意大利二步法吹瓶机共51页
- 格式:ppt
- 大小:4.61 MB
- 文档页数:51

吹瓶机的吹瓶原理和工艺流程目前大部分吹瓶机都还是二步法吹瓶机,即必须先将塑料原料做成瓶胚,然后再进行吹制.现今一般常用的是PET材质的环保塑料。
统称为PET吹瓶机。
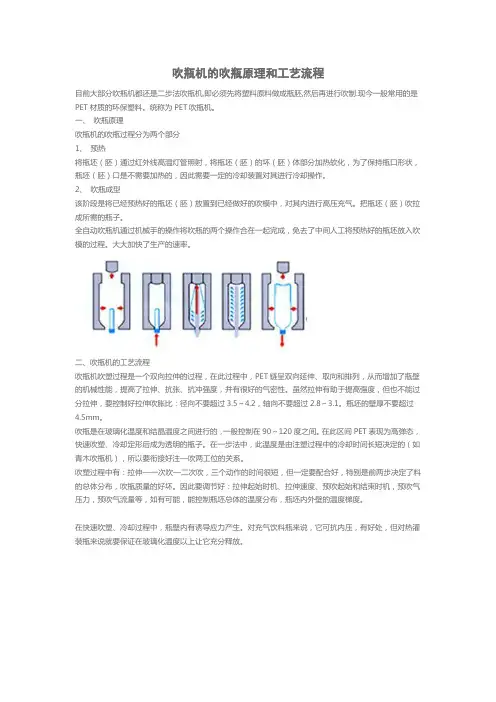
一、吹瓶原理吹瓶机的吹瓶过程分为两个部分1、预热将瓶坯(胚)通过红外线高温灯管照射,将瓶坯(胚)的坏(胚)体部分加热软化,为了保持瓶口形状,瓶坯(胚)口是不需要加热的,因此需要一定的冷却装置对其进行冷却操作。
2、吹瓶成型该阶段是将已经预热好的瓶坯(胚)放置到已经做好的吹模中,对其内进行高压充气。
把瓶坯(胚)吹拉成所需的瓶子。
全自动吹瓶机通过机械手的操作将吹瓶的两个操作合在一起完成,免去了中间人工将预热好的瓶坯放入吹模的过程。
大大加快了生产的速率。
二、吹瓶机的工艺流程吹瓶机吹塑过程是一个双向拉伸的过程,在此过程中,PET链呈双向延伸、取向和排列,从而增加了瓶壁的机械性能,提高了拉伸、抗张、抗冲强度,并有很好的气密性。
虽然拉伸有助于提高强度,但也不能过分拉伸,要控制好拉伸吹胀比:径向不要超过3.5~4.2,轴向不要超过2.8~3.1。
瓶坯的壁厚不要超过4.5mm。
吹瓶是在玻璃化温度和结晶温度之间进行的,一般控制在90~120度之间。
在此区间PET表现为高弹态,快速吹塑、冷却定形后成为透明的瓶子。
在一步法中,此温度是由注塑过程中的冷却时间长短决定的(如青木吹瓶机),所以要衔接好注—吹两工位的关系。
吹塑过程中有:拉伸—一次吹—二次吹,三个动作的时间很短,但一定要配合好,特别是前两步决定了料的总体分布,吹瓶质量的好坏。
因此要调节好:拉伸起始时机、拉伸速度、预吹起始和结束时机,预吹气压力,预吹气流量等,如有可能,能控制瓶坯总体的温度分布,瓶坯内外壁的温度梯度。
在快速吹塑、冷却过程中,瓶壁内有诱导应力产生。
对充气饮料瓶来说,它可抗内压,有好处,但对热灌装瓶来说就要保证在玻璃化温度以上让它充分释放。
吹制成形的PET瓶,主要应用于:饮料、乳品、酒类、调味品和日化品五大领域,我们凭借行业领航企业的品牌形象、先进系统的解决方案、精雕细琢的制造水平、规范强大的工程能力和有口皆碑的售后服务,赢得了国内外品牌厂商的信赖和认可,并与可口可乐、怡宝、景田、屈臣氏、中富、海洋、海天、加林山、纳爱斯等国内外著名液体(饮料)工厂建立了广泛而亲密的合作。
贵州福贵投资管理有限公司台江矿泉水分公司吹瓶机操作工作指导书版本号:属性:SOP 编号:页数:第 1 页共17 页颁布日期:年月日执行日期:年月日内部使用贵州福贵投资管理有限公司台江矿泉水分公司半自动吹瓶机作业指导书制订人:认可人:审批人:职位:职位:职位:日期:年月日日期:年月日日期:年月日版本号:属性:SOP 编号:页数:第 3 页共17 页颁布日期:年月日执行日期:年月日内部使用范围:适用于PET吹瓶机生产操作人员。
1生产安全:1.1 有关人员必须进行相关安全方面的培训,身体健康,智力正常,人品可靠的人员进行操作。
1.2 对酒精、药品和类似物品有过敏反映的人员不得操作、维护保养、维修机器。
