管道及设备涂漆设计统一规定模版
- 格式:docx
- 大小:160.84 KB
- 文档页数:33


6.5管道涂漆设计规定1、涂漆设计一般规定1)涂料的选用应遵守如下原则:①与被涂物的使用条件相适应;②与被涂物表面的材质相适应;③底漆与面漆正确配套;④经济合理;⑤具备施工条件。
2)下列表面应涂漆:①碳素钢、低合金钢的设备、管道表面及附属刚结构应进行涂漆。
②当隔热材料中氯离子浓度大于25ppm,而且无应力腐蚀抑制剂时。
需要隔热的不锈钢管道。
3)除特殊要求外,下述表面不应涂漆:不隔热的奥氏体不锈钢表面;镀锌表面;已精加工的表面;涂塑料的表面;名牌及其它标志牌或标签。
4)在制造厂制造的非定型设备、管道及附属结构应该涂两层防腐底漆。
5)必须在现场完成涂漆任务的设备、管道包括:在现场组装的设备、管道及附属钢结构;在制造厂已涂底漆的,需要现场修复底漆并涂面漆;制造厂已涂完面漆,需要现场涂补修复损坏部位。
6)管道进行涂漆施工之前,必须根据其表面污染和锈蚀程度评级,并按标准进行除锈处理合格(达到所用涂料对钢材表面除锈质量等级要求)后,才允许进行涂漆施工作业。
2、地上管道所用涂漆的选用1)按用途选用涂料用途涂料种类一般防护耐化工大气耐酸耐碱耐盐类耐溶剂耐油耐水耐热耐磨耐侯性酚醛√ √ √ 环氧树脂漆√ √ √ √ √ √ √ 过氯乙烯树脂漆√ √ √ √ √ √ √ 醇酸树脂漆√ √ √ 有机硅树脂漆√ √ √ 富锌漆√ √ √ √ √ 氯磺化聚乙烯漆√ √ √ √ 沥青漆√ √ √ √ 2)按材质表面温度选用涂料材质表面温度℃或隔热种类涂料种类底层面层不隔热的碳钢≤60 铝粉环氧防腐底漆各色环氧防腐漆无机富锌底漆各色环氧防腐漆环氧沥青底漆环氧沥青防腐漆乙烯磷化底漆-过氯乙烯底漆各色过氧乙烯防腐漆铁红醇酸底漆各色醇酸磁漆红丹酚醛防锈漆铁红酚醛防锈漆各色酚醛耐酸漆氯磺化聚乙烯底漆氯环化聚乙烯磁漆61~200 无机富锌底漆环氧耐热底漆环氧耐热磁漆、清漆201~400 无机富锌底漆铝粉有机硅耐热漆草绿有机硅耐热漆隔热的碳钢保温红丹酚醛防锈漆无铁红酚醛防锈漆无保冷石油沥青无沥青底漆无隔热的奥氏体不锈钢≤100 铝粉环氧防腐底漆无101~400 无机富锌底漆无注:①隔热的奥氏体不锈钢表面涂底漆,是指所用的隔热材料中氯离子浓度大于25ppm且无应力腐蚀抑制剂者;②各色过氯乙烯防腐漆的底层为一层乙烯磷化底漆和一层过氯乙烯底漆,面层为5层,其余涂料底层与面层各为2层。

6.5管道涂漆设计规定1、涂漆设计一般规定1)涂料的选用应遵守如下原则:①与被涂物的使用条件相适应;②与被涂物表面的材质相适应;③底漆与面漆正确配套;④经济合理;⑤具备施工条件。
2)下列表面应涂漆:①碳素钢、低合金钢的设备、管道表面及附属刚结构应进行涂漆。
②当隔热材料中氯离子浓度大于25ppm,而且无应力腐蚀抑制剂时。
需要隔热的不锈钢管道。
3)除特殊要求外,下述表面不应涂漆:不隔热的奥氏体不锈钢表面;镀锌表面;已精加工的表面;涂塑料的表面;名牌及其它标志牌或标签。
4)在制造厂制造的非定型设备、管道及附属结构应该涂两层防腐底漆。
5)必须在现场完成涂漆任务的设备、管道包括:在现场组装的设备、管道及附属钢结构;在制造厂已涂底漆的,需要现场修复底漆并涂面漆;制造厂已涂完面漆,需要现场涂补修复损坏部位。
6)管道进行涂漆施工之前,必须根据其表面污染和锈蚀程度评级,并按标准进行除锈处理合格(达到所用涂料对钢材表面除锈质量等级要求)后,才允许进行涂漆施工作业。
2、地上管道所用涂漆的选用25ppm且无应力腐蚀抑制剂者;②各色过氯乙烯防腐漆的底层为一层乙烯磷化底漆和一层过氯乙烯底漆,面层为5层,其余涂料底层与面层各为2层。
4、埋地管道的防腐蚀1)埋地钢质管道的防腐蚀等级,应根据所埋地区土壤腐蚀性等级按下表确《埋地钢质管道石油沥青防腐层技术标准》SY/T 0420-97、《埋地钢质管道环氧煤沥青防腐层技术标准》SY/T 0447-96、《埋地钢质管道聚乙烯防腐层技术标准》SY/T 4013-95等的具体要求合理选取。
4、管道防腐涂敷层数,应根据所选用涂漆材料的技术条件或涂漆材料生产商提供的相关资料决定。
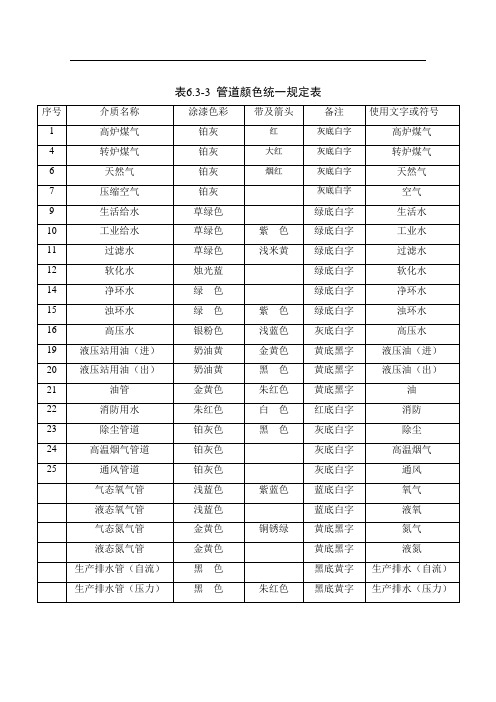
表6.3-3 管道颜色统一规定表注:①标准设备定货时应提出色彩要求。
③管道识别的带及箭头,其尺寸大小按管道识别标记规定。
表6.3-4 仪表颜色统一规定表7 管道识别及标记(2)带的间隔一般约为100 m。
管径大并易看清的地方一般不超过200 m。
对小口径管道、厂房内不易看清之部位可考虑约50 m 作一个标记。
(3)跨越道路的管道有两根以上时,可在最低一根管道处做高度标记。
(4)如管道进入厂房,需在厂房进口和出口两端涂上色标。
(5)管道阀门需与管道色标颜色涂刷一致。
