邯钢_期氧化球团生产线的设计特点及生产
- 格式:pdf
- 大小:209.20 KB
- 文档页数:5
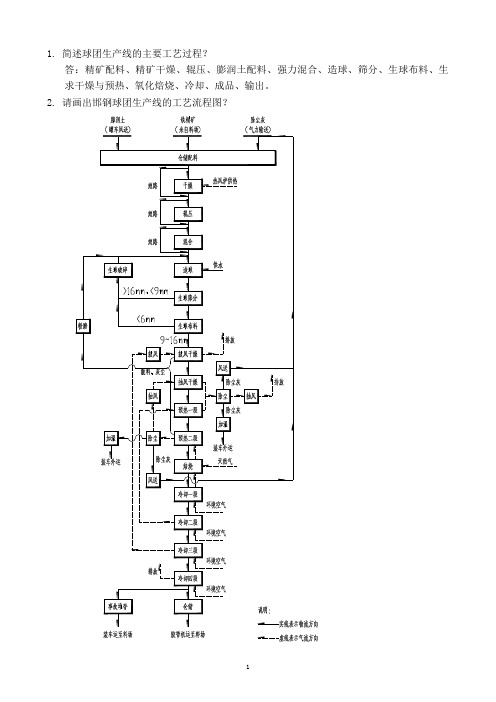
1.简述球团生产线的主要工艺过程?答:精矿配料、精矿干燥、辊压、膨润土配料、强力混合、造球、筛分、生球布料、生求干燥与预热、氧化焙烧、冷却、成品、输出。
2.请画出邯钢球团生产线的工艺流程图?3.请画出邯钢球团生产线的工艺平面布置图并标明主要建筑物及皮带系统的名称?4.简述配料室所用的设备及规格数量?答、6台直径2.5米圆盘给料机,6台宽1米电子皮带秤。
5.干燥机规格,热源,为什么设旁路?答:规格ф3.6*31米,热源是高炉煤气,水分满足造球,不需要干燥或干燥机故障走旁路。
6.辊压机主要作用和工作原理?答:作用:增加物料比表面积,改善表面活性和提高生球强度。
工作原理:两个辊子作慢速相对运动,其中一个辊固定,另一个辊可以作水平方向滑动。
当物料由辊压机上方连续喂入并通过双辊间的间隙时给活动辊一定的作用力,在辊子的作用力下,除了辊面接触的颗粒受到辊面直接压力外,物料之间也产生相互挤压,导致物料压实和粉碎。
7.膨润土配料采用什么设备进行?答:采用星型给料机和电子皮带秤8.邯钢球团生产线所用的膨润土如何进厂?通过什么进入生产线?答:采用罐装汽运进入厂内,通过高压空气气力输送进入生产线。
9:简述强力混合机主要组成部分及工作原理?答:组成:混合容器及驱动装置,2个混合工具(转子)和驱动装置,多功能工具(刮刀),排料门,固定外壳,润滑装置等。
工作原理是靠设备混合工具部位相向运动使物料也相向运动而互相穿插渗透,达到混匀的目的。
10.如果高压辊压机出现短时故障是否会导致停产,为什么?答:不会停产。
因为混合料仓料位较高或旁路系统M6可以上料。
11.简述造球室所用的设备及主要设备规格,数量?答:链篦机的分段及各段温度,热气来源,哪段设有放散烟囱和放散阀,哪段设有兑冷风阀及其作用?答:在主抽烟道主电除尘入口处,东西回热烟道多管除尘入口处设有兑冷风阀,用来调节热风温度。
12.链-回-环系统工艺风流图答:14.链篦机的风箱及灰箱的散料是如何处理的?答:链箅机风箱的散料通过散料胶带机集中,运至散料斗里采用汽车外运。

莱钢120万球团生产线的设计特点及生产实践首先,莱钢120万球团生产线采用了先进的自动化生产设备。
生产线主要由多台球团机组成,球团机具有高度智能化的特点,能够自动控制球团生成的整个过程。
球团机具有高度的自动化程度,可以准确控制球团的大小、形状和成分,确保球团质量的稳定性和一致性。
这种自动化生产设备可以大大提高生产效率,减少人工操作的参与,保证了生产线的稳定运行。
其次,莱钢120万球团生产线的设计特点是采用了先进的冷却设备。
球团机生产出来的球团需要经过冷却处理,冷却设备起到了至关重要的作用。
在莱钢120万球团生产线中,采用了高效的冷却设备,通过喷水冷却的方式,将球团快速冷却至环境温度,从而保证球团的质量和稳定性。
同时,这种冷却设备还可以回收冷却水进行循环利用,减少资源浪费,降低生产成本。
此外,莱钢120万球团生产线还具有灵活的生产调度能力。
生产线中的球团机可以根据生产需求进行灵活的调度,可以调节生产线的产量和生产速度。
这种灵活的生产调度能力可以根据市场需求进行及时调整,保证了生产线的灵活性和生产效率。
在生产实践方面,莱钢120万球团生产线注重质量控制和工艺优化。
生产线管控严谨、规范,设有专门的质量检测室和实验室,对生产过程中的关键环节进行严格监控和检验,确保产品质量的稳定和优秀。
同时,生产线还进行了工艺优化,对生产过程中的关键参数进行了调整和改进,提高了生产效率和产品质量。
此外,莱钢120万球团生产线还注重环保和节能。
生产线在设计阶段就考虑了环保和节能要求,采用了高效的能源利用设备和尾气处理系统,减少了能源消耗和环境污染。
