数控铣削加工中心编程
- 格式:ppt
- 大小:1020.50 KB
- 文档页数:44

数控铣床编程实例(参考程序请看超级链接)
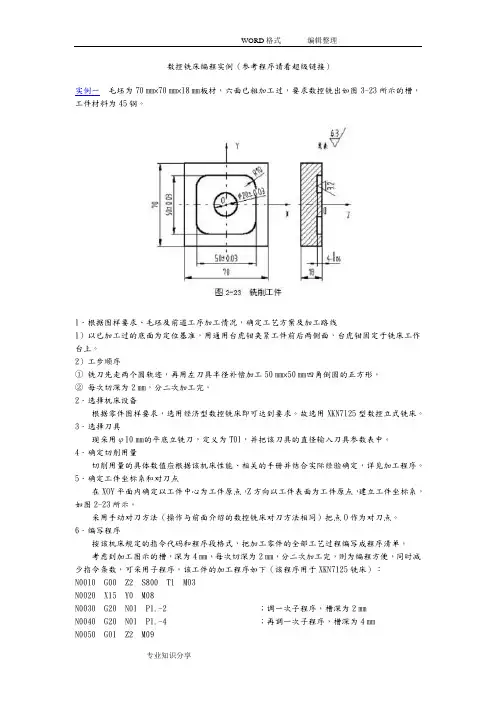
实例一 毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序
① 铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
② 每次切深为2㎜,分二次加工完。
2.选择机床设备
根据零件图样要求,选用经济型数控铣床即可达到要求。故选用XKN7125型数控立式铣床。
3.选择刀具
现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O作为对刀点。
6.编写程序
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。该工件的加工程序如下(该程序用于XKN7125铣床):
N0010 G00 Z2 S800 T1 M03
N0020 X15 Y0 M08
N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜
N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜
N0050 G01 Z2 M09
1 数控铣削加工编程图例
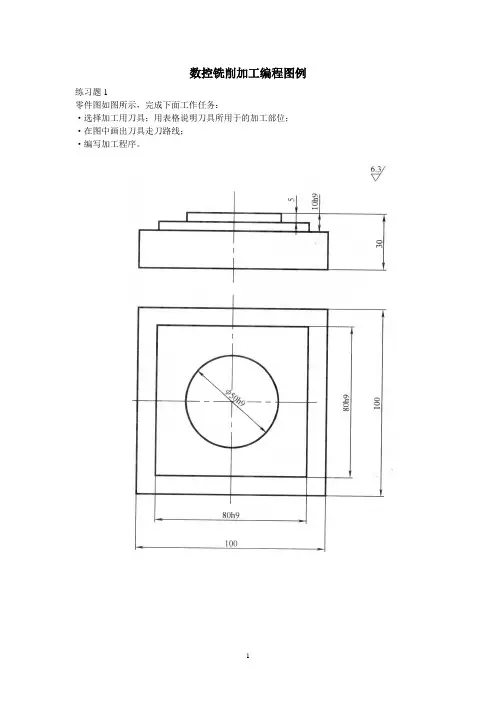
练习题1
零件图如图所示,完成下面工作任务:
·选择加工用刀具;用表格说明刀具所用于的加工部位;
·在图中画出刀具走刀路线;
·编写加工程序。
2 练习题2
零件图如图所示,编写加工程序。
·粗加工用φ30平底铣刀,刀具长度130mm,留1mm精加工余量;
·精加工用φ10平底铣刀,刀具长度110mm
3 练习题3
如图所示,完成下面任务:
·对零件加工进行工艺设计
·编写零件加工程序
4 练习题4
如图所示,完成下面任务:
·对零件加工进行工艺设计
·编写零件加工程序
5 练习题5
如图所示,完成下面任务:
·对零件加工进行工艺设计
·编写零件加工程序
6 练习题6
如图所示,完成下面任务:
·对零件加工进行工艺设计
·编写零件加工程序
7 练习题7
如图所示,完成下面任务:
·对零件加工进行工艺设计
·编写零件加工程序
8 练习题8
如图所示,完成下面任务:
·对零件加工进行工艺设计
·编写零件加工程序
9 练习9
编写零件加工程序
图4-129 数控铣削加工综合应用一图例
10 练习10
编写零件加工程序
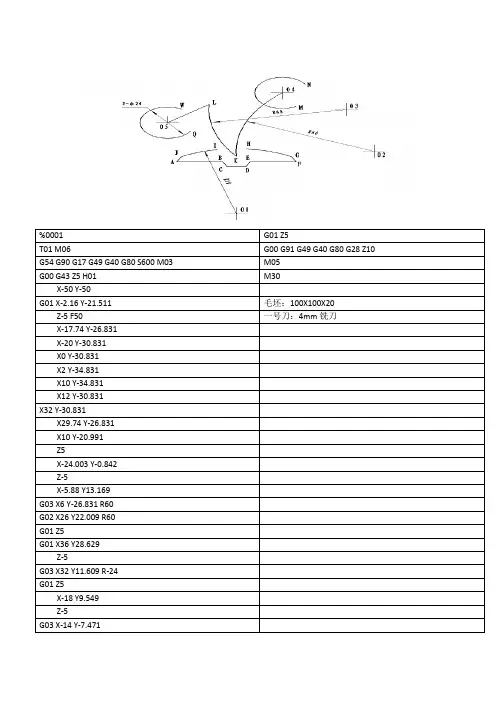
%0001 G01 Z5
T01 M06 G00 G91 G49 G40 G80 G28 Z10
G54 G90 G17 G49 G40 G80 S600 M03 M05
G00 G43 Z5 H01 M30
X-50 Y-50
G01 X-2.16 Y-21.511 毛坯:100X100X20
Z-5 F50 一号刀:4mm铣刀