7.2 带、箭头及流体标记(1)D325 mm及以上的管道的带、箭头及流体一般按图7.2-1和图7.2-2标记。
例如:①高炉煤气用色:色值涂漆色彩:铂灰色(色值pantone7539c)带及箭头:红色(色值pantone485c)图7.2-1 D325 mm及以上高炉煤气管道标记②混合煤气:涂漆色彩:铂灰色(色值pantone7539c)带及箭头:金黄色(色值pantone130c)图7.2-2 D325 mm及以上混合煤气管道标记(2)D273 mm及以下的管道的带、箭头及流体标记板一般按图7.2-3和图7.2-4制作。
①氮气(图中括号内的尺寸适用于室内)涂漆色彩:金黄色(色值pantone130c)带及箭头:铜锈绿(色值pantone364c)图7.2-3 D273 mm及以下氮气管道标记板②混合煤气涂漆色彩:铂灰色(色值pantone7539c)带及箭头:金黄色(色值pantone130c)图7.2-4 D273mm及以下混合煤气管道标记板(标记板制作同图7.2-1)(3)标记板底涂白色,箭头及文字为黑色,前后两面都做标记。
7.3 高度标记(1)在50 m处能充分看清的高度标记,可直接标在管道上。
(2)如直接标在管道上不易看清的小口径管道,按图7.3-1尺寸要求设置标记板。
在标记板的两面都涂标记。
(3)标记板底为白色,文字为黑色,周围用黑色和中黄色相间的斜条纹花样。
设备和管道涂漆设计规定项目号: 51815-01DD文件号: 38000MP-DP02-0004 修改:0 第 1 页共 12 页项目名称江苏斯尔邦石化有限公司醇基多联产项目一期工程装置名称90万吨/年甲醇制烯烃(MTO)装置业主文件号主项街区设计阶段详细工程设计修改0 1 2 3 4 5 6 7 8 日期编制校核目次1 总则 (3)1.1 范围 (3)1.2 规范性引用文件 (3)1.3 定义 (3)2 设计 (4)2.1 一般规定 (4)2.2 设计原则 (4)3 材料 (5)4 运输,操作和贮藏 (5)5 涂敷前的要求 (6)5.1 涂漆前的表面处理 (6)5.2 工厂涂漆的表面 (6)5.3 镀锌表面 (6)6 油漆的配料和应用 (7)7防腐涂层施工要求 (8)8防腐涂层检查与验收要求 (8)1 总则1.1 范围1.1.1 本规定适用于江苏斯尔邦石化有限公司醇基多联产项目一期工程90万吨/年甲醇制烯烃(MTO)装置。
1.1.2 本规定规定了石油化工装置钢制设备、管道及管架的表面处理和涂层保护系统等要求。
1.1.3 本规定适用于钢制设备、管道及管架的外表面涂料防腐蚀工程的设计,不适用于有外涂层和保护层的地下管道。
1.2 规范性引用文件下列文件对于本规范的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本规范。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本规范。
GB/T 8923.1 涂覆涂料前钢材表面处理表面清洁度的目视评定第1部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级GB/T 8923.2 涂覆涂料前钢材表面处理表面清洁度的目视评定第2部分:已涂覆过的钢材表面局部清除原有涂层后的处理等级GB/T 8923.3 涂覆涂料前钢材表面处理表面清洁度的目视评定第3部分:焊缝、边缘和其他区域的表面缺陷的处理等级SH/T 3022 石油化工设备和管道涂料防腐蚀设计规范SH 3043 石油化工设备管道钢结构表面色和标志规定SH /T 3503 石油化工建设工程项目交工技术文件规定SH/T 3548 石油化工涂料防腐蚀工程施工质量验收规范SH/T 3606 石油化工涂料防腐蚀工程施工技术规程JB/T 4711 压力容器涂敷与运输包装1.3 定义DFT -- 干膜厚度,单位为μm。
1.概述1.1XXX设备涂漆、防腐设计按化工部工程建设标准《化工设备、管道外防腐设计规定》HG/T20679-90而设计。
1.2 本规定适用于碳钢、铸铁、低合金钢制造的非定型设备、管道(包括架空、地沟和埋地管) 和钢结构(包括平台、支架、栏杆、扶梯等) 的外防腐涂漆施工的一般要求。
1.3 所有的原材料必须符合有关标准的技术指标, 并具有出厂合格证和检验和检验资料。
材料应在规定的有效期内使用, 过期的材料严禁使用。
1.4 防腐施工必须按HGJ229-91《化工设备、管道防腐蚀工程施工及验收规范》规定及防腐材料生产厂的施工说明执行。
2.涂漆范围和涂漆种类2.1 设备和管道的表面涂漆和涂料种类见下表:注:油漆厚度为干膜厚度2.2 对于铝材、塑料类的设备、管道以及制造厂已提供完整底漆和面漆的机电设备、机泵、电器设备、开关柜、仪表盘等均不需涂漆。
如有破损,只需涂修补漆。
