无铅锡膏材料安全资料表、规格书
- 格式:pdf
- 大小:443.26 KB
- 文档页数:9
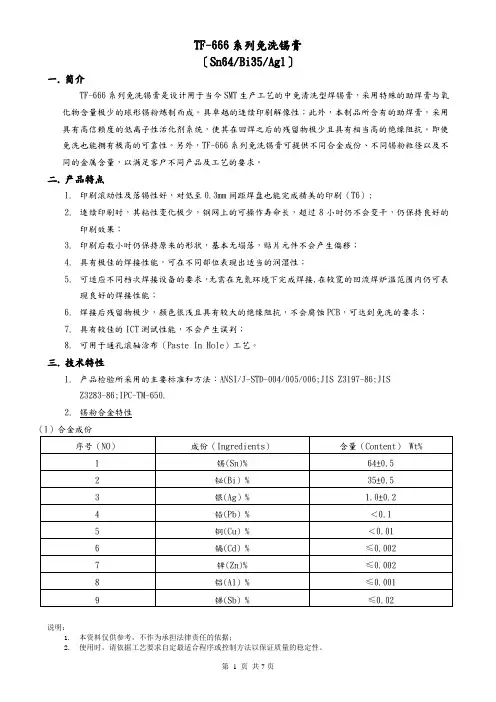
TF-666系列免洗锡膏〔Sn64/Bi35/Ag1〕一.简介TF-666系列免洗锡膏是设计用于当今SMT生产工艺的中免清洗型焊锡膏,采用特殊的助焊膏与氧化物含量极少的球形锡粉炼制而成。
具卓越的连续印刷解像性;此外,本制品所含有的助焊膏,采用具有高信赖度的低离子性活化剂系统,使其在回焊之后的残留物极少且具有相当高的绝缘阻抗。
即使免洗也能拥有极高的可靠性。
另外,TF-666系列免洗锡膏可提供不同合金成份、不同锡粉粒径以及不同的金属含量,以满足客户不同产品及工艺的要求。
二.产品特点1.印刷滚动性及落锡性好,对低至0.3mm间距焊盘也能完成精美的印刷(T6);2.连续印刷时,其粘性变化极少,钢网上的可操作寿命长,超过8小时仍不会变干,仍保持良好的印刷效果;3.印刷后数小时仍保持原来的形状,基本无塌落,贴片元件不会产生偏移;4.具有极佳的焊接性能,可在不同部位表现出适当的润湿性;5.可适应不同档次焊接设备的要求,无需在充氮环境下完成焊接,在较宽的回流焊炉温范围内仍可表现良好的焊接性能;6.焊接后残留物极少,颜色很浅且具有较大的绝缘阻抗,不会腐蚀PCB,可达到免洗的要求;7.具有较佳的ICT测试性能,不会产生误判;8.可用于通孔滚轴涂布(Paste In Hole)工艺。
三.技术特性1.产品检验所采用的主要标准和方法:ANSI/J-STD-004/005/006;JIS Z3197-86;JISZ3283-86;IPC-TM-650.2.锡粉合金特性说明:1.本资料仅供参考,不作为承担法律责任的依据;(4)锡粉形状:球形说明:1.本资料仅供参考,不作为承担法律责任的依据;四.应用1.如何选用本系列锡膏客户可根据自身产品及工艺的要求选择相应的合金成份、锡粉大小及金属含量(查看本资料相关内容)。
2.使用前的准备1)“回温”锡膏通常要用冰箱冷藏,冷藏温度为0-10ºC为佳。
故从冷箱中取出锡膏时,其温度较室温低很多,若未经“回温”,而开启瓶盖,则容易将空气中的水汽凝结,并沾附于锡浆上。
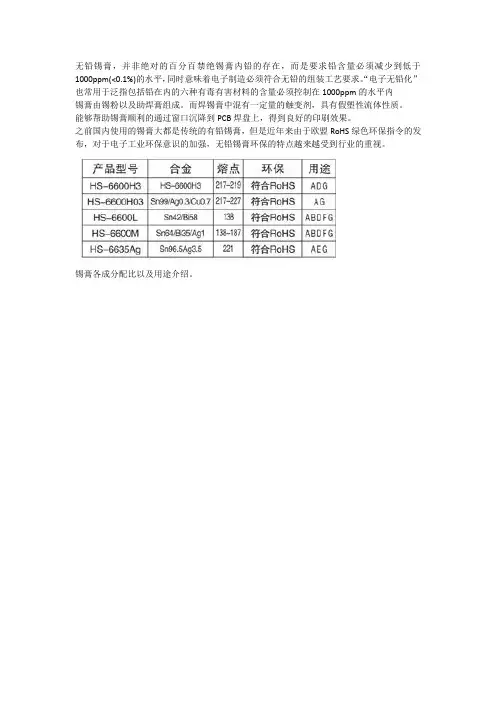
