成型零部件设计
- 格式:ppt
- 大小:4.63 MB
- 文档页数:53
塑料注射成型工艺中成型零部件注射成型(注塑)是一种将已经在加热料筒中预先均匀塑化的热固性或热塑性材料,高速推挤到闭合模具的模腔中用以成型工业产品的生产方法。
产品通常使用橡胶注塑和塑料注塑。
注塑方法又可分注塑成型模压法和压铸法。
注射成型机(简称注射机或注塑机)是一种常用的塑料成型设备,它利用塑料成型模具将热塑性塑料制成各种形状的塑料制品。
近年来,注射成型也成功地用于成型某些热固性塑料。
我国的注塑机从无到有,从单一品种到多品种,已经有了长足的发展。
但相比于其他如德国等制造工艺技术发达的国家,我国的塑料工业还处于初级发展阶段,所以注塑成型在我国的高分子材料发展进程中有着广阔的前景。
同时随着塑料制品在日常社会中得到广泛利用,塑料注射成型所用的模具(简称注射模,它是实现注射成型工艺的重要工艺装备)技术已成为衡量一个国家制造水平的重要标志之一。
注射模的基本组成:1)成型零部件;2)浇注系统:浇注系统是指注塑机喷嘴将塑料喷出后,流体到达模具型腔前所流经的通道;3)导向机构:导向机构是用于保证动、定模合模时准确对合;4)支承零部件:支承零部件是指起支持作用的零部件轴承,常与导向机构组合构成模架;5)推出机构:推出机构是将模具中已经完成成型后的塑件及浇注系统中的凝料推出模具的装置;6)侧向分型与抽芯机构:该机构将成型孔、凹穴或凸台的型芯或瓣合模块从塑件上脱开或抽出,合模时又将其复位;7)温度调节系统:满足注射工艺对模温的要求;8)排气系统:将型腔内的气体排出模外。
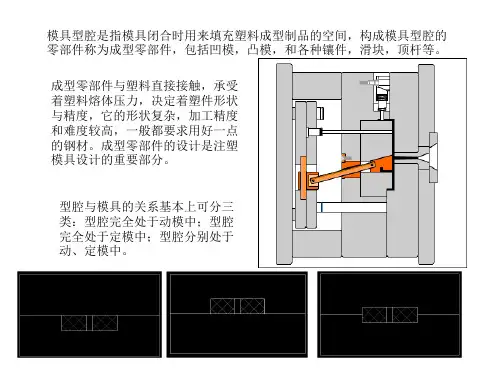
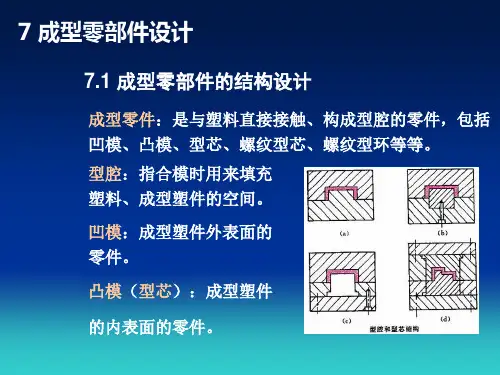
其中,成型零部件是指直接与塑料接触或部分接触,并决定塑件形状、尺寸、表面质量的零件,它们是模具的核心零件。
包括型腔、型芯、螺纹型芯、螺纹型环、镶件等。
这里主要对成型零部件中凹模、凸模的结构进行分类,以及对其使用条件进行分析。
1凹模结构分类凹模也可以称作型腔或者凹模型腔,是用来成型塑件外形轮廓的主要零件。
可在安装在定模上也可以安装在动模上。
凹模的类型有很多,凹模按外形可以分为圆形和矩形;按刃口有平刃和斜刃;按结构形式不同则可以把它们分为整体式凹模、整体嵌入式凹模、局部镶拼组合式凹模、大面积镶拼组合式凹模。
《塑料成型工艺与模具设计》课程教学大纲课程代号:ABJD0708课程中文名称:塑料成型工艺与模具设计课程英文名称:Thep1astictechno1ogyofmou1danddesignofmou1d课程类型:选修课程学分数:3学分课程学时数:48学时授课对象:材料成型与控制工程专业本课程的前导课程:画法几何及工程制图、材料力学、金属学及热处理、机械制造技术基础等课程。
一、课程简介《塑料成型工艺与模具设计》课程是材料成型与控制专业的一门专业必修课,是主干课之一。
主要研究塑料的成型工艺及其模具设计的一般理性知识,重点掌握注射成型的设计计算方法,达到能独立设计中等复杂程度塑料模具的能力,对气辅注射成型、精密注射模具设计、热流道模具设计等基本知识有所了解。
通过对本课程的学习,使学生掌握塑料的组成及特性,塑料成型工艺的特点,塑料制品结构设计,各种塑料模具的结构、设计原理和设计方法,了解模具制造技术的现状及发展趋势,为学生以后从事有关模具设计打下必要的基础。
