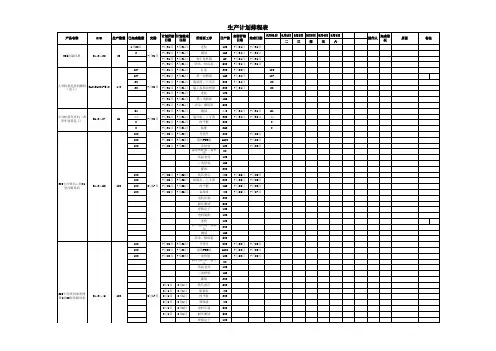
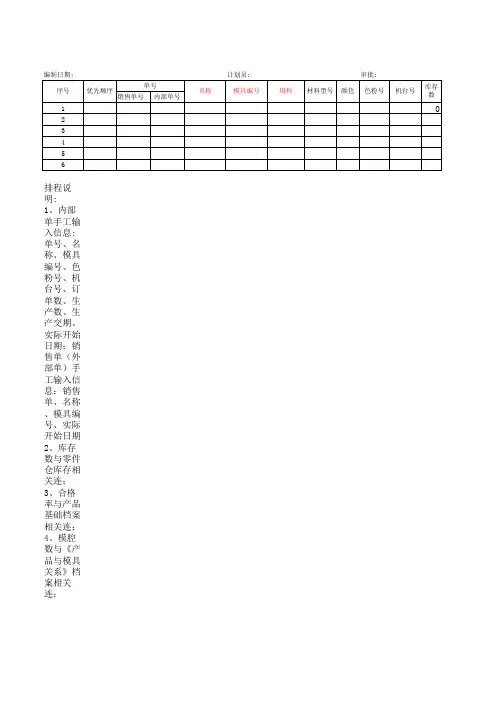
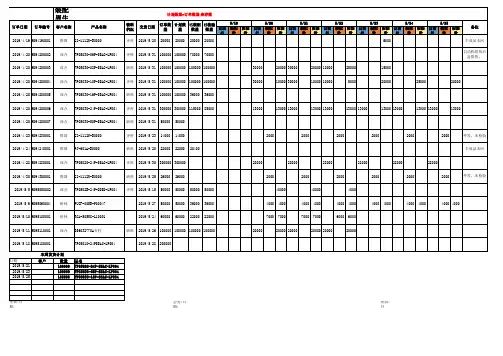
周生产计划排程表
- 格式:xls
- 大小:13.00 KB
- 文档页数:1
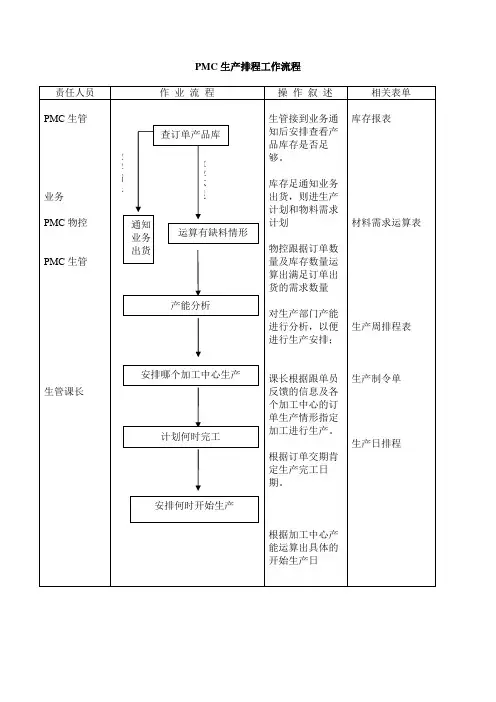
PMC生产排程工作流程
责任人员作业流程操作叙述相关表单
PMC生管
业务PMC物控PMC生管
生管课长
生管接到业务通
知后安排查看产
品库存是否足
够。
库存足通知业务
出货,则进生产
计划和物料需求
计划
物控跟据订单数
量及库存数量运
算出满足订单出
货的需求数量
对生产部门产能
进行分析,以便
进行生产安排;
课长根据跟单员
反馈的信息及各
个加工中心的订
单生产情形指定
加工进行生产。
根据订单交期肯
定生产完工日
期。
根据加工中心产
能运算出具体的
开始生产日
库存报表
材料需求运算表
生产周排程表
生产制令单
生产日排程查订单产品库
存
通知
业务
出货
运算有缺料情形
库
存
不
足
安排哪个加工中心生产
安排何时开始生产
计划何时完工
库
存
满
足
产能分析。
周生产计划排程表范文一、工厂的七大浪费1.不良品的浪费以人、机、料、法、环的说法,可以将不良产品形成的原因分为三个方面。
一是人员方面,大多数工厂作业人员流动大、新员工多、长时间的工作疲劳、工作不细致、不按标准执行、缺乏培训、过度依赖于人为经验发现问题等因素,容易提高不良产品的生产率;二是机器设备方面,设备保养不及时、设备老化、作业工具不专、量具刻度不准确、设备加工台不标准、转速与切削配比不规范等因素容易导致不良产品的增加;三是制造工艺方法,工艺标准难懂、质量要求不合理、文件易丢失、图纸管理混乱、工序颠倒等因素造成不良产品的产生。
2.加工的浪费加工浪费一般体现在额外的加工工序、不必要的操作动作、加工精度超过客户要求等方面。
究其原因,一是在于人员操作不熟练、作业技能差、对工艺不了解,造成需要经过多次操作才能完成加工或者不正确加工的现象;二是工艺标准不准确,制作人员缺乏经验或者理解错误,形成过精、过细、过深的加工作业结果;三是设备无法满足工艺要求、老化、无效行程大,导致需要增加人数、时间来保证生产线的正常运行;四是原材料剩余量大,削屑操作过多,需多次调试机床,导致了加工浪费。
3.动作的浪费从人、机、料、法、环来看,多余动作一般人、机器、物料以及工艺方法几个方面。