无铅锡膏,并非绝对的百分百禁绝锡膏内铅的存在,而是要求铅含量必须减少到低于1000ppm(<0.1%)的水平,同时意味着电子制造必须符合无铅的组装工艺要求。
“电子无铅化”也常用于泛指包括铅在内的六种有毒有害材料的含量必须控制在1000ppm的水平内
锡膏由锡粉以及助焊膏组成。
而焊锡膏中混有一定量的触变剂,具有假塑性流体性质。
能够帮助锡膏顺利的通过窗口沉降到PCB焊盘上,得到良好的印刷效果。
之前国内使用的锡膏大都是传统的有铅锡膏,但是近年来由于欧盟RoHS绿色环保指令的发布,对于电子工业环保意识的加强,无铅锡膏环保的特点越来越受到行业的重视。
锡膏各成分配比以及用途介绍。
![[VIP专享]无铅锡膏SAC0307使用说明书](https://uimg.taocdn.com/4997080151e79b896902267c.webp)
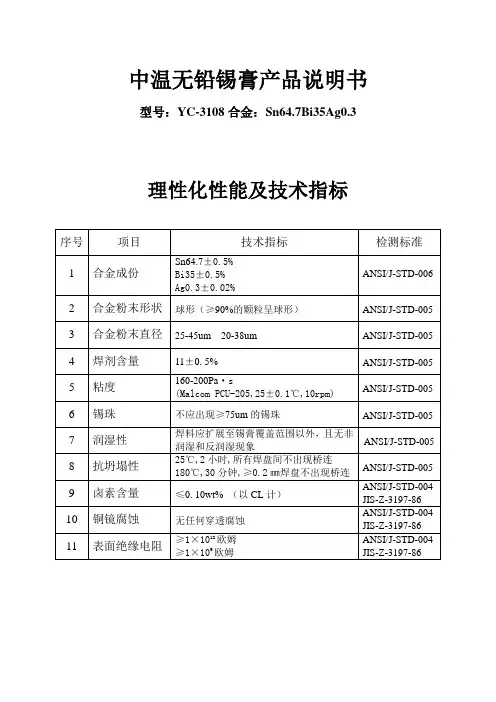
中温无铅锡膏产品说明书型号:YC-3108合金:Sn64.7Bi35Ag0.3理性化性能及技术指标回流曲线图及工艺参数温度℃工艺参数及要求:1、推荐使用线性回流曲线,不建议使用非线性回流曲线。
2、预热段:从室温30℃升温至140℃,升温速率控制在0.8-1.2℃/秒之间,尤其是从30℃至100℃,升温速率最好控制在0.8-1.0℃/秒之间。
3、恒温段:从140℃至172℃(熔点),时间要控制在50-90秒之间,尤其不要超过100秒,否则会影响可焊性,可能会导致出现焊接不良(如虚焊等)增多,或者可能会出现焊剂过多的堆积在焊点表面而造成焊点暗淡。
4、回流段:≥172℃以上的焊接时间控制60-90秒,最好不应少于60秒,其中≥200℃的时间应不少于40-60秒,而且峰值温度应不低于200-220℃,否则会因熔融时间过短或温度过低而导致焊接不良或上锡不饱满。
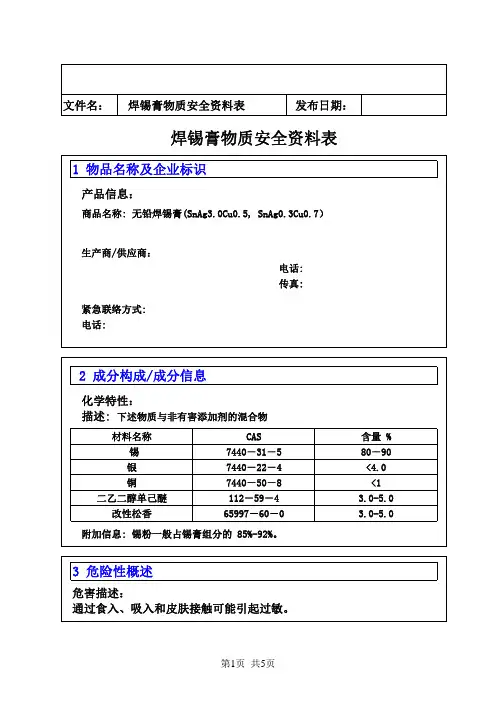
物质安全资料表MATERIAL SAFETY DATA SHEET 制造商资料制造厂商名称:深圳市永昌源科技有限公司电话:制造厂商地址:181号传真:化学制品名称:无铅焊锡膏化学制品型号:YC-3108 助焊剂类型:RMA闪火点(℃)自然点(℃)爆炸上限(UEL)爆炸下限(UEL)灭火材料干粉、泡沫、不可用水、特殊灭火程式1.皮肤接触时,可用清水加肥皂清洗2.不慎触及眼睛,可用清水冲洗15分钟并送医院处理3.吞食时,可喝1-2杯清水或稀牛奶,并诱发呕吐和送医。
