热镀锌标准样本
- 格式:doc
- 大小:51.50 KB
- 文档页数:22
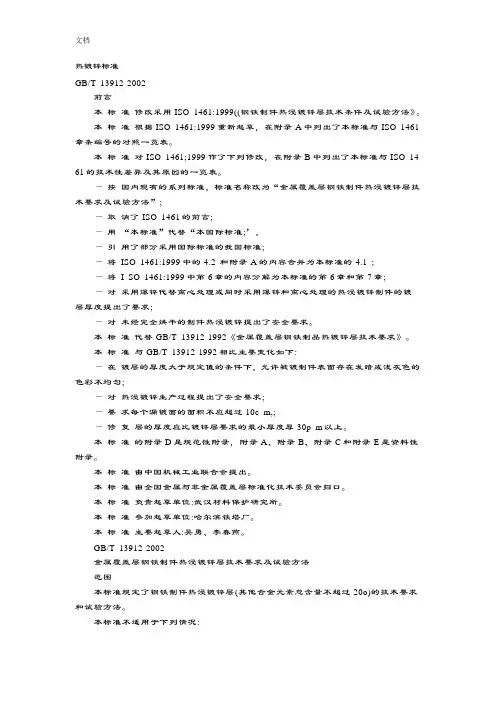
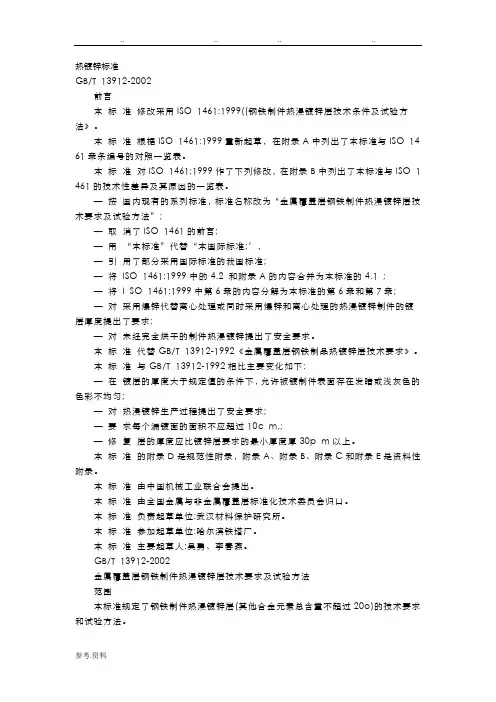
热镀锌标准GB/T 13912-2002前言本标准修改采用ISO 1461:1999((钢铁制件热浸镀锌层技术条件及试验方法》。
本标准根据ISO 1461:1999重新起草,在附录A中列出了本标准与ISO 14 61章条编号的对照一览表。
本标准对ISO 1461;1999作了下列修改,在附录B中列出了本标准与ISO 1461的技术性差异及其原因的一览表。
—按国内现有的系列标准,标准名称改为“金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法”;—取消了ISO 1461的前言;—用“本标准”代替“本国际标准;’,—引用了部分采用国际标准的我国标准;—将ISO 1461:1999中的4.2 和附录A的内容合并为本标准的4.1 ;—将I SO 1461:1999中第6章的内容分解为本标准的第6章和第7章;—对采用爆锌代替离心处理或同时采用爆锌和离心处理的热浸镀锌制件的镀层厚度提出了要求;—对未经完全烘干的制件热浸镀锌提出了安全要求。
本标准代替GB/T 13912-1992《金属覆盖层钢铁制品热镀锌层技术要求》。
本标准与GB/T 13912-1992相比主要变化如下:—在镀层的厚度大于规定值的条件下,允许被镀制件表面存在发暗或浅灰色的色彩不均匀;—对热浸镀锌生产过程提出了安全要求;—要求每个漏镀面的面积不应超过10c m,;—修复层的厚度应比镀锌层要求的最小厚度厚30p m以上。
本标准的附录D是规范性附录,附录A、附录B、附录C和附录E是资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国金属与非金属覆盖层标准化技术委员会归口。
本标准负责起草单位:武汉材料保护研究所。
本标准参加起草单位:哈尔滨铁塔厂。
本标准主要起草人:吴勇、李春燕。
GB/T 13912-2002金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法范围本标准规定了钢铁制件热浸镀锌层(其他合金元素总含量不超过20o)的技术要求和试验方法。
本标准不适用于下列情况:a) 连续式热浸镀生产的板材、带材、线材、管材和棒材;b) 采用特殊标准的热浸镀锌产品:c) 有附加要求或有与本标准要求不一致的热浸镀锌产品。
***有限公司标准YPBZ0002-2015热镀锌质量验收标准编制:吴批准: 2015-9-15发布 2015-10-01实施热镀锌检验标准1、范围适用于***公司所有热镀锌产品。
2、引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB /T 470 锌锭GBT_13912-2002热镀锌标准(修改引用)3 、术语和定义3.1热浸镀锌hotd ipg alvanizing将经过前处理的钢或铸铁制件浸人熔融的锌浴中,在其表面形成锌和(或)锌一铁合金镀层的工艺过程和方法。
3.2热漫镀锌层hot dip galvanized coating采用热浸镀锌方法在钢铁件表面上获得的锌和(或)锌一铁合金镀层。
注:在本标准中简称为镀层3.3镀层厚度coatingt hickness钢材面上锌和(或)锌一铁合金镀层的总厚度,以μm表示。
3.4主要表面significants urface制件上被热浸镀锌或将被热浸镀锌的部分表面,该部分表面上的镀层对于制件的外观和(或)使用性能是极为重要的。
(如:H钢翼缘外侧面、槽钢外侧面、、方管外侧面及所有安装面等)3.5 样本controls ample从检查批中随机抽取用于试验的热浸镀锌制件或制件组。
3.6镀层局部厚度localc oatingt hickness在某一基本测量面按规定次数用磁性法所测得的镀层厚度的算术平均值。
3.7镀层平均厚度meanc oatingt hickness对某一大件或某一批镀锌件抽样后测得镀层局部厚度的算术平均值。