人员方面,习惯性的动作、操作方式、不必要的重复性操作,会导致多余工作的产生,比如工具随手摆放、作业随意操作等;机器设备方面,机床布局、安装、设计不合理,工具、量具不正规,会导致作业操作困难,产生多余的操作动作,比如工具摆放过远、机床安装过高;物料方面,摆放位置、数量不合理,容易造成行走、拿取多余等动作;工艺布局、设计不合理,如分装线和总装线距离较远,造成行走多余的现象。
4.搬运的浪费搬运浪费一般体现在库存过多需要处理、领料环节长需要多次搬运、在制品过多需要及时转移等方面,为减少库存量,企业需要加大转运人员来回寻找、大量搬运的工作,从而增加了搬运浪费。

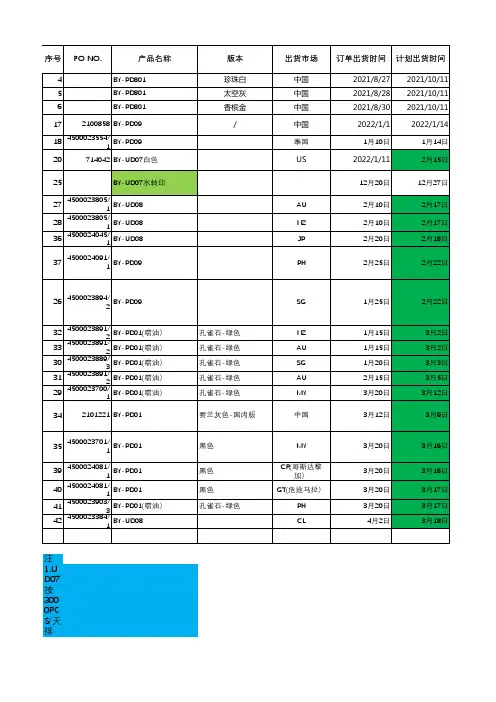
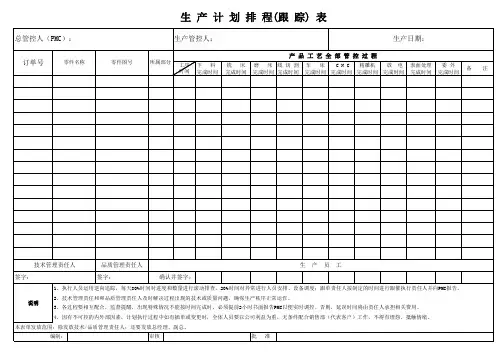
生产交货排程计划表
生产交货排程计划表是一个关键性的工具,它用于指导生产部门在特定时间内交付产品的安排和安排。
这个表格对于确保生产过程的顺利进行非常重要,因为它提供了一个明确的时间表,使得生产团队能够根据资源和时间限制进行计划和安排。
在编制生产交货排程计划表时,首先需要确定所需产品的数量和交货日期。
根据这些信息,生产团队可以计算出所需的生产周期,并安排所需的生产资源,如人力、设备和原材料。
然后,根据生产能力和资源可用性,将生产过程分解为一系列可行的任务和活动。
接下来,需要确定每个任务和活动的起始日期和完成日期。
这可以通过考虑前后任务之间的依赖关系和工作量来实现。
例如,某些任务可能需要在其他任务完成之后才能开始,而某些任务可能需要更长的时间才能完成。
通过逐步确定每个任务和活动的起始日期和完成日期,可以形成一个完整的生产交货排程计划表。
在编制生产交货排程计划表时,还需要考虑到可能的风险和不确定性因素。
例如,原材料的供应可能出现延迟,机器的故障可能导致生产停滞,员工的缺席可能影响生产进度等。
因此,生产交货排程计划表应该包含一些缓冲时间,以应对这些风险和不确定性因素。
此外,应该定期监控和更新生产交货排程计划表,以确保其与实际生产情况保持一致。
总的来说,生产交货排程计划表对于确保生产过程的顺利进行非常重要。
通过合理安排生产资源和任务活动,可以提高生产效率,减少生产延误,提高客户满意度。
因此,生产交货排程计划表是每个生产部门都应该认真编制和遵循的工具。
通过精细的计划和安排,可以实现高效、准时地交付产品,提升企业的竞争力和市场声誉。
生产计划自动排程表格
在生产计划自动排程表格中,首先需要列出生产订单的详细信息,包括订单编号、产品名称、数量、交货日期等。
接下来,需要列出各个工序的安排情况,包括开始时间、结束时间、所需设备和人力资源等。