6、化学反应特性安定性安定应避免之状况避免阳光直射或高热,避免接触水汽、酸碱。
有害之聚合物无。
分解燃烧超过140℃有毒性。
不相容物避免与水汔、酸碱或氧化性东西接触。
无铅锡膏说明书TEL: 版本号: FAX: 生效日期:地址: 编写单位:无铅锡膏一、简介无铅锡膏,由特殊制成的助焊膏与低氧化度的球形焊料粉末均匀混合而成,体系中添加高性能触变剂,具有优越的流变特性,印刷容易且不易坍塌,适用于细间距器件(QFP、uBGA等)的贴装。
二、性能:1、本产品为免清洗型,回流焊后残留物极少,无需清洗即可达到优越的ICT探针测试性能,并且有极高之表面绝缘阻抗。
2、连续印刷稳定,在长时间印刷后仍能与初期之印刷效果一致,不会产生微小锡球。
3、印刷时具有优异的脱模性,可适用于细间距器件(0.5mm/20mil)或更细间距(0.4mm/16mil)的贴装,如QFP、uBGA等。
4、溶剂无刺激性气味,挥发慢,可长时间印刷而不会影响锡膏的印刷粘度。
5、粘度适中,触变性好,印刷中和印刷后不易坍塌,显著减少焊接架之发生。
6、流焊时产生的锡球极少,有效的改善短路之发生。
7、焊后焊点光泽良好,强度高,导电性能优异。
8、助焊膏含量低,干燥性良好。
9、适用的回流焊方式:红外线、气相式、对流式、传导式、热风式、雷射式。
二、规格:1、锡粉项 目 备 注焊锡合金成份 Sn64Bi35Ag1锡Sn 64.0±0.5J-STD-006铋Bi 35.0±0.5银Ag 1.0±0.2焊锡合金粉末粒径(μm) 25-45小于25μm不大于10%,大于45μm不大于1% 焊锡粉末形状 球形 97%颗粒呈球形熔点(℃) 138-1872、锡膏锡膏型号 K-636助焊剂含量 11.0%粘度(25℃,Malcon sensor, 10rpm)190pa.s表面绝缘电阻(初始值) >108Ω表面绝缘电阻(40℃ 90%,168H) >108Ω扩展率 >75%铜镜腐蚀试验 无任何穿透腐蚀试验(经4D,40℃,90%) 与标准板比较无明显腐蚀迹象三、锡膏使用注意事项1、生产批号之识别:生产批号为年、部门、月、日、批次,流水号例: 9- 4106 A 01↑↑↑↑ ↑ ↑年部门 月日 批次流水号2、锡膏型号说明:U/K 6 3 6↑ ↑ ↑ ↑助焊剂类型 合金种类 合金粒度 用途助焊剂类型:合金组成: 1:Sn96.5Ag3.0Cu0.5 2:Sn42Bi583:Sn99.3Cu0.7 4: Sn99.0Ag0.3Cu0.75:Sn96.5Ag3.5 6:Sn64 Bi35Ag17:Sn62Pb36Ag28:Sn63Pb379:Sn43Pb43 Bi14C:Sn69.5Bi30 Cu0.5D:Sn59.9Bi40 Cu0.1E: Sn82.5Bi17Cu0.5 F:Sn62.8Pb36.8Ag0.4合金粒度; 2:75-45μm 3:45-25μm4:38-20μm 5:30-15μm用途: 3:通孔6:模组8:SMT(印刷) 9:点涂3、锡膏之储存:z储存温度及保质期 2-10℃:生产日起6个月内(密封保存)z新锡膏的贮存购买后应放入冷藏库中保存,以先进先出之观念使用。
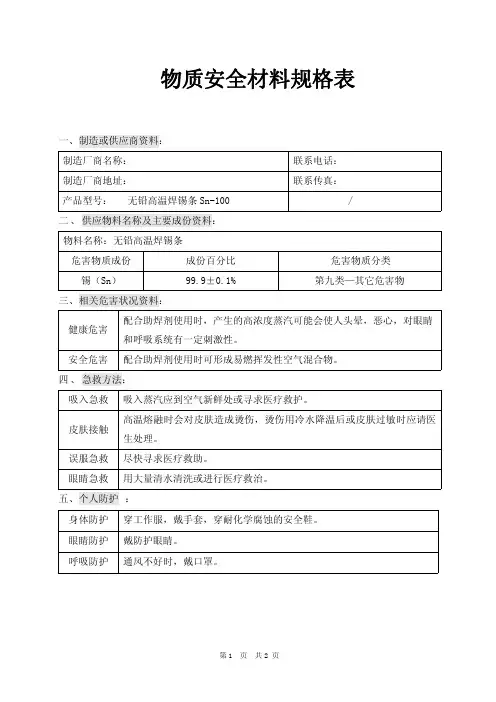
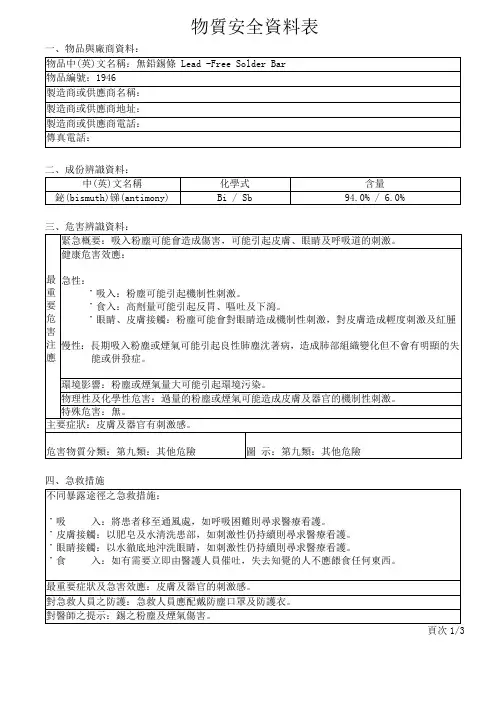
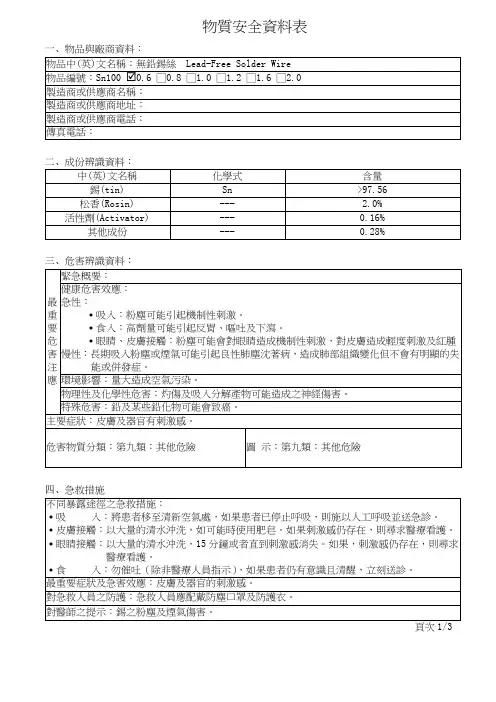
物质安全材料规格表一、制造或供应商资料:制造厂商名称:联系电话:制造厂商地址:联系传真:产品型号:无铅高温焊锡条Sn-100/二、供应物料名称及主要成份资料:物料名称:无铅高温焊锡条危害物质成份成份百分比危害物质分类锡(Sn)99.9±0.1%第九类—其它危害物三、相关危害状况资料:健康危害配合助焊剂使用时,产生的高浓度蒸汽可能会使人头晕,恶心,对眼睛和呼吸系统有一定刺激性。
安全危害配合助焊剂使用时可形成易燃挥发性空气混合物。
四、急救方法:吸入急救吸入蒸汽应到空气新鲜处或寻求医疗救护。
皮肤接触高温熔融时会对皮肤造成烫伤,烫伤用冷水降温后或皮肤过敏时应请医生处理。
误服急救尽快寻求医疗救助。
眼睛急救用大量清水清洗或进行医疗救治。
五、个人防护:身体防护穿工作服,戴手套,穿耐化学腐蚀的安全鞋。
眼睛防护戴防护眼睛。
呼吸防护通风不好时,戴口罩。
六、灭火措施:适用灭火剂二氧化碳、化学干粉、泡沫灭火器、水。
灭火注意事项灭火时可能碰到的特殊状况:熔融之合金在高的温度下遇水时可能会产生严重喷溅,可能会造成人员烫伤。