3.8最小值minimum value在基本测量面上用称量法测得的镀层镀覆量厚度换算值中的最小值,或按规定次数用磁性法所测得的镀层厚度的算术平均值中的最小值。
热镀锌标准GBT-13912-2002热镀锌标准GB/T 13912-2002前言本标准修改采用ISO 1461:1999((钢铁制件热浸镀锌层技术条件及试验方法》。
本标准根据ISO 1461:1999重新起草,在附录A中列出了本标准与ISO 1461章条编号的对照一览表。
本标准对ISO 1461;1999作了下列修改,在附录B中列出了本标准与ISO 1461的技术性差异及其原因的一览表。
—按国内现有的系列标准,标准名称改为“金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法”;—取消了ISO 1461的前言;—用“本标准”代替“本国际标准;’,—引用了部分采用国际标准的我国标准;—将ISO 1461:1999中的4.2 和附录A的内容合并为本标准的4.1 ;—将I SO 1461:1999中第6章的内容分解为本标准的第6章和第7章;—对采用爆锌代替离心处理或同时采用爆锌和离心处理的热浸镀锌制件的镀层厚度提出了要求;—对未经完全烘干的制件热浸镀锌提出了安全要求。
本标准代替GB/T 13912-1992《金属覆盖层钢铁制品热镀锌层技术要求》。
本标准与GB/T 13912-1992相比主要变化如下:—在镀层的厚度大于规定值的条件下,允许被镀制件表面存在发暗或浅灰色的色彩不均匀;—对热浸镀锌生产过程提出了安全要求;—要求每个漏镀面的面积不应超过10c m,;—修复层的厚度应比镀锌层要求的最小厚度厚30p m以上。
本标准的附录D是规范性附录,附录A、附录B、附录C和附录E是资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国金属与非金属覆盖层标准化技术委员会归口。
本标准负责起草单位:武汉材料保护研究所。
本标准参加起草单位:哈尔滨铁塔厂。
本标准主要起草人:吴勇、李春燕。
GB/T 13912-2002金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法范围本标准规定了钢铁制件热浸镀锌层(其他合金元素总含量不超过20o)的技术要求和试验方法。
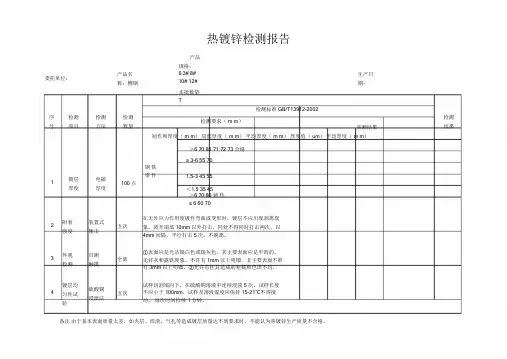
热镀锌检测报告产品规格:委托单位:产品名称:槽钢6.3# 8#10# 12#生产日期:本批数量T检测标准GB/T13912-2002序号检测项目检测方法检测数量检测要求(m m)实测结果检测结果制作和厚度(m m)局部厚度(m m)平均厚度(m m)厚度值(um)平均厚度(m m)>670 85 71 72 73 合格≥3-6 55 70钢铁1 镀层厚度电磁厚度100点零件 1.5-3 45 55<1.5 35 45>670 80 铸件≤660 702 附着强度装置式锤击五次在无外应力作用使镀件弯曲或变形时,镀层不应出现剥离现象。
离开端部10mm以外打击,同处不得同时打击两次,以4mm间隔,平行打击5次,不脱离。
3 外观检测目测触摸全部①表面应是光洁银白色或银灰色,其主要表面应是平滑的,无锌灰和露铁现象。
不许有1mm以上明镏,非主要表面不准有3mm以上明镏。
②允许有挂具造成的粗糙和色泽不均。
4镀层均匀性试验硫酸铜浸溃法五次试样切割端向下,在硫酸铜溶液中连续浸渍5次,试样长度不应小于100mm,试样及溶液湿度应保持15-21℃不得搅动,每次时间持续1分钟。
备注由于基本表面质量太差,如夹层、焊渣、气孔等造成镀层质量达不到要求时,不能认为热镀锌生产质量不合格。
审核:吴检验永东检测单位:检测日期:2013年10月1日。
钢铁制品的热镀锌标准1。
范围1.1此标准适用于由轧制件、锻件、铸件及各类型材加工而成的产品的热镀锌。
1.2 此标准适用于各类加工件和非加工件,例如,钢结构件,组合件,镀锌前已弯曲或焊接的大型管件,以及由无涂层的钢丝制造而成的线制品。
此标准也同样适用于镀锌前组合于一体的大型锻、铸件。