同时,还进行了生产工艺的优化,减少了废气和废水的排放,保护了环境。
综上所述,莱钢120万球团生产线具有自动化生产设备、先进的冷却设备、灵活的生产调度能力等设计特点。
在生产实践中,注重质量控制和工艺优化,并积极开展环保和节能措施。
这些设计特点和生产实践保证了生产线的稳定运行、高效生产,为山东钢铁集团莱钢公司提供了有力的支持。
邯钢球团35kV变电站设计方案摘要本文详细论述了邯钢35kv球团变电站的技术方案,包含电气主接线,主要设备选型及布置,为下一步变电站的设计提供了充分的依据。
关键词变电站;电气主接线;设计方案中图分类号tm63 文献标识码a 文章编号1674-6708(2012)73-0043-021 总的部分邯钢球团35kv变电站设计方案为全户内无人值班站。
35kv配电装置采用户内高压开关柜单列布置,全电缆进出线;10kv配电装置采用户内高压开关柜单列布置,全电缆出线;主变压器采用2台容量为31.5mva优质的三相双绕组低损耗、低噪音有载调压变压器,户内布置;每台配置1组容量为5010kvar无功补偿装置,散装成套户内布置。
2 电力系统部分本方案按照用户委托给定的主变压器及线路规模进行设计。
变电站接入邯钢连轧220kv变电站35kv配电系统。
变电站正常运行方式一分到底,母联断备。
3 电气一次部分3.1 电气主接线3.1.1 变电站建设规模1)新上两台31.5mva变压器,双绕组,有载调压;2)35kv,两进两出,设母联及pt;3)10kv,12回出线,设母联隔离,每段设接地变及无功补偿装置;4)无功补偿,每组容量分别为5010kvar无功补偿并联电容器,共两组。
3.1.2 35kv电气主接线35kv采用单母线分段接线。
3.1.3 10kv电气主接线10kv采用单母线分段接线。
3.1.4 各级电压中性点接地方式35kv中性点采用经消弧线圈接地。
10kv侧中性点采用经消弧线圈接地。
3.2 短路电流及主要设备选择3.2.1 短路电流水平根据短路电流计算结果:新建球团35kv变电站设备选择条件为:35kv母线短路电流为25ka,10kv母线短路电流为31.5ka。
3.2.2 主要电气设备选择根据邯郸地区相关数据,变电站所在的海拔高度为70m左右,电气设备基础的抗震校验烈度为7度。
1)电力变压器选择三相两绕组自冷有载调压变压器;型号:sz10-31500/35;容量:31.5mva;电压比:35±2×2.5%/10.5kv;接线组别:yndll;阻抗电压:ud%=8。

邯钢mm热轧生产线轧制节奏的分析及优化邯钢mm热轧生产线作为中国钢铁厂商之一,一直致力于提高生产效率和产品质量。
热轧生产线是邯钢mm主要的生产部门之一,也是钢材生产的核心流程之一。
但是,由于生产条件和工艺的限制,热轧生产线轧制节奏的分析和优化变得尤为重要。
本文将对邯钢mm热轧生产线的轧制节奏进行分析,并提出一些优化建议。
一、热轧生产线轧制节奏分析1.生产线概述邯钢mm热轧生产线主要生产各种规格的铸坯和钢材,主要设备包括鼻架、四辊轧机、热剪机、冷卷机等。
该生产线按照生产流程将铸坯加工成钢材。
2.节奏分析邯钢mm热轧生产线轧制节奏的优化主要是基于四辊轧机的节奏进行分析和改进。
四辊轧机是热轧生产线的核心设备,负责对钢坯进行轧制、整形和调整。
其轧制节奏对整个生产线的生产率和质量起着至关重要的作用。
在实际生产中,四辊轧机的轧制节奏与钢坯的温度、尺寸、宽度、厚度、材质和轧制工艺等因素密切相关。
在轧制过程中,四辊轧机的辊筒在高速旋转的同时,将钢坯进行成型和调整,使其得以达到设计要求。
由于钢坯的物理特性复杂,加工过程中易受外界因素的影响,四辊轧机的轧制节奏需要按照具体情况进行调整,以保证生产线的生产效率和产品质量。