特殊灭火程序空白特殊防护设备灭火人员须穿防火衣和配戴便携式呼吸器七、洩漏处理方法:个人注意事项熔融态的焊料须经冷却到常温后方可处理,避免烫伤。
环境注意事项洩漏物须回收。
清理方法冷却后刮取回收。
八、安全处置与储存方法:处置作业温度不宜高于5000C,人员须配戴防护设备,避免吸入蒸气、粉尘、清扫时不宜使用干扫把及高压气体喷刷,以免粉尘飞扬。
储存储存时须防水、防污染,不要直接放置于地面。
十、安定性及反应性:安定性安定特殊状况下可能之危害(空白)应避免之状况热、火焰、潮湿、浸水应避免之物质强氧化剂、强酸、双氧水危害分解物金属粉尘及蒸气声明:本资料只适用于本公司指定产品,不适用于与其它物质混合使用的情况。
ROHS无铅焊锡膏承认书—范文一、无铅焊锡膏BSK-5001技术资料如下:序号检测项目检测结果检测方法1 成份(%) Sn99/Ag0.3/Cu0.7 滴定法2 卤素(%) 0.02 电位滴定法3 PH值 5.3 酸度法4 金属含量(%) 89-91 重量法5 粘度(Pa·S) 515 旋转粘度法6 铜镜腐蚀通过90%RH96Hrs(40℃)7 扩展率(%) 86.5 255℃ 30Sec8 水溶液电导率 1.8×105(US/CM) 电导率法9 绝缘阻抗 1.2×1012Ω(加热前)25MIL梳形板10 绝缘阻抗 2.6×1011Ω(加热后)90%RH96Hrs(40℃)11 铅(Pb) 89PPM 原子吸收法12 镉(Cd)未检出原子吸收法13 汞(Hg)未检出原子吸收法14 六价铬(Cr6+)未检出原子吸收法15 多溴联苯醚(PBBS)未检出化学分析法16 多溴二苯醚(PBDES)未检出化学分析法BSK-5001为SMT无铅制程用高温锡膏。
其合金成份为Sn/Ag/Cu,锡粉颗粒度介于25~45um 之间.BSK-5001采用无铅焊锡膏专用焊剂:①使用进口特制松香,黏附力好,可以有效防止塌落;②采用非亲水性溶剂,耐潮湿环境,可长时间印刷并保持适当粘度;③采用非离解性活化剂,润湿性强,上锡好;④回焊后残余物量少,且透明,不妨碍ICT测试.二、焊锡膏使用及注意事项:项目内容锡膏回温锡膏通常是在冰箱中贮藏,温度一般在5~10℃左右,使用时必须将锡膏从冰箱中取出恢复到室温(约4小时)。
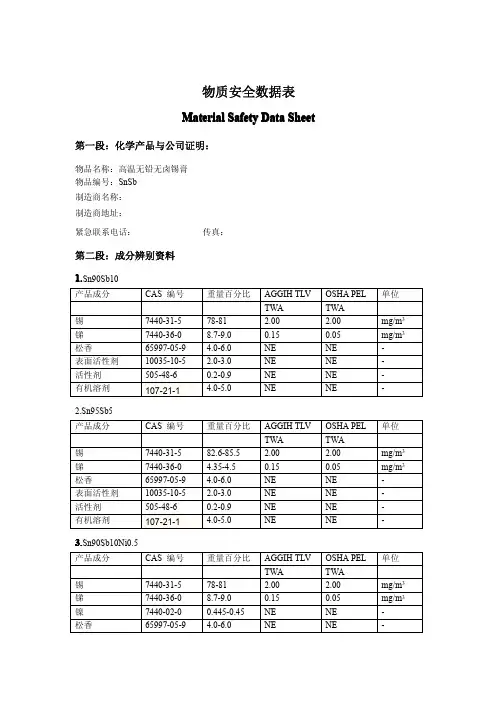
