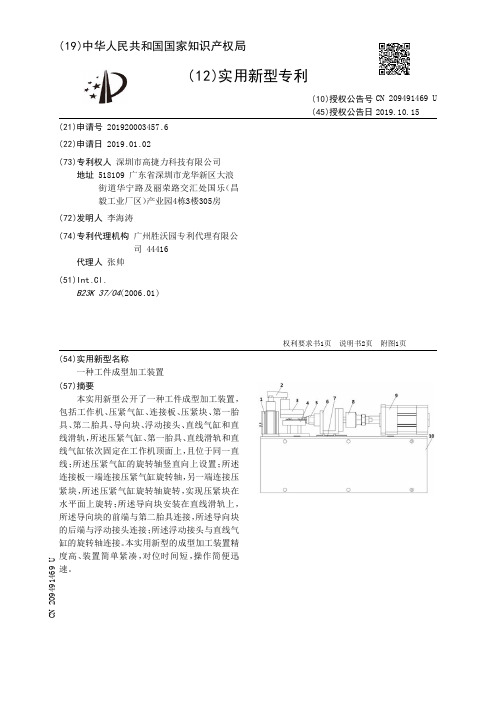
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201920381734.7(22)申请日 2019.03.25(73)专利权人 广州市正崇门窗有限公司地址 510000 广东省广州市花都区新雅街雅瑶旧村聚福西路26-1(72)发明人 豆盛香 马天峰 (74)专利代理机构 广州市深研专利事务所44229代理人 张喜安(51)Int.Cl.B21D 22/02(2006.01)(54)实用新型名称一种多层合金成型装置(57)摘要一种多层合金成型装置,涉及一种合金加工装置,包括底座,所述底座上方两侧设有支架,支架上部分设有承载板,承载板上设有液压缸,液压缸上的液压杆穿过承载板与压板连接,所述的底座正上方设有液压台且液压台位于压板的正下方,液压台内部中心设有电动机,电动机的输出轴与圆锥齿轮A连接,圆锥齿轮A与圆锥齿轮B啮合,圆锥齿轮B的一端与螺杆A一端连接,圆锥齿轮B另一端与螺杆B一端连接,所述的螺杆A设有螺块A且两者之间的连接关系为螺纹连接,螺块A的顶部与夹块A连接,夹块A穿过液压台内部且夹块A位于液压台外侧,所述的夹块A底部与导向装置A连接,该合金成型装置能固定不同尺寸的条状、块状合金,同时冲压过程更加的稳定可靠。
权利要求书1页 说明书3页 附图2页CN 209849627 U 2019.12.27C N 209849627U权 利 要 求 书1/1页CN 209849627 U1.一种多层合金成型装置,包括底座(1),其特征在于:所述的底座(1)上方两侧设有支架(9),支架(9)上部分设有承载板(10),承载板(10)两端与支架(9)连接,承载板(10)上设有液压缸(19)且液压缸(19)通过固定座固定在承载板(10)上,液压缸(19)上的液压杆(18)穿过承载板(10)与压板(17)连接,压板(17)两侧分别与连接杆(16)一端连接,连接杆(16)另一端与滑块A(15)连接,滑块A(15)与滑轨(14)连接且两者的连接方式为滑动连接,滑轨(14)设置在支架(9)内侧;所述的底座(1)正上方设有液压台(5)且液压台(5)位于压板(17)的正下方,液压台(5)内部中心设有电动机(2),电动机(2)的输出轴与圆锥齿轮A(3)连接,圆锥齿轮A(3)与圆锥齿轮B(4)啮合且圆锥齿轮A(3)与圆锥齿轮B(4)的轴心角为九十度,圆锥齿轮B(4)的一端与螺杆A(7)一端连接,螺杆A(7)的另一端与液压台(5)壁通过轴承连接,圆锥齿轮B(4)另一端与螺杆B(12)一端连接,螺杆B(12)另一端与液压台(5)壁通过轴承连接,所述的螺杆A(7)上设有螺块A(6)且两者之间的连接关系为螺纹连接,螺块A(6)的顶部与夹块A(8)连接,夹块A(8)穿过液压台(5)内部且夹块A(8)位于液压台(5)外侧,所述的螺杆B(12)上设有螺块B(11)且两者之间的连接关系为螺纹连接,螺块B(11)的顶部与夹块B (13)连接,夹块B(13)穿过液压台(5)内部且夹块B(13)位于液压台(5)外侧,所述的夹块A (8)底部与导向装置A连接,夹块B(13)底部与导向装置B连接。
(19)中华人民共和国国家知识产权局
(12)实用新型专利
(10)授权公告号 (45)授权公告日 (21)申请号 201920229167.3
(22)申请日 2019.02.20
(73)专利权人 佛山市南海兴迪机械制造有限公
司
地址 528247 广东省佛山市南海区大沥镇
盐步河西黎边村岳利沙公路东段南1
号之一
专利权人 河南孟电集团兴迪锻压设备制造
有限公司
(72)发明人 李经明 欧阳翎 胥志高
(74)专利代理机构 广州嘉权专利商标事务所有
限公司 44205
代理人 左恒峰
(51)Int.Cl.
B21D 37/10(2006.01)
B21D 35/00(2006.01)
(54)实用新型名称
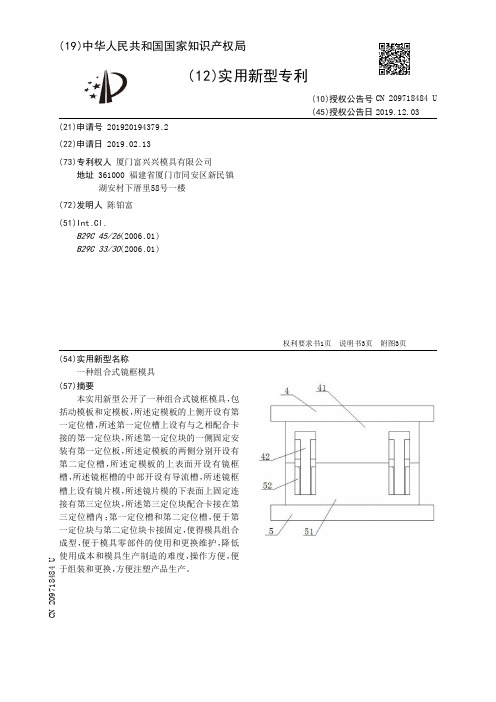
一种框状工件两次成型模具
(57)摘要
本实用新型公开了一种框状工件两次成型
模具,包括一次成型模具和二次成型模具,所述
一次成型模具包括一次成型上模和一次成型下
模,所述一次成型上模和一次成型下模之间开有
一次成型模腔,所述二次成型模具包括二次成型
上模和二次成型下模,所述二次成型上模和二次
成型下模之间开有二次成型模腔,所述二次成型
模腔中设置有对应工件孔位的孔位成型块;1.提
高了生产效率;2.有利于改善工作环境;3.可保
护产品表面晶体不受到破坏,进而提高成品质
量。
权利要求书1页 说明书2页 附图3页CN 209849678 U 2019.12.27
C N 209849678
U
权 利 要 求 书1/1页CN 209849678 U
1.一种框状工件两次成型模具,其特征在于:包括一次成型模具(1)和二次成型模具
(2),所述一次成型模具(1)包括一次成型上模(11)和一次成型下模(12),所述一次成型上模(11)和一次成型下模(12)之间开有一次成型模腔(13),所述二次成型模具(2)包括二次成型上模(21)和二次成型下模(22),所述二次成型上模(21)和二次成型下模(22)之间开有二次成型模腔(23),所述二次成型模腔(23)中设置有对应工件孔位的孔位成型块(24)。
2。