在实际生产中,邯钢mm热轧生产线的轧制节奏主要表现在以下几个方面:(1)辊轴转速和逆向转速调整:辊轴转速和逆向转速决定了钢材的厚度和宽度。
在实际生产中,辊轴转速和逆向转速需要根据钢坯的尺寸、宽度和厚度等因素进行调整,以达到所需的钢材尺寸和厚度。
(2)调整轧制间隙:轧制间隙直接影响轧制效果和钢材的表面质量。
在实际生产中,轧制间隙需要根据钢坯的尺寸、宽度和厚度等因素进行调整,以保证钢材表面的质量和细节。
(3)调整辊轴位置:辊轴位置决定了钢坯的轧制路径和轧制力量。
在实际生产中,辊轴位置需要根据钢坯的物理属性和轧制工艺进行调整,以保证整个轧制过程的稳定性和效率。
(4)调整辊筒表面温度:辊筒表面温度对轧制效果和钢材表面的质量有着重要的影响。

球团生产线存在问题的解决摘要:随着我国社会经济的不断快速发展,冶金企业的发展也得到了相应的提升和进步。
球团生产线也就是在冶金企业内部将铁矿粉制成球团,进行加热焙烧,这也在一定程度上提升了物料的纯度,化肥企业使用粉煤压成球团进行气型煤的制造,进一步降低损耗增加收益。
因此当前在对球团生产线进行建设的过程中,需要掌握相应的实际情况,提升当前的判断能力和处理能力,对球团生产线中存在的问题进行解决,实现球团生产线的顺利生产。
关键词:球团生产线;问题;解决球团生产线主要指的是将细磨精矿制成可以满足当前物料加工的主要过程,其主要过程是将准备好的原料按照相应的比例进行分配和混合搅拌,并在造球机中进行滚动,从而制成的生球,随后使用预热焙烧和其他方式进行物理反应从而硬化固结。
原料加上无机粘接剂工艺流程相对比较简单,但是因为其中原料的灰度相对较高,导致制成球团内部的灰分含量较高。
1.球团生产工艺分析随着地球资源被不断的开采和开发,当前我国的矿产资源短缺,因此就需要对当前贫矿资源进行充分利用,选矿的技术也应该基于当前经济地选出品位相对较高的铁精矿,其主要粒度也在不断的进行精细。
不过当前这种精细矿不利于烧结,透气性相对较差,因此也对结矿的产量和质量进行相应的提升,使用球团方式对其进行处理也可以在一定程度上对其进行相应的改善。
由于精细矿容易成球,粒度越细,则成球概率越高,球团强度也越大[1]。
2.球团生产线的组建当前球团生产线的组成主要分为回转窑,干燥机,环冷机,造球机,主抽风机,沸腾炉,配料圆盘,鼓风,干燥风机,回热风机,除尘器,以及空压机等。
其次一些购置的主机设备还有德国的强力混合机等。
当前在进行施工建设期间,通过相应的筹备和考证,针对原设计部分工艺设备进行了相应的改进,主要包括了以下几个方面。
首先,对生球破碎和干球破碎工艺设备取消,该工序设备故障率相对较高。
其次将当前的散料胶带机改为分段运输方式。
一些在干燥段下来的散料在胶带机中运输的过程中会直接进入返料皮带,预热段下来的散料输送到斗提机内会直接转进回转窑,其主要目的是为了对当前的斗提机负荷进行减轻。

邯钢烧结配加钢渣生产实践随着我国钢铁工业的发展,钢渣已成为一种重要的工业废弃物。
为了减少钢渣的排放和资源浪费,邯钢公司采用烧结配加钢渣的方法进行资源化利用。
本文将从邯钢烧结配加钢渣的生产实践、技术创新以及经济效益等方面进行探讨。
一、邯钢烧结配加钢渣的生产实践邯钢公司是一家大型钢铁企业,其主要产品为钢材和铁合金。
由于钢铁生产过程中产生的钢渣占比较大,因此邯钢公司一直致力于钢渣的资源化利用。
烧结配加钢渣是邯钢公司采用的一种钢渣资源化利用方式。
具体来说,邯钢公司将钢渣烧结到烧结矿中,使其与烧结矿一起进行烧结。
烧结后的烧结块经过破碎、筛分等工序,将粒度较小的烧结矿和钢渣混合后,再通过球团机进行球团化。
球团化后的球团经过焙烧和冷却等工序,最终得到高质量的球团铁和球团渣。
邯钢公司采用烧结配加钢渣的方法进行资源化利用,不仅可以减少钢渣的排放,还可以节约烧结矿的用量,提高生产效率。
同时,采用球团化的方法可以提高产品质量,降低生产成本。
