有凸缘拉深计算---计算例题
- 格式:ppt
- 大小:428.50 KB
- 文档页数:9

设计题目:宽凸缘圆筒形件拉深模具设计。
设计与计算步骤:1. 拉深工艺计算(1)修边余量的确定查表4-2(来自《冲压模具课程设计指导与范例》——化学工业出版社,以下所查各表均出自此)得修边余量∆R=4.3(2)毛坯尺寸的计算查表4-4,知222212124342()4d d h r d d r d d ππ+++++-其中1d =72,2d =78,3d =84,4d =109.6,r=3,h=32 计算出D=152mm 。
(3)确定拉深次数和拉深系数查表4-9得工件第一次拉深的最大相对高度11/0.6h d = 查表4-10得第一次拉深时的拉深系数10.51m =/0.487h d =<11/0.6h d =,所以工件可一次拉出。
2. 拉深力的计算查表4-19. 13 3.14722410 1.1203.9l b F d t k KN πσ==⨯⨯⨯⨯=3. 压边力和压边装置的设计查表4-11,确定此拉深工艺需要采用压边圈,采用弹性压边装置td11-推杆; 12-推板;13-紧固螺钉; 14-紧固螺栓; 15-空心垫板; 16-压边圈; 17-螺母; 18-下模座压边力的计算: 221[(2)]4Y A F D d r P π=-+查表4-27、4-28。
计算得:22[152(7229.6)]334.8,49.6Y A F KN π=-+⨯⨯===其中r 4.压力机吨位的选择203.934.8238.7KN F F F >+=+=压拉压力机行程应满足:S>2.5h 100mm =工件 根据表9-9,选择压力机型号J23-80。
其主要技术规格如下。
KN mm mm mm mm⨯公称压力:1000最大装模高度:480工作台尺寸:7101080连杆调节量:100滑块行程:1305.拉深模结构设计(1)拉深凸、凹模圆角半径a.凹模圆角半径r 9.6A === b.凸模圆角半径(0.6~1)0.89.67.68T A r r ==⨯= (2)拉深凸、凹模间隙查表4-32,取单边间隙Z/2=2.2mm(3)凸、凹模工作零件尺寸计算A0.12A max00000T max T0.080.08D(0.75)80d0.75Z75.6DDδδ++---=-∆==-∆-==凹模尺寸凸模尺寸()(80-0-4.4)其中A Tδδ、由表4-34查取。

宽凸缘圆筒形拉伸件级进模具设计实例定义:——凸缘的相对直径(d p包括修边余量)——相对拉伸高度(所有数据均取中性层数值)带凸缘圆筒形件拉伸一般分为两类:第一种:窄凸缘 = 1.1~1.4第二种:宽凸缘> 1.4计算宽凸缘圆筒形件工序尺寸原则:1.在第一次拉伸时,就拉成零件所要求的凸缘直径,而在以后的各次拉伸中,凸缘直径保持不变。
2.为保证拉伸时凸缘不参加变形,宽凸缘拉伸件首次拉入凹模的材料应比零件最后拉伸部分实际所需材料3%-10%(按面积计算,拉伸次数多去上限,拉伸次数少去下限),这些多余材料在以后各次拉深中逐次将1.5%-3%的材料挤回到凸缘部分,使凸缘增厚避免拉裂。
这对材料厚度小于0.5mm的拉伸件效果更显著。
凸缘圆筒形件拉伸工序计算步骤:1.选定修边余量(查表1)2.预算毛培直径3.算出x100 和,查表2第一次拉深允许的最大相对高度之值,然后与零件的相对高度相比,看能否一次拉成。
若≤则可一次拉出,若>则许多次拉深,这是应计算各工序尺寸。
4.查表3第一次拉深系数m1,查表4以后各工序拉深系数m2、m3、m4……,并预算各工序拉深直径,得出拉深次数。
5.调整各工序拉深系数。
计算实例1.产品件简化凸缘直径:d p=74.9 拉伸直径:d=43.15 拉伸高度:H=19.5 材料厚度:t=1 2.修边余量表1 带凸缘拉深件修边余量凸缘尺寸dp相对凸缘尺寸 dp/d≤1.5 >1.5~2 >2~2.5 >2.5~325 1.6 1.4 1.2 1 50 2.5 2 1.8 1.6 100 3.5 3 2.5 2.2 150 4.3 3.6 3 2.5 200 5 4.2 3.5 2.7 250 5.5 4.6 3.8 2.8 300 6 5 4 3相对凸缘尺寸:=74/43.15=1.71 ;根据上面的表格(表1) 1.5<=1.71<2 ;50<dp=74 <100则,带凸缘的拉伸件修边余量:2~3,取值 3 则,带凸缘的拉伸件修边余量:Δd=3 mm3. 展开根据成型前后中性层的面积不变原理使用UG 测量出拉深件中性层面积7379.0492 mm ² (不推荐使用公式计算,个人感觉一般计算得数偏大,故本文省略公式) 则,展开尺寸D== 96.95≈97 mm凸缘直径:d 凸=80.9拉伸直径:d=43.15拉伸高度:H=19.5材料厚度:t=1修边余量:Δd=3展开直径:D=974. 拉深系数确定表2 带凸缘拉深件的首次拉深系数凸缘相对直径dp/d1 材料相对厚度x100≤0.2>0.2~0.5 >0.5~0.1 >1~1.5 >1.5≤1.1 0.64 0.62 0.6 0.58 0.55 >1.1~1.3 0.60 0.59 0.58 0.56 0.53 >1.3~1.5 0.57 0.56 0.55 0.53 0.51 >1.5~1.8 0.53 0.52 0.51 0.50 0.49 >1.8~2 0.470.46 0.45 0.440.43凸缘相对直径dp/d1 材料相对厚度x100≤0.2 >0.2~0.5 >0.5~0.1 >1~1.5 >1.5 ≤1.1 0.45 0.50 0.57 0.65 0.75 >1.1~1.3 0.40 0.45 0.50 0.56 0.65 >1.3~1.50.350.40 0.45 0.500.58>1.5~1.8 0.29 0.34 0.37 0.42 0.48>1.8~2 0.25 0.29 0.32 0.36 0.42表4 带凸缘拉深件的以后各次拉深系数凸缘相对直材料相对厚度x100径dp/d1≤0.2 >0.2~0.5 >0.5~0.1 >1~1.5 >1.5 m2 0.80 0.79 0.78 0.76 0.75m3 0.82 0.81 0.80 0.79 0.78m4 0.85 0.83 0.82 0.81 0.80m5 0.87 0.86 0.85 0.84 0.82(1)验证可否一次完成拉伸材料相对厚度:t/D=1/97×100=1.03≈1凸缘相对直径:dp/d=80.9/43.15=1.87总的拉伸系数:M=d/D=43.15/97=0.45根据上表(附表2):0.5< t/D ≤1;1.8< dp/d <2则有工艺切口的首次最小拉伸系数 M1=M根据上表(附表3)有工艺切口的首次拉伸最大相对高度:h/d=19.5/43.15=0.45>0.32所以,根据 M1=M 和 h/d=0.45>0.32 ,判定一次拉伸不能成功,需要多步拉伸。