X-17.74 Y-26.831
X-20 Y-30.831
X0 Y-30.831
X2 Y-34.831
X10 Y-34.831
X12 Y-30.831
X32 Y-30.831
X29.74 Y-26.831
X10 Y-20.991
Z5
X-24.003 Y-0.842
Z-5
X-5.88 Y13.169
G03 X6 Y-26.831 R60
G02 X26 Y22.009 R60
G01 Z5
G01 X36 Y28.629
Z-5
G03 X32 Y11.609 R-24
G01 Z5
X-18 Y9.549
Z-5
G03 X-14 Y-7.471
主程序 M98 P0003 子程序2 G01 X-80
%0001 G00 G41 X-40 D02 G01 Y-10 G00 G40 Z10
T01 M06 G01 Z-14 F300 X-30 X-80 Y-80
G54G90G17G49G40G80 M98 P0003 G03 X-30 Y10 R10 M99
S800 M03 S1500 G01 X-40
G00 X-80 Y-80 G00 G41 X-40 D03 Y25
G00 G41 X-40 D01 G01 Z-15 F100 G03 X-25 Y40 R15 D01=9mm

1 第4章 数控铣床程序编制
数控铣床是机床设备中应用非常广泛的加工机床,它可以进行平面铣削、平面型腔铣削、外形轮廓铣削、三维及三维以上复杂型面铣削,还可进行钻削、镗削、螺纹切削等孔加工。加工中心、柔性制造单元等都是在数控铣床的基础上产生和发展起来的。
4.1数控铣床程序编制的基础
数控铣床具有丰富的加工功能和较宽的加工工艺范围,面对的工艺性问题也较多。在开始编制铣削加工程序前,一定要仔细分析数控铣削加工工艺性,掌握铣削加工工艺装备的特点,以保证充分发挥数控铣床的加工功能。
4.1.1数控铣床的主要功能
各种类型数控铣床所配置的数控系统虽然各有不同,但各种数控系统的功能,除一些特殊功能不尽相同外,其主要功能基本相同。
1、 点位控制功能
此功能可以实现对相互位置精度要求很高的孔系加工。
2、 连续轮廓控制功能
此功能可以实现直线、圆弧的插补功能及非圆曲线的加工。
3、 刀具半径补偿功能
此功能可以根据零件图样的标注尺寸来编程,而不必考虑所用刀具的实际半径尺寸,从而减少编程时的复杂数值计算。
4、 刀具长度补偿功能
此功能可以自动补偿刀具的长短,以适应加工中对刀具长度尺寸调整的要求。
5、 比例及镜像加工功能
比例功能可将编好的加工程序按指定比例改变坐标值来执行。镜像加工又称轴对称加工,如果一个零件的形状关于坐标轴对称,那么只要编出一个或两个象限的程序,而其余象限的轮廓就可以通过镜像加工来实现。
6、 旋转功能
该功能可将编好的加工程序在加工平面内旋转任意角度来执行。
7、 子程序调用功能
有些零件需要在不同的位置上重复加工同样的轮廓形状,将这一轮廓形状的加工程序作为子程序,在需要的位置上重复调用,就可以完成对该零件的加工。
8、 宏程序功能
该功能可用一个总指令代表实现某一功能的一系列指令,并能对变量进行运算,使程序更具灵活性和方便性。