二、邯钢烧结配加钢渣的技术创新邯钢公司在烧结配加钢渣的生产实践中,不断进行技术创新,提高生产效率和产品质量。
主要包括以下几个方面:1. 烧结配加钢渣的比例优化。
邯钢公司根据不同的钢渣性质和烧结矿性质,进行比例的优化,使得钢渣与烧结矿的配比更加合理,提高了球团化的效果和产品质量。
2. 球团化工艺的改进。
邯钢公司引进了先进的球团机和焙烧炉,对球团化工艺进行了改进,提高了球团铁和球团渣的质量,并且降低了能耗和生产成本。
3. 生产自动化水平的提高。
邯钢公司采用了先进的PLC控制系统和自动化生产线,实现了生产过程的自动化控制和数据采集,提高了生产效率和产品质量。
三、邯钢烧结配加钢渣的经济效益邯钢公司采用烧结配加钢渣的方法进行资源化利用,不仅可以减少钢渣的排放,还可以提高生产效率和产品质量,从而带来了显著的经济效益。
首先,采用烧结配加钢渣的方法可以减少钢渣的排放,降低了环保治理成本。
同时,由于烧结配加钢渣可以节约烧结矿的用量,降低了原材料成本。
氧化球团生产线流程简介1. 工艺系统描述1.1 原料部分1.1.1 铁精矿的受卸与堆存为了保证球团生产稳定、均匀的原料供应,设计建有一精矿料场。
1.l.2 铁精矿的配料在料场设有配料室,赤铁矿和磁铁矿按比例在此进行预配料。
1.1.3 精矿干燥来自料场的精矿,水分一般在 10% 左右,远高于铁精矿成球水分,因此必须进行干燥脱水,降到8%左右。
采用圆筒干燥机干燥1.1.4 润磨高压辊磨工艺对于增加物料表面积,改善物料表面活性和提高生球强度有着显著的作用。
精矿辊磨前比表面积~1300cm2/g时,辊磨后中心料比表面积可达到2000~2200cm2/g。
辊压机,进料水分宜控制在8%左右。
高压辊磨机1.1.5 膨润土配料为防止粘结剂的加入有可能对辊磨效果产生不良影响,因此,配料设在辊磨之后进行。
粘结剂采用膨润土,采用气力输送方式直接送至膨润土配料槽。
1.1.6 混合为了保证微量粘结剂能与铁精矿充分混匀,设计采用德国爱立许公司专有设备立式强力混合机进行混匀作业。
生产实践已证明该设备具有混匀效果好,运行可靠作业率高,检修更换方便,节能等特点,已在国内多条生产线上使用。
1.1.7 造球经润磨后的混合料与经过粉碎后的不合格生球 (<8mm,>16mm) 向圆盘造球机给料。
合格生球8-16mm1.1.8 生球筛分和布料生球的筛分、布料采用摆动胶带机 + 宽皮带机 + 辊式筛分布料机等设备组合而成的联合筛分布料装置。
8~16 mm 的合格生球则经布料很均匀地布到链篦机篦床上。
1.1.9 生球干燥、预热生球的干燥和预热在链篦机上进行。
链篦机设有三段 ( 鼓风干燥、抽风干燥、预热 ) 四室 ( 鼓风、抽风干燥 I 、抽风干燥II 、预热 )生球内的物理水、结晶水被脱除,同时发生磁铁矿的氧化,碳酸盐的分解,硫化物的分解、氧化等化学反应,并使预热球具有一定强度,再进入回转窑焙烧。
1.1.10 氧化焙烧球团的焙烧固结在回转窑中进行。
邯钢大型型钢生产工艺及设备主要特点邯钢大型型钢属邯钢老区钢轧系统改造项目,拆除邯钢原型钢生产车间,即邯钢一轧厂小型车间和二轧钢厂中型型钢生产线,异地改造建设大型型钢车间。
邯钢大型型钢生产线是目前我国规模最大,自动化程度最高、技术装备最先进的钢轨及型钢生产线,具有世界先进水平。
1.概述大型型钢车间年设计生产能力为138。
该车间轧线关键设备,如万能轧机、热打印机、复合辊式矫直机、压力矫直机、锯钻机床等有SMS-MEER引进,其他设备国内设计制造或合作制造。
1.1主要产品(1)H型钢(mm×mm):中翼缘H型钢HM400~600×300;窄翼缘H型钢HN400~600×200;薄壁H 型钢HT400×150~200;宽翼缘H型钢HW250~300×250~300。
(2)钢轨:重轨38~75kg/m;起重机钢轨QU80~QU100。