3.表面处理3.1 表面处理要求设备、管道和钢结构表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物,即达到《化工设备、管道外防腐设计规定》HG/T20679-90中的ST3级。
3.2 为了使处理后的金属表面不致再锈蚀和粘上油污,在表面处理后,必须在不迟于3小时内涂刷第一道底漆。
3.3 法兰密封面以及其他密封面不得使用机械清理,而应采用手工清理。
4.设备和管道表面涂色说明4.1 为了统一全厂各设备、管道的表面涂色,使其整齐美观,便于识别和保证生产操作的安全,故对全厂各个设备、管道的表面涂色作如下规定:4.1.1 UF/RO膜架碳钢结构一律涂成银色,其设备附件的涂色与本体相同。
4.1.2 鼓风机/泵等设备及其附件一律为出厂色。
加药装置的碳钢结构框架/CIP罐一律涂成银色。
其它材质为不锈钢/PE的设备,保持本色,不涂色。
电控柜/仪表柜一律为海灰色。
4.1.3 用黑色喷写设备位号,字体要整齐、大小适当、醒目。
4.1.4 对消防设施如消火栓、消防箱等采用大红色+黄色,危险设施如射线源等涂成黄色与黑色间隔斜条。
喷漆管道管理制度第一章总则第一条为规范喷漆管道管理,保障生产安全和环境保护,制定本制度。
第二条本制度适用于所有需要使用喷漆管道的单位和个人。
第三条喷漆管道管理应当遵守国家相关法律法规,严格执行安全生产和环境保护要求。
第四条喷漆管道管理要坚持“预防为主、综合治理”的原则,推动喷漆管道管理水平不断提高。
第五条各级人民政府对本行业的喷漆管道管理工作负有监督管理责任。
第六条喷漆管道管理部门应当对喷漆管道管理工作进行定期检查和评估,并及时纠正存在的问题。
第七条喷漆管道管理单位和个人应当加强自律,履行喷漆管道管理责任,积极参与喷漆管道管理工作。
第八条喷漆管道管理单位和个人应当配备专业人员,加强技术培训,提高喷漆管道管理水平。
第二章喷漆管道管理机构第九条喷漆管道管理机构是指依法设立,负责喷漆管道管理工作的行政机构或专业机构。
第十条喷漆管道管理机构主要职责包括:(一)制定喷漆管道管理规章制度,推动喷漆管道管理工作规范化、专业化、科学化;(二)开展喷漆管道管理培训,提高相关人员的管理水平和技术能力;(三)协调喷漆管道管理工作中的各类矛盾和纠纷,维护行业秩序和利益;(四)对喷漆管道管理工作进行监督检查,及时发现问题并协调解决;(五)开展普及宣传活动,提高广大群众的环保意识和安全意识。
第十一条喷漆管道管理机构应当设立科学合理的管理机构,配备专业人员和必要的管理设施。
第十二条喷漆管道管理机构应当建立健全工作制度,确保工作高效有序进行。
第三章喷漆管道管理制度第十三条喷漆管道管理制度是指对喷漆管道管理工作进行系统规范的文件,包括喷漆管道管理规章、喷漆管道管理细则等。
第十四条喷漆管道管理制度的制定应当依据相关法律法规和标准,结合实际情况,科学合理。
第十五条喷漆管道管理制度的内容应当包括:(一)喷漆管道管理工作的基本原则和要求;(二)喷漆管道管理的组织机构和分工;(三)喷漆管道管理的责任和义务;(四)喷漆管道管理的监督检查和评估制度;(五)喷漆管道管理的宣传教育工作。
Painting for Pipes and Equipment General Design Specification 管道及设备涂漆设计统一规定Contents目录1.GENERAL 总则 (4)1.1Scope 范围 (4)1.2Codes and Standards 规范与标准 (4)1.3Units 单位 (6)2.HEALTH, SAFETY AND ENVIRONMENT 健康、安全与环境 (6)3.EXECUION OF WORKS 涂漆步骤 (6)3.1Scope of Work 工作范围 (6)3.2Manufacturer Workshop Painting 制造厂车间涂漆 (9)3.3Field Painting 现场涂漆 (9)3.4Paint Application and Specification 涂漆应用和规定 (10)3.5Surface Preparation 表面处理 (10)4.IDENTIFICATION AND MARK 涂色及标志 (14)4.1The Identification of Equipment and Steel Structures 设备及钢结构涂色154.2The Identification of Pipes 管道的外表面涂色及标志色 (15)5.PAINTING WORK AND QUALITY CONTROL 油漆的施工及质量控制 (15)5.1Notes of Work Quality 施工质量注意事项 (15)5.2Quality Control of Painting 涂装工作的质量控制 (18)5.3Check