备注1 —此标准适用于在A123-78和A386-78两标准中提及的产品.1.3 此标准不适用于线材、管子、钢板的特定区域内或连续线状,以及厚度小于0。
0299in [0。
76mm]的钢板。
1。
4 用离心机分离或要除去过量锌的金属构件(如螺钉及其他攻丝紧固件,铸件,轧制件,锻件和冲压件)的镀锌操作按照标准A153 / A153M 执行.1。
5 组合支撑件的镀锌要求已包含在本标准中。
单一支撑件的镀锌按标准 A767 / A767M 执行.1。
6 此标准适用于英制单位(如A123)或国际公制单位(如A123M)的订单。
英制单位和国际公制单位未必完全等同.此标准中SI制单位均在括号中说明。
每种单位体系都可独立使用。
如果订单为SI制单位,所有的测试和检验都应使用相应的公制单位。
订单确定后,以上信息都应向电镀工说明。
2。
参考文件2.1 ASTM 标准A 47/A 47M 铁素体可锻铸铁铸件标准A 90/A 90M 钢铁制品上锌及锌合金镀层的含量的测试方法A 143 防止镀锌钢结构件脆化的安全措施实验和检测脆性程序的实验A 153/A 153 M 金属构件的镀锌标准A 384/A 384 M 防止镀锌钢组合件变形的安全措施实验A385 高质量镀锌涂层实验A 767/A 767 M 混凝土用钢筋的镀锌标准A 780 镀锌修复区域实验A 902 金属性镀层产品的术语B 6 镀锌标准B 487 对通过精密测量得来的断面金属及氧化镀层厚度尺寸进行测试的方法B 602 金属性及无机涂层的品质测试方法E 376 磁场及涡流实验3。
术语(见图示1)3.1 定义3。
热镀锌标准GB/T 13912-2002前言本标准修改采用ISO 1461:1999((钢铁制件热浸镀锌层技术条件及试验方法》。
本标准根据ISO 1461:1999重新起草,在附录A中列出了本标准与ISO 1461章条编号的对照一览表。
本标准对ISO 1461;1999作了下列修改,在附录B中列出了本标准与ISO 14 61的技术性差异及其原因的一览表。
—按国内现有的系列标准,标准名称改为“金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法”;—取消了ISO 1461的前言;—用“本标准”代替“本国际标准;’,—引用了部分采用国际标准的我国标准;—将ISO 1461:1999中的4.2 和附录A的内容合并为本标准的4.1 ;—将I SO 1461:1999中第6章的内容分解为本标准的第6章和第7章;—对采用爆锌代替离心处理或同时采用爆锌和离心处理的热浸镀锌制件的镀层厚度提出了要求;—对未经完全烘干的制件热浸镀锌提出了安全要求。
本标准代替GB/T 13912-1992《金属覆盖层钢铁制品热镀锌层技术要求》。
本标准与GB/T 13912-1992相比主要变化如下:—在镀层的厚度大于规定值的条件下,允许被镀制件表面存在发暗或浅灰色的色彩不均匀;—对热浸镀锌生产过程提出了安全要求;—要求每个漏镀面的面积不应超过10c m,;—修复层的厚度应比镀锌层要求的最小厚度厚30p m以上。
本标准的附录D是规范性附录,附录A、附录B、附录C和附录E是资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国金属与非金属覆盖层标准化技术委员会归口。
本标准负责起草单位:武汉材料保护研究所。
本标准参加起草单位:哈尔滨铁塔厂。
本标准主要起草人:吴勇、李春燕。
GB/T 13912-2002金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法范围本标准规定了钢铁制件热浸镀锌层(其他合金元素总含量不超过20o)的技术要求和试验方法。
本标准不适用于下列情况:a) 连续式热浸镀生产的板材、带材、线材、管材和棒材;b) 采用特殊标准的热浸镀锌产品:c) 有附加要求或有与本标准要求不一致的热浸镀锌产品。
热镀锌标准GB/T 13912-2002前言本标准修改采用ISO 1461:1999((钢铁制件热浸镀锌层技术条件及试验方法》。
本标准根据ISO 1461:1999重新起草,在附录A中列出了本标准与ISO 14 61章条编号的对照一览表。