(3)普通型钢:工字钢25~36#;槽钢25~36#;角钢18~20#;L250~500;钢板桩SP-U400、SP-U600;矿用型钢工12#、U29;球扁钢300~400。
1.2 坯料坯料尺寸:宽度×高度×腰厚为446×260×85、450×350×90和750×370×90的异型坯;380×280、325×280的矩形坯。
1.3 工艺流程根据产品要求,工艺流程分为型钢工艺流程和钢轨工艺流程。
型钢工艺流程:钢坯上料→步进梁式炉加热→高压水除磷→开坯机BD1轧制→开坯机BD2轧制→热锯切头→万能可逆轧制(U1EU2)→万能精轧(Uf)→热锯切尾、取样→冷床冷却→矫直机矫直→横移→冷锯切定尺→检查堆垛→打捆称重→收集入库。
钢轨工艺流程:钢坯上料→步进梁式炉加热→高压水除磷→开坯机BD1轧制→开坯机BD2轧制→热锯切头→万能可逆轧制(U1EU2)→万能精轧→钢轨打印→热锯切尾、取样→钢轨余热淬火→冷床冷却→矫直机矫直→横移→探伤、平直度检测→压力补矫→锯钻加工→轨端淬火→检查收集→入库。
收稿日期:2010-07-12 联系人:李军(056015)河北邯郸钢铁集团公司贮运中心球团车间邯钢Ⅱ期氧化球团生产线的设计特点及生产梁合敏 李 军 曾才兵(河北钢铁集团邯钢公司贮运中心) 摘 要 介绍了邯钢Ⅱ期200万t/a 链篦机-回转窑氧化球团生产线的设计特点及投产一年多来的生产情况。
一年多来,通过加强管理,完善设备,改进操作,实现了长周期稳定运行,各项经济技术指标均达到较好水平。
关键词 链篦机-回转窑 氧化球团 设计特点 生产1 前 言邯钢Ⅱ期200万t/a 链篦机-回转窑氧化球团生产线于2009年6月1日顺利建成投产。
生产线的设计和建设,充分总结、汲取了邯钢Ⅰ期球团和国内兄弟单位的成功经验,在Ⅰ期的基础上,对制约生产的难点问题进行了大量改进和完善,使工艺配置、生产流程更为完善、先进。
Ⅱ期球团生产线投产便实现了达产达效。
运行一年多来,通过加强生产组织管理,不断进行操作技术改进和设备完善,提高设备维护保障水平,努力提高生产水平,取得了明显效果。
生产线实现了长周期稳定均衡生产,各项经济技术指标均达到较好水平,通过推行“6S ”精益管理,现场作业环境也得到了极大改善。
2 设计特点211 流程设计特点Ⅱ期球团在工艺流程选择上基本与Ⅰ期相同,其主要流程设置为:精矿配料→精矿干燥(旁路)→辊筛(精矿杂物筛除)→精矿高压辊磨→二次配料(膨润土、除尘灰配入)→混合→造球→生球筛分→布料→生球干燥预热→氧化焙烧→成品球冷却→成品球储存→成品球输出。
212 工艺设计特点Ⅱ期球团在工艺设计上较Ⅰ期具有以下特点:6 结 语用汽轮机替代电动机拖动烧结主抽风机是烧结厂节能降耗的有效途径之一,以热代电是一项值得重视和推广的技术。
汽轮机拖动烧结主抽风机,技术上成熟可行,投资回收期短,节能效果非常明显,效益显著,为钢铁行业节能降耗、降低成本开拓了新思路。
Discussion on Using Steam Turbine Instead of Electric Motorto Drive Sintering Main Sintering F anZhou Zhian et al 1 Abstract The steam turbine was used instead of motor to drive main sinterin g fan and reduce cost ,its feasibility andreliability were described ,the s pecial considerations for steam turbine to drive the main sinterin g fan system and turbine design and its advantages