of Appearance Quality 外观质量检查: (20)5.4Check of Coating Thickness 涂层厚度检查 (20)5.5Drying Time 干燥时间 (20)5.6Adhesion Check 附着力的检查 (21)Appendix A- SELECTION & SPECIFICATION OF PAINTS 附录A—油漆的选择与规范 (22)Appendix A-1 Acceptable Paint Product Identification 附录A-1 可接受的油漆产品 (22)Appendix A-2 Painting Selection Schedule 附录A-2 油漆选择一览表 (23)Appendix B - HEALTH, SAFETY AND ENVIRONMENT 健康、安全与环境 (24)B.1Potential Hazards of Paints 油漆的潜在危险 (27)B.2Fire Hazards of Paints 油漆的火灾危害性 (29)B.3Storage of Paints 油漆的贮存 (30)B.4Disposal of Paints 油漆的废弃处理 (31)B.5Safety Items 安全规则事项 (31)修正表1.GENERAL 总则1.1Scope 范围This specification covers the general requirements of external painting works in XXXX Project for the amorphous equipment (such as tower, vessel, heat exchanger,ect.).Underground pipeline protection and cathodic protection are not included. 本规定包括XXXX项目中非定型设备(如塔、容器、换热器等)和管道元件的外防腐,不包括地下管道防腐和阴极保护。
Molding equipment made of cast iron, carbon steel and alloy steel, such as pumps, compressors, motors, valves, electrical equipment, package unit, control panel, instruments, etc., shall be painted in the workshop of the manufacturer according to the painting specification of the manufacturer. The manufacturer's painting shall be submitted to the owner for confirmation.用铸铁、碳钢和合金钢制成的定型设备,如泵、压缩机、电动机、阀门、电气设备、成套设备、控制盘、仪表等应根据制造厂的涂漆规定在制造厂的车间进行涂漆。
制造厂的涂漆规定应提交给业主确认。
This specification shall not cover inside and internals of pressure vessels, towers, tanks, heat exchangers and piping.本规定不包含压力罐,塔,容器、换热器、管道的内部涂漆。
1.2Codes and Standards 规范与标准Unless otherwise specified, the applicable codes and standards of the external corrosion resistance and painting shall be as follow, Editions and/or issue dates of Codes, Standards and Specifications shall be the latest.除非另有规定,外防腐涂漆应遵循以下合同签订时认可的标准,规范及规定。
管道及设备涂漆设计统一规定1.3Units 单位Unless otherwise specified, metric, Celsius and kilogram units shall be applied as the measurement system for the drawings and documents to be submitted, however, pressure shall be specified in SI unit (MPa). The nominal sizes are represented by NPS.除非另有说明,在提交的图纸和文件中计量系统应选用米、摄氏度、千克单位制,压力应使用SI 制(MPa),而管道元件的公称尺寸采用NPS 表示。