本标准对ISO 1461;1999作了下列修改,在附录B中列出了本标准与ISO 1 461的技术性差异及其原因的一览表。
—按国内现有的系列标准,标准名称改为“金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法”;—取消了ISO 1461的前言;—用“本标准”代替“本国际标准;’,—引用了部分采用国际标准的我国标准;—将ISO 1461:1999中的4.2 和附录A的内容合并为本标准的4.1 ;—将I SO 1461:1999中第6章的内容分解为本标准的第6章和第7章;—对采用爆锌代替离心处理或同时采用爆锌和离心处理的热浸镀锌制件的镀层厚度提出了要求;—对未经完全烘干的制件热浸镀锌提出了安全要求。
本标准代替GB/T 13912-1992《金属覆盖层钢铁制品热镀锌层技术要求》。
本标准与GB/T 13912-1992相比主要变化如下:—在镀层的厚度大于规定值的条件下,允许被镀制件表面存在发暗或浅灰色的色彩不均匀;—对热浸镀锌生产过程提出了安全要求;—要求每个漏镀面的面积不应超过10c m,;—修复层的厚度应比镀锌层要求的最小厚度厚30p m以上。
本标准的附录D是规范性附录,附录A、附录B、附录C和附录E是资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国金属与非金属覆盖层标准化技术委员会归口。
本标准负责起草单位:武汉材料保护研究所。
本标准参加起草单位:哈尔滨铁塔厂。
本标准主要起草人:吴勇、李春燕。
GB/T 13912-2002金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法范围本标准规定了钢铁制件热浸镀锌层(其他合金元素总含量不超过20o)的技术要求和试验方法。
本标准不适用于下列情况:a) 连续式热浸镀生产的板材、带材、线材、管材和棒材;b) 采用特殊标准的热浸镀锌产品:c) 有附加要求或有与本标准要求不一致的热浸镀锌产品。
Hot-Dip Galvanized Inspection Standard/热镀锌的检验标准
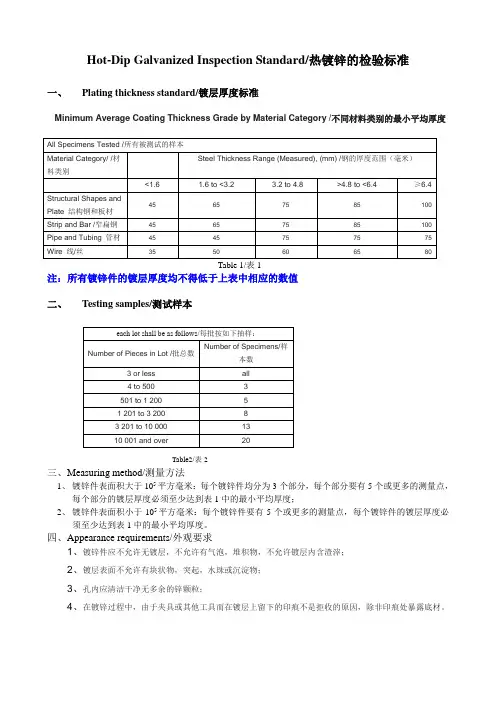
一、Plating thickness standard/镀层厚度标准
Minimum Average Coating Thickness Grade by Material Category /不同材料类别的最小平均厚度
Table 1/表1
注:所有镀锌件的镀层厚度均不得低于上表中相应的数值
二、Testing samples/测试样本
Table2/表2
三、Measuring method/测量方法
1、镀锌件表面积大于105平方毫米:每个镀锌件均分为3个部分,每个部分要有5个或更多的测量点,
每个部分的镀层厚度必须至少达到表1中的最小平均厚度;
2、镀锌件表面积小于105平方毫米:每个镀锌件要有5个或更多的测量点,每个镀锌件的镀层厚度必
须至少达到表1中的最小平均厚度。
四、Appearance requirements/外观要求
1、镀锌件应不允许无镀层,不允许有气泡,堆积物,不允许镀层内含渣滓;
2、镀层表面不允许有块状物,突起,水珠或沉淀物;
3、孔内应清洁干净无多余的锌颗粒;
4、在镀锌过程中,由于夹具或其他工具而在镀层上留下的印痕不是拒收的原因,除非印痕处暴露底材。
热镀锌标准GB/T 13912-2002前言本标准修改采用ISO 1461:1999((钢铁制件热浸镀锌层技术条件及试验方法》。
本标准根据ISO 1461:1999重新起草,在附录A中列出了本标准与ISO 14 61章条编号的对照一览表。
本标准对ISO 1461;1999作了下列修改,在附录B中列出了本标准与ISO 1461的技术性差异及其原因的一览表。