停工时未用完的锡膏不应放回原罐中,而应单独存放.印刷速度25~50mm/s刮刀硬度80~90DUROMETER印刷方式不锈钢网板接触式印刷工作寿命6~8小时工作环境温度20~25℃,相对湿度低于70%搅拌时间建议在3~5分钟左右最小包装500g/瓶1.预热区:25℃-150℃60-90秒.2.保温/活性区:150℃-217℃90-120秒.3.焊接区:>225℃时间45-60秒.三、物资安全资料表 (Material Safe Data Sheet)1.(产品名) 无铅锡膏2.(物理的特性)合金组成:(见相关型号技术规格书)含有量: (见相关型号技术规格书)助焊膏:10±2%3.(危险,有害性的分类)分类的名称:危险性:对眼睛、口腔有一定的危险性;有害性:在空气流通不好的场所作业时,常常会吸入熔解铅的蒸气,所以在作业时注意铅中毒.4.(应急处置)在常温的状态,如触到皮肤上后,应取用酒精进行擦拭;在溶解状态下触到皮肤上受到烧伤情况时,按照一般的烧伤处理方法进行治疗.5.(火灾时的处置)发生火灾时,用湿的厚布盖住火苗进行灭火.6.(处理及保管上的注意事项)在较暗的场所进行保管,尤其在冰箱内保管更好.空气中的水分会在焊锡表面上结成水珠,在溶解焊锡时不要将有水珠的焊锡投入使用.7.(防止暴露处置)有关焊锡溶解状态:容许浓度:有关焊锡一般容许浓度,没有相应的规定.设备对策:在通风条件良好的场所进行焊接操作.保护用具:焊锡作业的场合应戴手套,配戴眼镜和口罩等, 作业完成后例行洗脸和洗手.8.(物理/化学的物性)比重:约3.9(20℃)g/cm3;熔点:液相线温度约217℃固相线温度约219℃;溶解性:不溶于水;9.(危险性情况)1.直接接触焊锡膏的场合,防止焊锡膏附着在皮肤或进入体内,如果发生则取用酒精进行擦拭或送医院就诊.2.在熔解时产生飞溅的场合,注意不要飞溅到眼内.3.熔融时不要直接接触到焊锡,以免造成烫伤.10.(有害性情报)刺激性: 没有感作性: 没有相应的报告急性毒性: 常规,腹腔内LDLO,lg/kg变异原性: 没有相应的报告催奇形性: 没有相应的报告11.(环境影响情报)有关焊锡中有害物质的规定符合ROHS标准尤其是矿山等方面的环境标准正在制定过程中.汽车的尾气排出的铅烟的问题,目前仍在存在(四乙烷基)12.(运输上的注意事项)避免在爆晒和阳光直射下进行运输13.(废弃上的注意事项)从污染防止观点出发,在废弃时应依赖废弃物处理厂家进行处理14.(主要适用的法律法规及参考文献)劳动安全卫生法大气污染防止法水质污染防止法。