此外,还需要考虑到物料的供应情况,以确保生产过程中的物料供应充足。
另外,生产计划自动排程表格还可以包括自动化排程功能,通过算法和规则来自动安排生产任务,以优化生产计划。
这样可以提高排程的准确性和效率,减少人为错误和时间成本。
此外,生产计划自动排程表格还可以与企业资源规划(ERP)系统集成,实现生产计划与其他业务流程的无缝对接,提高企业整体运营效率。
总之,生产计划自动排程表格是一个重要的生产管理工具,它可以帮助企业合理安排生产任务,提高生产效率,降低成本,是现代制造企业不可或缺的一部分。
生产计划流程及控制程序(ISO9001:2015)一、目的对生产计划的制定与实施进行控制,确保能按质、按量、按时完成订单交付,增强客户满意。
二、适用范围适用于本公司所有客户订单的生产计划控制。
三、职责3.1市场3.1.1负责传递客户预测订单、组织订单评审、订单创建3.1.2 负责提出、传递客户订单更改需求3.1.3 负责与客户进行产品交期的达成、变更和出货计划各方面进行沟通3.2项目: 负责工艺评审和产品BOM表的制定以及物料HSF要求确认,并组织处理有关客户规格的异常或问题。
3.3 PMC:3.3.1PC:(1)负责订单交期评审(2)负责主生产计划制定、更改(月计划、周计划、日计划)、补投、生产进度追踪(3)负责出货计划制定及出货安排、进度追踪(4)负责生产计划、出货计划达成情况数据统计、分析和报告3.3.2MC:(1)负责制定物料需求计划并跟进物料进度(2)负责原辅材料仓的管理(3)负责成品配货、出货装车、跟车(4)负责(HSF)物料计划达成数据统计、分析和报告3.4采购:3.4.1根据物料计划和请购单,以及各供应商的产能,合理下单到供应商进行物料采购。
3.4.2负责来料的特采申请、供应商索赔处理等对外事务。
3.5 生产:3.5.1生产PC:负责根据主生产计划编排本分厂的各工序的日生产计划并追踪生产进度3.5.2生产MC:负责根据主物料计划编排本分厂的各工序的领料计划、物料和半成品转移3.5.3生产班组:负责按生产计划生产,并反馈、跟进各种异常处理进度3.6 品质3.6.1负责来料、生产制程,成品品质进行控制.3.6.2负责组织处理品质异常。
3.7 PE:负责组织处理工艺异常3.8 设备:负责组织处理设备异常四、作业内容4.1生产计划控制主流程4.2交期评审流程4.3生产计划控制流程4.3.1 生产计划编制流程4.3.2 计划变更流程4.4 物料计划流程4.4.1 备料管理流程4.5计划执行主流程4.5.1计划异常处理流程4.5.2 补投流程4.6出货控制流程五、相关文件5.1合同评审控制程序六、相关记录见附件流程中“相关表单”。