—按国内现有的系列标准,标准名称改为“金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法”;—取消了ISO 1461的前言;—用“本标准”代替“本国际标准;’,—引用了部分采用国际标准的我国标准;—将ISO 1461:1999中的4.2 和附录A的内容合并为本标准的4.1 ;—将I SO 1461:1999中第6章的内容分解为本标准的第6章和第7章;—对采用爆锌代替离心处理或同时采用爆锌和离心处理的热浸镀锌制件的镀层厚度提出了要求;—对未经完全烘干的制件热浸镀锌提出了安全要求。
本标准代替GB/T 13912-1992《金属覆盖层钢铁制品热镀锌层技术要求》。
本标准与GB/T 13912-1992相比主要变化如下:—在镀层的厚度大于规定值的条件下,允许被镀制件表面存在发暗或浅灰色的色彩不均匀;—对热浸镀锌生产过程提出了安全要求;—要求每个漏镀面的面积不应超过10c m,;—修复层的厚度应比镀锌层要求的最小厚度厚30p m以上。
本标准的附录D是规范性附录,附录A、附录B、附录C和附录E是资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国金属与非金属覆盖层标准化技术委员会归口。
本标准负责起草单位:武汉材料保护研究所。
本标准参加起草单位:哈尔滨铁塔厂。
本标准主要起草人:吴勇、李春燕。
GB/T 13912-2002金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法范围本标准规定了钢铁制件热浸镀锌层(其他合金元素总含量不超过20o)的技术要求和试验方法。
本标准不适用于下列情况:a) 连续式热浸镀生产的板材、带材、线材、管材和棒材;b) 采用特殊标准的热浸镀锌产品:c) 有附加要求或有与本标准要求不一致的热浸镀锌产品。
热镀锌标准GB/T 13912-2002前言本标准修改采用ISO 1461:1999((钢铁制件热浸镀锌层技术条件及试验方法》。
本标准根据ISO 1461:1999重新起草,在附录A中列出了本标准与ISO 14 61章条编号的对照一览表。
本标准对ISO 1461;1999作了下列修改,在附录B中列出了本标准与ISO 1461的技术性差异及其原因的一览表。
—按国内现有的系列标准,标准名称改为“金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法”;—取消了ISO 1461的前言;—用“本标准”代替“本国际标准;’,—引用了部分采用国际标准的我国标准;—将ISO 1461:1999中的4.2 和附录A的内容合并为本标准的4.1 ;—将I SO 1461:1999中第6章的内容分解为本标准的第6章和第7章;—对采用爆锌代替离心处理或同时采用爆锌和离心处理的热浸镀锌制件的镀层厚度提出了要求;—对未经完全烘干的制件热浸镀锌提出了安全要求。
本标准代替GB/T 13912-1992《金属覆盖层钢铁制品热镀锌层技术要求》。
本标准与GB/T 13912-1992相比主要变化如下:—在镀层的厚度大于规定值的条件下,允许被镀制件表面存在发暗或浅灰色的色彩不均匀;—对热浸镀锌生产过程提出了安全要求;—要求每个漏镀面的面积不应超过10c m,;—修复层的厚度应比镀锌层要求的最小厚度厚30p m以上。
本标准的附录D是规范性附录,附录A、附录B、附录C和附录E是资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国金属与非金属覆盖层标准化技术委员会归口。
本标准负责起草单位:武汉材料保护研究所。
本标准参加起草单位:哈尔滨铁塔厂。
本标准主要起草人:吴勇、李春燕。
GB/T 13912-2002金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法范围本标准规定了钢铁制件热浸镀锌层(其他合金元素总含量不超过20o)的技术要求和试验方法。
本标准不适用于下列情况:a) 连续式热浸镀生产的板材、带材、线材、管材和棒材;b) 采用特殊标准的热浸镀锌产品:c) 有附加要求或有与本标准要求不一致的热浸镀锌产品。
热镀锌标准镀锌标准GB/T 13912-2002前言本标准修改采用ISO 1461:1999((钢铁制件热浸镀锌层技术条件及试验方法》。
