M04 S__ ; 2、程序结束指令:
整个程序结束:M02、M30 程序暂停:M00(无条件)
M01 (有条件) 3、冷却液的开停 :
M08:冷却液开 M09:冷却液关
ppt课件
返回20
准备功能
准备功能:简称G功能,是使数控机床作好某 种操作
准备的指令。用地址G后缀两位数字表示,从G00~G99共100
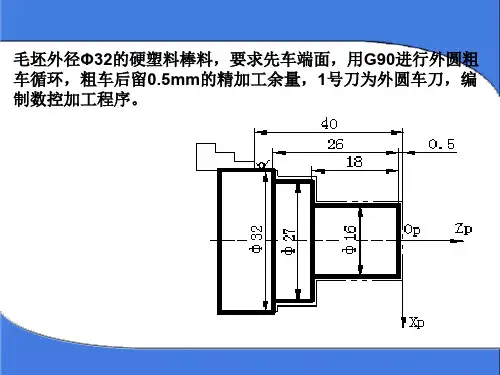
程序号 程序内容 程序结束
O2009;
N05 T0101 M03 S300;(每一行为一程序段)
N10 G00 X18.5 Z2.0 ;
N15 G01 X18.5 Z-30.0 F0.1 ;
N20 G01 X25.0 Z-30.0 ;
N20 G00 X25.0 Z2.0 ;
N25 G00 X13.0 Z2.0 ;
ppt课件
1
学习内容
数
认 知 数 控 车床
控
车
数控车床安全操作规程
床
编 程
数 控 车 床 的 编程方法
基
础
编 程 例 题 及 作业
ppt课件
2
经济型数控车床(SIEMENS 802C系统)
ppt课件
3
全功能型数控车床(FANUC 0i-TB系统) 全功能型数控车床(FANUC 0i-TB系统)
a、 尽可能与设计、工艺和检验基准重合 图2
b、 便于数学计算、简化程序编制
c、 便于对刀
d、 便于观察
ppt课件
10
机床坐标系与工件坐标系的区别
X' 机床坐标系
X 工件坐标系
刀架中心点
φ20 φ13
O
O'
O
Z
Z'