数控铣床和加工中心的手工编程
- 格式:ppt
- 大小:1.72 MB
- 文档页数:63

第五章加工中心操作的手工编程
一、操作面板的讲解
1、加工中心与普通设备的区别
A、三轴方向的不同与相同:加工中心尊循右螺旋定则与普通设备不同。
B、运行的参照物不同:加工中心的主轴运行是依工作台为参照物假定工作台静止不动,普通设备刚好相反。
C、轴的控制不同,NC机床可以三轴连动,实现空间移动。
2、操作面板的讲解:下面的开精框的操作顺序来讲解各个键的功能依FANUC为例。
A、POWER 电源:打开机床总电源ON。
B、READY 运转准备:打开面板电源后,按下动转准备键,绿灯时为准备OK(注打开EMG STOP)。
C、MODE 模式选择旋钮,分两部分(手动和自动)。
D、ZERO 原点复归,将MODE转到ZERO进行三轴归零,指示灯停止闪烁并且点亮。
E、RAPID 手动快速移动,将MODE转到RAPID手动移动机床,接近工件。
F、JOG 手动移动,将MODE转到JOG手动慢速进行校正工件。
G、MDI 资料输入,校正后,装上分中棒,将MODE转到MDI,先按下字母软键S再按数字键500,再按下输入键INPUT。
H、CYCLE START 循环起动,资料输入完后,按下该键,资料会被NC接收。
I、SPINDLE CW 将MODE转到手动部分,按下该键,主轴的S=500正转。按F SPINDLE CCW 反转;按下 SPINDLE STOP 停止;
按下 SPINDLE ORI 主轴定位。
J、HANDLE 手轮操作,将MODE转到HANDLE 进行寻边分中。
K、POS和OFFSET SETTING 按POS位置键后可得到机术机械座标,按OFFSET SETTING 补正,参数键,将机械座标写入座标系中如果有字符写错可以用CAN取消,按INPUT输入。
L、EDIT 编辑:将MODE转到EDIT可以对程式进行编辑,呼叫等,相关键有:
个人收集整理 勿做商业用途
第五节 数控铣床编程实例(参考程序请看超级链接)
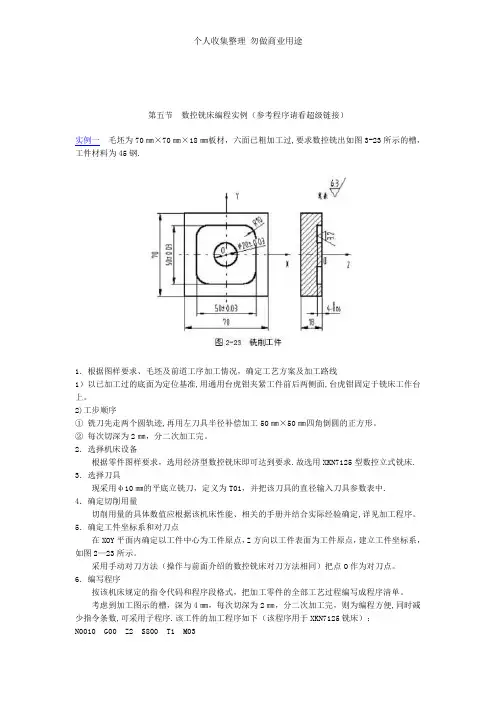
实例一 毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢.
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序
① 铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
② 每次切深为2㎜,分二次加工完。
2.选择机床设备
根据零件图样要求,选用经济型数控铣床即可达到要求.故选用XKN7125型数控立式铣床.
3.选择刀具
现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中.
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2—23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O作为对刀点。
6.编写程序
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序.该工件的加工程序如下(该程序用于XKN7125铣床):
N0010 G00 Z2 S800 T1 M03 个人收集整理 勿做商业用途
N0020 X15 Y0 M08
N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜
N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜
数控铣床编程实例(参考程序请看超级链接)
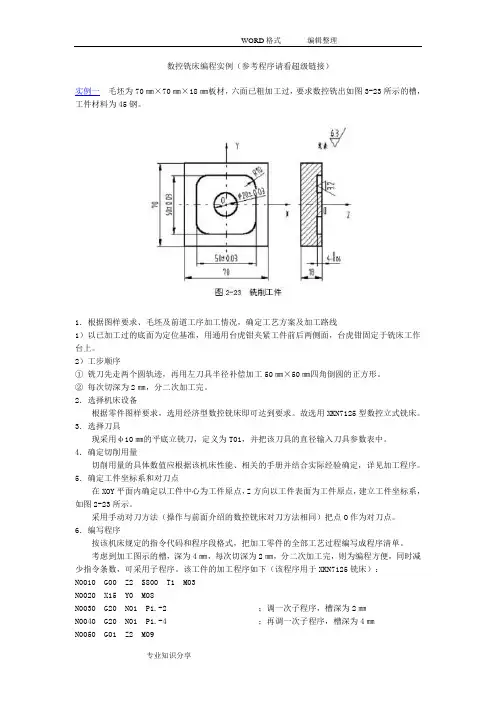
实例一 毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序
① 铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
② 每次切深为2㎜,分二次加工完。
2.选择机床设备
根据零件图样要求,选用经济型数控铣床即可达到要求。故选用XKN7125型数控立式铣床。
3.选择刀具
现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O作为对刀点。
6.编写程序
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。该工件的加工程序如下(该程序用于XKN7125铣床):
N0010 G00 Z2 S800 T1 M03
N0020 X15 Y0 M08
N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜
N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜
N0050 G01 Z2 M09
第1页,共3页 班 级
学 号
姓 名
※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※装
订
线 《数控铣床/加工中心编程与技能训练》
阶段测试二
题号 一 二 三 四 总分
得分
一、选择题(请将正确答案的序号填写在题中的括号中。每题2分,满分30分)
1.在XY平面上,某圆弧圆心为(0,0),半径为80 mm,如果需要刀具从(80,0)沿该圆弧到达(0,80),程序指令为( )。
A.G02 XO.Y80.I80.0 F300 B.G03 XO.Y80.I-80.0 F300
C.G02 X8O.Y0.J80.0 F300 D.G03 X80.Y0.J-80.0 F300
2.在G00程序段中,( )值将不起作用。
A.X B.S C.F D.T
3.下列( )不适应在加工中心上生产。
A.需要频繁改型的零件 B.多工位和多工序可集中的零件
C.难测量的零件 D.装夹困难的零件
4.数控机床中把脉冲信号转换成机床移动部件运动的组成部分称为( )。
A.控制介质 B.数控装置 C.伺服系统 D.机床本体
5.数控机床的旋转轴之一B轴是绕( )旋转的轴。
A.X轴 B.Y轴 C.Z轴 D.W轴
6.使用( )可使刀具作短时间的无进给光整加工,常用于车槽、镗平面、锪孔等场合,以提高表面光洁度。
A.G02 B.G04 C.G06 D.G00