本标准根据ISO 1461:1999重新起草,在附录A中列出了本标准与ISO 14 61章条编号的对照一览表。
本标准对ISO 1461;1999作了下列修改,在附录B中列出了本标准与ISO 1461的技术性差异及其原因的一览表。
—按国内现有的系列标准,标准名称改为“金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法”;—取消了ISO 1461的前言;—用“本标准”代替“本国际标准;’,—引用了部分采用国际标准的我国标准;—将ISO 1461:1999中的4.2 和附录A的内容合并为本标准的4.1 ;—将I SO 1461:1999中第6章的内容分解为本标准的第6章和第7章;—对采用爆锌代替离心处理或同时采用爆锌和离心处理的热浸镀锌制件的镀层厚度提出了要求;—对未经完全烘干的制件热浸镀锌提出了安全要求。
本标准代替GB/T 13912-1992《金属覆盖层钢铁制品热镀锌层技术要求》。
本标准与GB/T 13912-1992相比主要变化如下:—在镀层的厚度大于规定值的条件下,允许被镀制件表面存在发暗或浅灰色的色彩不均匀;—对热浸镀锌生产过程提出了安全要求;—要求每个漏镀面的面积不应超过10c m,;—修复层的厚度应比镀锌层要求的最小厚度厚30p m以上。
本标准的附录D是规范性附录,附录A、附录B、附录C和附录E是资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国金属与非金属覆盖层标准化技术委员会归口。
本标准负责起草单位:武汉材料保护研究所。
本标准参加起草单位:哈尔滨铁塔厂。
本标准主要起草人:吴勇、李春燕。
GB/T 13912-2002金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法范围本标准规定了钢铁制件热浸镀锌层(其他合金元素总含量不超过20o)的技术要求和试验方法。
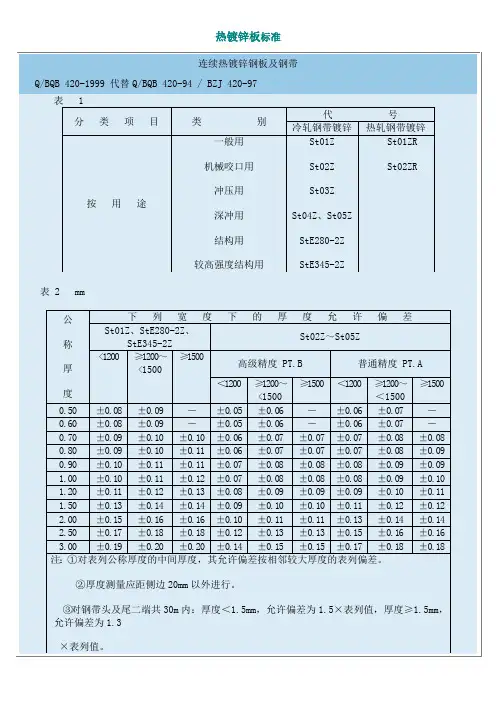
热镀锌检验标准Hot-Dip Galvanized Inspection Standard一、Plating thickness standard/镀层厚度标准Minimum Average Coating Thickness Grade by Material Category /不同材料类别的最小平均厚度注:所有镀锌件的镀层厚度均不得低于上表中相应的数值All Specimens Tested /所有被测试的样本Material Category/ /材料类别Steel Thickness Range (Measured), (mm) /钢的厚度范围(毫米)<1.6 1.6 to <3.2 3.2 to 4.8 >4.8 to <6.4 ≥6.4StructuralShapes andPlate 结构钢和板材45 65 75 85 100Strip and Bar /窄扁钢45 65 75 85 100Pipe and Tubing管材45 45 75 75 75 Wire 线/丝35 50 60 65 80 二、Testing samples/测试样本each lot shall be as follows/每批按如下抽样:Number of Pieces in Lot /批总数Number of Specimens/样本数3 or less all4 to 500 3501 to 1 200 51 201 to 3 200 83 201 to 10 000 1310 001 and over 20三、Measuring method/测量方法1、镀锌件表面积大于105平方毫米:每个镀锌件均分为3个部分,每个部分要有5个或更多的测量点,每个部分的镀层厚度必须至少达到表1中的最小平均厚度;2、镀锌件表面积小于105平方毫米:每个镀锌件要有5个或更多的测量点,每个镀锌件的镀层厚度必须至少达到表1中的最小平均厚度。
热镀锌钢板标准(外贸出口必备)3.1热镀纯锌镀层hot-dip zinc coating(Z)热镀锌生产线上,将经过预处理的钢带浸入熔融锌液中所得到的镀层。
熔融锌液中锌含量应不小于99%。