0.3银无铅锡膏HC55-0307物料安全表MSDS一、制造商信息产品名称:0.3银无铅焊锡膏HC55-0307供应商:深圳市华创精工科技有限公司电话:86-0755-********全国客服:4000755315传真:86-0755-********客服QQ:1254762664网址:二、成份组成材料名称CAS含量%锡7440-31-599银7106-91-100.3铜7407-10-000.7二乙二醇单己醚112-59-4 3.0-5.0改性松香65997-60-0 3.0-5.0三、理化特征形态:膏状无分层颜色:淡灰色气味:柔和熔点/熔化范围:222度沸点/沸腾范围:不可测闪点:>93℃自燃点:本品不能自燃爆炸危险:本品不存在爆炸危害20℃密度:4.5g/cm3左右在水中的溶解度和掺杂度:不能或很难与水相溶或掺杂。
四、燃烧与爆炸数据闪点:助剂>140℃金属:无燃烧无爆炸易燃限制:无灭火材料及方式:使用适合金属火情的专门化学粉末,如干沙、白云石、石墨、苏打粉末。
不要将水直接浇于正在燃烧或熔化的金属上。
可用水为容器降温。
自燃温度:不会自燃。
五、稳定性和反应性热分解/应避免的条件:依说明书使用不会引起分解不可接触的物质:强酸和强氧化剂危险的反应:未知有危险的反应有害分解产物:加热时,溶剂挥发,松香可被热分解成自由的脂肪醛、酸和萜烯、一氧化碳和二氧化碳。
六、健康危害进入人体方法与途径:1、呼吸进入;2、皮肤接触;3、吞食。
感染之微兆与症状:呼吸不适或偶有头眩,接触部分可能红痒急性健康危害效应:过量吸入会引起头痛、晕眩、恶习心以及心律不整,甚至引起轻微的哮喘。
慢性健康危害效应:目前尚无形医学报导紧急处理急救措施:1.皮肤接触时,可用清水与肥皂洗涤。
2.不慎触及眼睛时,可用清水洗涤15分钟,并即刻送医治疗3.吞食时,喝下1-2杯稀释的牛奶或水,尔后诱发呕吐或送医七、防护方法1、个人防护制备:a、口:应佩戴防护口罩b、眼:应佩戴防护眼镜c、手:须戴干净不会渗透的手套2、通风设备注意事项:必须配备强力抽风制备,便以随时保持作业环境内之空气许可值能高于本制品允许之最高吸放许可值。