二、教学基本内容和要求绪论课程教学内容:塑料及塑料工业的发展、塑料成型在在工业生产中的重要性、塑料模具的分类;塑料成型技术的现状与发展趋势;本课程的任务和学习方法。
课程的重点、难点:本章重点是塑料成型在在工业生产中的重要性、模具与塑料模具的概念;本章难点是模具CAD/CAE/CAM及塑料模标准化的理解。
课程教学要求:了解国内外塑料工业的发展概况;了解塑料成型在在工业生产中的重要性;理解本课程的性质和任务。
第1章高分子聚合物结构特点与性能课程教学内容:树脂与高聚物、聚合物的分子结构特点、高聚物的热力学性能及成型过程中的变化、塑料流变学、塑料粘度的调节、分子定向与定向作用。
课程的重点、难点:本章重点是高聚物的热力学性能及成型过程中的变化、高聚物的结晶、取向、降解的影响;本章难点是结晶、取向、降解的概念的理解。
课程教学要求:掌握树脂与塑料的概念;了解高分子与低分子的区别;掌握高聚物的分子结构与特性;理解结晶与非结晶的区别;掌握高聚物的热力学性能;了解高聚物的加工工艺性能;理解高聚物的结晶、取向、降解的概念。
注射模具成型零部件公差选定作者:杨琳琳来源:《中国科技博览》2018年第18期[摘要]注射模具成型零部件的精度直接影响塑件的质量,为成型零部件制定合理的公差是保证精度的前提。
本文列举了几种成型零部件公差选定方法,希望能为模具设计人员的工作提供参考。
[关键词]注射模具;成型零部件;公差中图分类号:S687 文献标识码:A 文章编号:1009-914X(2018)18-0363-01前言:注塑加工的目的是要生产出尺寸及精度合格、表面质量达标的塑料制件,影响塑件尺寸和精度的因素包括:塑料原料收缩率的波动、成型零件的制造公差及成型零件的磨损等。
其中,若要减小塑料收缩率造成的影响,应从稳定注射工艺条件及选择收缩率波动小的材料着手;而减小成型零件对塑件质量的影响,应着重于提高模具精度等级,即为成型零部件制定合理的公差。
1.采用计算法设计成型零部公差计算公式:Lm=Ls(1+S)其中:Lm——模具成形零件尺寸Ls——塑件尺寸S——塑料收缩率2.加工过程中确定成型零部件公差由于模具属于单件生产,因此不必过多考虑零部件的互换,对于精度较低的模具,可以在装配时采用配作的方法,为方便修配,加工时采用安全值,即型腔按照下偏差加工,型芯按上偏差加工,具体做法:(1)当公差为正数时,模具按上偏差加工(成品多数为孔)(2)当公差为负数时,模具按下偏差加工(成品多数为轴)(3)当公差为正正数或负负数时,为不常用公差,很导致加工失误,因此在加工前一定要重新标数,修正尺寸。
另外,在实际加工中,会将型腔在深度方向向下多加工0.03~0.05mm,在模具装配完毕后再进行平面磨床加工,去除预留量,可以消除表面加工时留下的痕迹。
3、根据塑料工艺性能制定成型零部件公差塑料在成型加工的过程中所体现的特有性质(包括收缩性、流动性、相容性、吸湿性等)称为塑料工艺性能。
在计算模具成形部分公差时,也一定要考虑塑料的工艺性能,流动性就是影响公差设计的一个重要因素。
塑料成型工艺及模具设计塑料成型是一种通过模具设计和加工塑料制品的工艺。
塑料成型工艺主要包括注塑成型、吹塑成型和挤塑成型。
注塑成型是最常见的塑料成型工艺之一。
该工艺首先将选定的塑料颗粒加热熔化,然后将熔融的塑料注入一个模具中。
模具通常由两个部分组成,分别是一个固定模具和一个活动模具。
熔融的塑料在模具中冷却和固化后,活动模具打开,成品塑料制品从中取出。
注塑成型工艺具有制品尺寸稳定、生产效率高和适合大批量生产等优势。
吹塑成型是另一种常用的塑料成型工艺。