and disadvantages were introduced ,the economy of replacing motor with steam turbine to drive main sintering fan was compared and analyzed 1The technology of using steam turbine instead of motor to drive main sintering fan is mature and it can save energy and reduce consumption 1K eyw ords steam turbine ,motor ,main sintering fan ,save energy and reduce consumption4烧结球团Sintering and Pelletizing第35卷 第5期2010年10月 (1)工艺流程配置完善,布局合理紧凑、流畅,流程短。
(2)精矿干燥系统设计为旁路,流程上可选择对原料过湿水分、冬季冻块进行干燥、破碎处理,解决了由于干燥机出料不稳,影响辊压机稳定运行的问题。
(3)精矿杂物辊筛的设计,由24辊增加到32辊,增加了有效筛分面积和处理能力,改善原料辊压条件。
(4)设置链篦机干散料、除尘灰内部循环回收利用系统。
干散料经皮带机收集,锥磨机破碎,小斗提提升到湿返料胶带机,与湿返料一起返回造球;除尘灰采用浓相气力输送技术全部回收到除尘灰仓参与配料,降低吨矿铁元素消耗和成本。
(5)改全抽风干燥工艺为鼓2抽结合干燥工艺,改善生球干燥预热效果,提高产能。
在链篦机机尾回程密封罩两侧设除尘点,引入环境电除尘系统,解决鼓抽结合工艺链篦机机尾扬尘大、环境恶劣的问题,改善现场环境,节省投资。
(6)将布料筛分机辊数从24辊增至36辊,优化倾角设计,改善筛分效率、布料效果和料层透气性,减少入炉粉末,提高入窑干球质量。
(7)改进耐火材料砌筑技术及方案,提高其使用寿命和保温效果。
率先改链篦机炉顶传统预制件砌筑方式为整体现浇;高温侧墙改现浇为高铝砖、粘土砖整体砌筑。
回转窑窑体高温部位采取防结圈技术,选用防结圈耐磨材料,有效防止结圈;延长窑尾溜槽长度,采用异型砖砌筑。
环冷机Ⅰ、Ⅱ冷段上罩侧墙采用预制件和浇注料交替砌筑;回热风高温段管道易损部位选用龟甲网和重质料等,有效提高耐材整体使用寿命。
(8)环冷机采用水封设计,有效减少漏风和岗位扬尘。
(9)采用纯焦炉煤气作焙烧燃料,与Ⅰ期球团使用高炉和焦炉混合煤气相比,配入冷空气量减少,热量损失降低。
由于高热值的焦炉煤气燃烧、热辐射能力强,高温焙烧效果更佳,因此生产同质量球团矿的工序能耗明显降低。
(10)所有岗位、皮带通廊、转运站均设计水冲或空气吹扫装置,完成卫生清扫或漏斗粘料、堵料吹扫。
213 主要设备的性能规格综合考虑生产线所处地理环境、原料条件、生产能力、产品指标和经济效益、社会效益等因素,本着经济、实用的原则,主要设备选取及性能规格如下:(1)圆筒干燥机改 316m×31m为 316m ×24m,采用焦炉煤气为热源。
(2)采用高压辊磨机对精矿粉进行辊磨处理,增加其比表面积。
(3)选用德国爱力许DW29/5强力混合机,改善成球条件。
(4)配置9台 6000mm×600mm圆盘造球机(预留1台);每个造球盘下设21辊辊式筛分机,筛出9~16mm合格生球;然后采用36辊辊式筛分布料机,筛尽-6mm小球,并将合格生球均匀布到链篦机上。
(5)链篦机为四段三室,双侧回热抽风,规格415m×60m。
(6)回转窑 611m×40m,双侧驱动采用进口液压马达。
(7)环冷机规格150m2。
(8)配备120万m3/h主抽风机及130m2环境除尘器等。
3 生产实践311 原料条件邯钢没有自己的矿山和固定矿源,球团生产所用原料全部外购,吃的是“百家饭”,来料品种多,理化性能波动大,杂物多。