3.2热镀锌铁合金镀层hot-dip zinc-iron alloy coating(ZF)热镀锌生产线上,将经过预处理的钢带浸入熔融锌液中所得到的镀层。
熔融锌液中锌含量应不小于99%。
随后,通过合金化处理工艺在整个镀层上形成锌铁合金层,合金镀层中铁含量通常为7~15%。
3.3无间隙原子钢interstitial free steels无间隙原子钢是在超低碳钢中加入适量的钛或铌,使钢中的碳、氮间隙原子完全被固定成碳、氮化物,钢中没有间隙原子存在的一类钢。
3.4无间隙原子高强度钢high strength interstitial free steels(Y)通过控制钢中的化学成分来改善钢的塑性应变比(r值)和应变硬化指数(n值)。
由于钢中元素的固溶强化和无间隙原子的微观结构,这种钢既具有高强度,又具有非常好的冷成型性能,通常用来制作需要深冲压的复杂部件。
3.5烘烤硬化钢bake hardening steels(B)在低碳钢或超低碳钢中保留一定量的固溶碳、氮原子,同时可通过添加磷、锰等固溶强化元素来提高强度。
加工成形后,在一定温度下烘烤后,由于时效硬化使钢的屈服强度进一步升高。
3.6高强度低合金钢high strength low alloy steels(LA)在低碳钢或超低碳钢中,通过单一或复合添加铌,钛,钒等微合金元素,形成碳氮化合物粒子析出进行强化,同时,通过微合金元素的细化晶粒作用,以获得较高的强度。
3.7双相钢dual phase steels(DP)钢的显微组织主要为铁素体和马氏体,马氏体组织以岛状弥散分布在铁素体基体上。
双相钢无时效,具有低的屈强比和较高的加工硬化指数以及烘烤硬化值,是结构类零件首选材料之一。
热镀锌标准
镀锌标准
GB/T 13912-
前言
本标准修改采用ISO 1461:1999((钢铁制件热浸镀锌层技术条件及试验方法》。
本标准根据ISO 1461:1999重新起草, 在附录A中列出了本标准与ISO 1461章条编号的对照一览表。
本标准对ISO 1461;1999作了下列修改, 在附录B中列出了本标准与ISO 1461的技术性差异及其原因的一览表。
—按国内现有的系列标准, 标准名称改为”金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法”;
—取消了ISO 1461的前言;
—用”本标准”代替”本国际标准;’,
—引用了部分采用国际标准的中国标准;
—将 ISO 1461:1999中的4.2 和附录A的内容合并为本标准的4.1 ;
—将 I SO 1461:1999中第6章的内容分解为本标准的第6章和第7章;
—对采用爆锌代替离心处理或同时采用爆锌和离心处理的热浸镀锌制件的镀层厚度提出了要求;
—对未经完全烘干的制件热浸镀锌提出了安全要求。
本标准代替GB/T 13912-1992《金属覆盖层钢铁制品热镀锌层技术要求》。
本标准与GB/T 13912-1992相比主要变化如下:
—在镀层的厚度大于规定值的条件下, 允许被镀制件表面存在发暗或浅灰色的色彩不均匀;
—对热浸镀锌生产过程提出了安全要求;
—要求每个漏镀面的面积不应超过10c m,;
—修复层的厚度应比镀锌层要求的最小厚度厚30p m以上。
本标准的附录D是规范性附录, 附录A、附录B、附录C和附录E 是资料性附录。
本标准由中国机械工业联合会提出。
本标准由全国金属与非金属覆盖层标准化技术委员会归口。
本标准负责起草单位:武汉材料保护研究所。
本标准参加起草单位:哈尔滨铁塔厂。
本标准主要起草人:吴勇、李春燕。
GB/T 13912-
金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法
范围
本标准规定了钢铁制件热浸镀锌层(其它合金元素总含量不超过20o)
的技术要求和试验方法。
本标准不适用于下列情况:
a) 连续式热浸镀生产的板材、带材、线材、管材和棒材;
b) 采用特殊标准的热浸镀锌产品:
c) 有附加要求或有与本标准要求不一致的热浸镀锌产品。
注:某些产品标准能够经过引用本标准号或修改本标准的部分条款来
规定产品的热浸镀锌层。