1.3 在启动机器之前操作人员必须检查机器上各安全设施的功能是否正常,机器本身有无异常。
如果有异常或存在安全方面的问题,必须及时通知上级领导。
并检查转换部件的安装情况,物品、工具和抹布是否有遗漏等。
1.4 在有人员滞留机器内时或是机器有问题时,禁止启动机器。
1.5 定期检查清洁设备和安全装置。
1.6 瓶坯加温机安全门电柜门示意图;1.6.1 黄色为安全门(1、2、3、4、5)、红色为电柜(7),兰色为瓶坯加温主链(9),(8)所框区域为加瓶坯区域。
1.6.2 电柜门操作工禁止打开。
1.6.3 当瓶坯加温机工作前,要根据瓶坯要求把调温机各温控调压表调整到要求的工艺参数值(若是前次工作调整好的没有动过,可以不用调整)但必须要检查瓶坯加热情况,若不能满足要求必须进行微调,直至能吹出合格优质的瓶为止。
1.6.4 吹瓶机安全门与加温机相似,参数调整方法与1.6.3相似。
1.6.5在正常生产时加温机、吹瓶机安全门严禁打开。
2 结构和运行方法:2.1 基本原理:合格的瓶→盛坯框→插入坯→加温主链→取坯→放入吹瓶机模具→双手按吹瓶启动按钮→封口下移→预吹/拉伸→高吹→排气→封口上回→拉伸收回→开模→取瓶→合模→返回开始进行第二工作循环。

各类知名吹瓶机介绍由于原油价格上涨,塑料原料的价格随之上扬,因此各容器厂家都在努力减轻容器的重量,以期节省原料。
而且在环保意识不断觉醒的今天,节省能源,减少污染已经成为衡量产品优质与否的一个重要指标。
此外,机器的安全性、质量、速度、造价成本、适用范围以及能源和原料的节约都是吹瓶机制造厂商为之殚精竭虑的题目。
为了与质素日益提升的中国吹瓶机竞争,赢得更多的国内市场份额,一些进口吹瓶机厂商在尽力降低设备的售价。
随着国内市场对高品质产品的需求不断的上升,性能良好的进口机将拥有更好的前景。
国内吹瓶机厂商则尽最大努力开发新技术,提高质量,以更好的机器来争取更佳的价格以及更大的市场份额。
为了简省生产程序,一步法吹瓶机将注、拉、吹多个工艺过程都集中在一台机器上完成,节省很多能耗与时间。
青木固研究所的一步法吹瓶机就是此方面的优秀代表之一。
而两步法则分瓶胚制作和拉伸吹塑两个步骤,分别在两台独立的机器上完成。
在实际应用过程中,因应产品特点、环境和条件差异,一步法和两步法各有自己的发展空间。
挤吹则往往更经济,模具也更便宜。
在加工形状复杂的瓶子时,宜选用挤吹。
速度已成为市场竞争的重点之重。
因应此趋势,香港雅琪集团开发出了每小时产量达6000件的机型。
其吹瓶机可以生产1毫升至1000升的容器。
由于PET材料具有透明度高、光泽好,强度高,以及化学性能稳定等优点,它在食品、日用化工品等方面的应用正变得越来越广泛。
宙马:三种吹塑技术的专家宙马(Jomar)1968年创立于美国,1969开始向塑料行业提供注射吹瓶机(简称注吹机)。
世界上第一台商业上可行的,并经完全测试的,含模具的注吹机,就是宙马提供的。
1990年宙马在新泽西州建起了占地约41000英尺的厂房,每年制造约50台注吹机,广泛用于医药、医疗、日用化工、食品等的包装生产行业,此外还用于个人保健品、工业工具的生产等。
多年来,宙马公司不断推出新型号的注吹机,不断更新或采用新的技术,以达更好地满足用户需要和促进包装容器行业发展。