它主要用于制作一些中空或异型制品,如瓶子或塑料容器等。
吹塑成型的过程通常分为两个步骤:首先是挤出成型,将熔融的塑料通过挤出机挤出成一个长管状;然后是吹塑成型,将挤出成的塑料管放入一个气压模具中,通过内部气压逐渐将塑料推向模具壁上,使其与模具壁接触并冷却固化。
吹塑成型工艺具有成本低、生产效率高和对模具要求较低的优点。
挤塑成型是将熔融的塑料通过挤出机挤出成所需形状的工艺。
挤塑成型通常适用于制造长条状、薄壁制品,如塑料管、塑料板材等。
挤塑成型的过程分为三个步骤:首先是塑料熔化和挤出,将塑料颗粒加热熔化后,通过挤出机将其挤出成所需形状;然后是冷却固化,将挤出的塑料通过水冷却,使其迅速固化;最后是切割和整形,将挤出的塑料制品切割成所需长度,并进行整形和修整。
挤塑成型工艺具有生产效率高、成本低和适合大批量生产的特点。
在塑料成型过程中,模具设计起着非常重要的作用。
模具的设计需要考虑到塑料制品的形状和尺寸要求,以及生产效率和成本等因素。
模具通常由若干个零部件组成,包括固定模具、活动模具和模具芯等。
模具的设计需要考虑到注塑或吹塑成型过程中的塑料流动、冷却和固化等因素,以保证制品的质量和尺寸稳定。
总而言之,塑料成型是一种常见的制造工艺,通过模具设计和制造塑料制品。
不同的塑料成型工艺具有不同的特点和优势,可以根据制品需求选择合适的成型工艺。
模具设计是塑料成型过程中的关键要素,需要综合考虑多种因素,以满足制品质量、生产效率和成本的要求。

盥料成型:结构成型零部件设计(题库版)1、填空题定位是指保证()按()闭合,以形成所要求的OO正确答案:动、定模;正确的位置:型腔2、问答题那料模常用的材料有哪些类型?举出2~3个钢的牌号。
正确答案:导柱导套:4(江南博哥)5、T8A、TlOA成型零部件:球墨铸铁、铝合金、10、15、20、38CrMoA1.A主流道衬套:45、50、55推杆、拉料杆等:T8、T8A、Tl0、TlOA、45、50、55各种模板、推板、固定板、模座等:45、HT200、40Cr、IOMnIk45MnZ3、填空题塑料模表面处理的方法主要有()、()、()、O、()等,还有调质和氮化等表面处理新技术。
正确答案:淬火;表面淬火;正火;退火;回火4、问答题导柱的结构形式有哪儿种?其结构特点是什么?各自用在什么场合?正确答案:a.带头导柱带头导柱一般用于简单模具的小批量生产b.带肩导柱带肩导柱一般用于大型或精度要求高、生产批量大的模具c.推板导柱与推板导套配合,用于推出机构导向的零件推板导柱有时可作为支承柱和导柱兼用5、填空题从平稳导向出发,导柱之间距离应O,故通常布置在()。
为使导向孔有足够的(),导向孔的孔壁到模板边缘的距离应不得太近,一般要求该距离比导柱半径略大。
正确答案:较远;型腔外侧;强度6、单选女性,41岁。
肝硬化患者,杳体在左肋缘下可触及脾脏,在左肋缘下还可能触及其他肿块。
需与脾脏鉴别的有以下几项,除了()A.肿大的胆囊B.肿大的肝右叶C.增大的左肾D结肠脾曲肿物E.胰尾部囊肿正确答案:A参芍解析:胆囊在右季肋区。
7、判断题锥而定位件能很好的承受型腔向外涨开的力。
正确答案:错8、判断题锥而定位件能很好的承受型腔向外涨开的力。
正确答案:错9、填空题模具失效前所成型的O为模具寿命。
正确答案:合格产品的数量10、填空题一副模具一般要设O导柱。
小型或移动式模具设O导柱就足够了;大中型模具设()导柱,O导柱为常用形式。
正确答案:2~4;2;3~4:411、判断题合模机构都有确保模具按唯一方向合模的措施。