2.HEALTH, SAFETY AND ENVIRONMENT 健康、安全与环境See attachment B of this specification.见附件B。
3.EXECUION OF WORKS 涂漆步骤3.1Scope of Work 工作范围3.1.1Scope of Painting 涂漆范围:3.1.1.1 The following parts will be applied with primary and finish coat in field:下列部件将在现场涂底漆和面漆:a)Exterior surface of pressure plates of field prefabricated vessels and sphericaltanks on site.现场预制的容器及球罐成型板外表面。
b)All steel structures (including prefabricated unit of steel structures and pipesupports)所有现场制作的钢结构(包括现场预制的钢结构和管架)。
c)Exterior surface of pipes, flange and pipe fittings of carbon steel and low alloysteel.碳钢及低合金钢管子、法兰和管件外表面。
3.1.1.2Application of primary coat, intermediate coat and finishing coat for the followingequipment will be completed at manufacture’s shop.下列设备在制造厂车间内完成全部底漆、中间漆及面漆:a)Pressure vessels and towers including those assembled in sections on sitecompletely welded at manufacture’s shop在制造厂车间完全焊接的压力容器和塔(包括现场分段组装的塔)。
b)Heat exchangers to be completely welded at manufacturer’s shop在制造厂车间完成焊接的换热器。
c)Small-sized normal pressure tanks to be completely welded at manufacturer’sshop.在制造厂车间完全焊接的小尺寸常压罐d)Package unit including exterior surface of pipes, flange and pipe fittings of carbonsteel and low alloy steel within the scope of supply成套供货的集成单元(包含其供货范围内的碳钢和低合金钢管子、法兰和管件外表面)3.1.1.3Application of primary coat, intermediate coat and finishing coat for the followingequipment will be completed at manufacture’s shop according to manufacturer's painting specification.以下各项应在制造厂车间内按制造厂的涂漆标准完成全部底漆和面漆:a)Valves 阀门b)The pumps, blowers, compressors and their accessories to be completelyassembled at manufacturer’s shop完全在制造厂车间组装的泵、鼓风机和压缩机及其附件c)Motors, electrical equipment, instruments and instrument panels电动机、电气设备、仪表和仪表盘d)Equipment of manufacturer standard制造厂标准设备e)Large-sized pumps and blowers to be assembled on the site现场组装的大尺寸泵和鼓风机3.1.2The Following Equipment and Materials shall not be Painted 不需要涂装的范围:a)Outer surface for pipes and fittings of Non-ferrous materials.非铁基材料制成的管道及配件的外表面。