本标准对热浸镀锌产品的后处理和附加保护涂层未做规定。
2 规范性引用文件
下列文件中的条款经过本标准的引用而成为本标准的条款。
凡是注日期的引用文件, 其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准, 然而, 鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件, 其最新版本适用于本标准。
GB /T 470 锌锭(eqvI SO 752)
GB /T 4955 金属覆盖层覆盖层厚度测量阳极溶解库仑法(eqvI SO 21 77)
GB /T 4956 磁性金属基体上非磁性覆盖层厚度测量磁性法(eqvI SO 2178)
GB /T 6462 金属和氧化物覆盖层横断面厚度显微镜测量方法(eqvI S O 1463)
GB /T 9793 金属和其它无机覆盖层热喷涂锌、铝及其合金(eqvI SO 2063)
GB /T 12334 金属和其它无机覆盖层关于厚度测量的定义和一般规则(eqvI SO 2064)
GB /T 13825 金属覆盖层黑色金属材料热镀锌层的质量测定称量法(n qvI SO 1460)
GB /T 18253 钢及钢产品检验文件的类型(eqvI SO 10747)
IS O 28 59-1 特性检查的抽样程序第1部分:按可接受的质量水平(AQ L)确定的逐批检查抽样
方案
IS O 28 59-3 特性检查的抽样程序第3部分:不连续批的抽样程序
3 术语和定义
GB/T 12334中确立的以及下列术语和定义适用于本标准。
热浸镀锌 hotd ipg alvanizing
将经过前处理的钢或铸铁制件浸人熔融的锌浴中, 在其表面形成锌和(或)锌一铁合金镀层的工艺过程和方法。
热漫镀锌层hot dip galvanized coating
采用热浸镀锌方法在钢铁件表面上获得的锌和(或)锌一铁合金镀层。
注:在本标准中简称为镀层
Gs/T 13912-
镀层的镀班f coatingm ass
钢铁表面上单位面积锌和(或)锌一铁合金镀层的总质量, 以g/mz 表示。
3.4
镀层厚度 coatingt hickness
钢铁表面上锌和(或)锌一铁合金镀层的总厚度, 以km表示。
3.5
主要表面significants urface
制件上被热浸镀锌或将被热浸镀锌的部分表面, 该部分表面上的镀层对于制件的外观和(或)使用性能是极为重要的。
3.6
样本 controls ample
从检查批中随机抽取用于试验的热浸镀锌制件或制件组。
3.7
墓本测 f面referencea rea
按规定次数进行检测试验的区域。
3.8
镀层局部厚度localc oatingt hickness
在某一基本测量面按规定次数用磁性法所测得的镀层厚度的算术平均值或用称量法进行一次测量所测得的镀层镀覆量的厚度换算值。
3.9
镀层平均厚度meanc oatingt hickness
对某一大件或某一批镀锌件抽样后测得镀层局部厚度的算术平均值。
注 :本标准中大件是指主要表面的表面积大于2m '的制件(见6.2,7.
2).
镀层的局部镀彼f localc oatingm ass
采用称量法进行一次测量所测得的某一区域镀层的镀覆量。
3.11
镀层的平均镀班f meanc oatingm ass
按第 5 章规定抽样, 用称量法测得的镀层局部镀覆量的算术平均值,或镀层平均厚度的换算值。
3.12
最小值 minimum value
在基本测量面上用称量法测得的镀层镀覆量厚度换算值中的最小值, 或按规定次数用磁性法所测得的镀层厚度的算术平均值中的最小值。
3.13
检查批 inspectionl ot
简称批。
指一次订货或一次交货的热浸镀锌制件。
3.14
验收检查 acceptancei nspection
在没有其它规定的情况下, 应在热浸镀锌生产厂家内对某检查批
的热浸镀锌制件进行的检查。
3.15
漏镀面 uncoated areas
钢铁制件表面未与熔融锌发生反应的区域。
GB/T 13912-
一般要求
4.1 褥方应向供方提供的资料
4.1.1 必要资料
本标准的标准号。
4.1.2 附加资料。