主要原料有唐山、冀东、东北、邯邢等地国产磁铁精粉和高镁粉;巴西赤铁精粉、智利磁铁精粉、乌克兰磁铁精粉、秘鲁磁铁精粉等进口粉。
各种原料的理化性能及配料结构列于表1。
所用膨润土的理化性能列于表2。
由于近年进口精粉价格高于国产精粉,国产精粉资源紧张,进口粉采购量有限。
为合理控制球团原料成本,球团生产主要原料结构采52010年第5期梁合敏等 邯钢Ⅱ期氧化球团生产线的设计特点及生产表1 铁精粉的理化性能和配比(%)原料名称配比TFe SiO2MgO S Al2O3TiO2H2O R2-01074mm 国产精粉50~7564180612001330101901710122810010856~70高镁粉1049150519913150164014501071110010955巴西精粉15~206512431750105-01950110718010170~80智利精粉20~406614521350142010201680125815011580~90乌克兰精粉20~306612051310134010501320102715010480~90秘鲁精粉15~206815021300140013501350110814011185~95表2 膨润土的理化性能蒙脱石/%胶质价/倍膨胀容/mL・g-1吸蓝量/g・(100g)-1吸水率/%-01074mm/%水分/%6246155833480951215用50%~70%国产精粉、10%高镁粉和30%以内一种或两种进口精粉搭配使用。
312 改善生产指标和降低能耗措施31211 加强原料准备“七分原料,三分操作”说明了原料条件及其准备在球团生产中的重要性,特别是对造球操作尤其重要。
为此,我们非常重视原料加工工序,精心设计配料仓出口,合理选择配料秤;将精矿干燥机设计为旁路,减少上料事故停机和稳定料流;增大精矿杂物辊筛选型,强化杂物筛分,保护辊压机辊钉,延长其使用寿命。
强化辊压机操作和维护,将辊压机运行纳入主线设备管理和考核,组织原料100%辊压,提高辊压机作业率,优化运行工作压力、辊缝、料位等重要操作参数,要求日常工作压力不小于8MPa,辊缝达到20mm以上,料柱稳定控制在115~210m之间。
31212 精心操作,提高生球质量,稳定流量造球、筛分系统是生产组织、操作的重要工序,产量、质量能否上去,造球是关键。
为了造好球,我们重点抓了以下几方面的工作:(1)根据原料特点,及时确定调整好球盘倾角、转速、给料量等操作参数;定期组织或轮流对旋转刮刀、边刮刀、生球筛辊隙进行调整、检修,保证刮刀距盘底适宜高度和辊筛上部9辊辊隙为8~9mm,下部12辊辊隙为15~16mm。
(2)加强培训,提高造球工的操作技能;制定严格的生产操作标准,控制返料量,做到勤调整、勤检测,提高生球质量和稳定流量。
同时,车间加大抽查力度,要求生球落下指数不小于5次、抗压强度达到12N/个以上、粒度合格率达到80%以上。
(3)按产能及时组织匹配好造球室两侧球盘开启数量和给料量,平衡集球皮带机两侧流量,为布料创造条件。
31213 抓好干返料、除尘灰的回收利用干返料、除尘灰的回收利用实现了含铁废料的零外排,避免了其外排产生二次扬尘,污染厂区和周边环境,同时也降低了这些废料的转运费用,节约了生产成本。
投产后,由于链篦机干散料量较少,通过锥磨机破碎时,存在料量波动大、含有湿料等问题,加上锥磨机自身的缺陷,造成锥磨机频繁跳闸,影响生产稳定顺行。
为此,我们组织了干返料回收处理技术攻关,发现少量干返料直接参与造球,对造球操作和球团矿质量影响很小。
鉴于此,我们设置了干返料直过旁路,停用锥磨机,并在控制好干返料量上下功夫。
首先,控制好链篦机布料,将料层厚度控制在180~220 mm,杜绝布料溢料和防止篦板烧坏,对烧损的篦板及时更换。