例:图示带凸缘筒形件拉深工序计算。
分析:零件具有双耳凸缘,拉深时应拉出圆形凸缘,拉深后再用冲裁方法加工出凸缘所要求的形状,并完成冲孔。
凸缘直径mm d f 806268=⨯+= 相对凸缘直径7.14680==d d f 零件属于宽凸缘拉深件,且零件高度大于直径,可采用缩小直径增加深度的拉深方法。
拉深件圆角半径较小,拉深时凸、凹模圆角取合理的数值,拉深后采用整形的方法使圆角半径达到要求。
工序件尺寸计算按零件图所标注的尺寸进行计算。
1. 确定修边余量修边余量为3mm ,则凸缘直径mm d f 862380=⨯+=2. 计算毛坯直径)2.135(13614644.360464863.44dR-dh 4d D 22t =⨯⨯-⨯⨯+=+=3. 判断能否一次拉深4. 决定实际采用的毛坯直径考虑到相对板料厚度较小,为了防止后续拉深出现拉破现象,决定首次拉深按表面积计算多拉入3%的材料,在后续拉深中再将多拉入的料返回到凸缘根部,就可防止再拉深时因凸缘区材料再流入凹模而出现拉破现象。
实际采用的毛坯直径为:mm D D 13813603.103.11=⨯==5. 计算首次拉深直径 设2.11=d d f由表查得m t =0.53,则首次拉深直径为:7313853.011=⨯=⨯=D m d t验算所选取的m t 是否合适。
6. 计算再拉深工序件的直径m 2=0.78、m 3=0.80、m 4=0.827. 确定各次拉深的圆角半径8. 计算各次工序件的高度首次按表积计算多拉入了3%的料,如果后两次拉深每次按表积计算返回到凸缘根部为1.5%的料,则后两次拉深的毛坯直径为:mm D D mmD D 1361371360015.1015.132===⨯==工序件的高度:n d p d p n fn n d r r r r d d D h n n n n 222214.0)(43.025.0-+++-=h 2=54h 3=63。
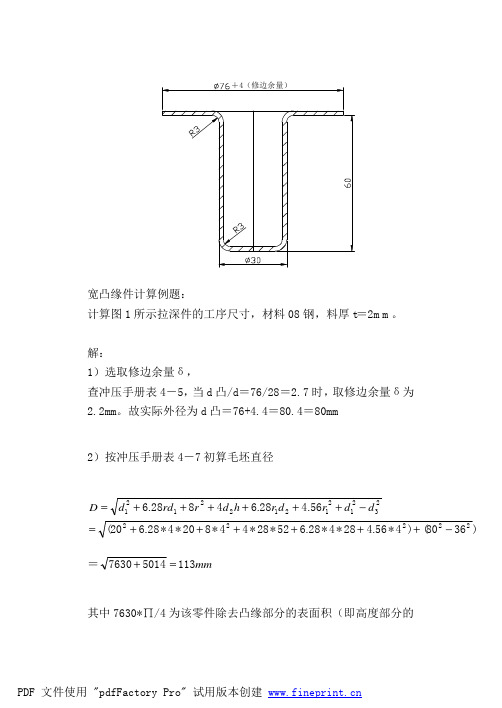
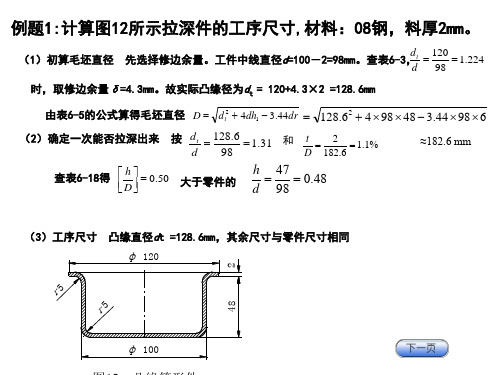
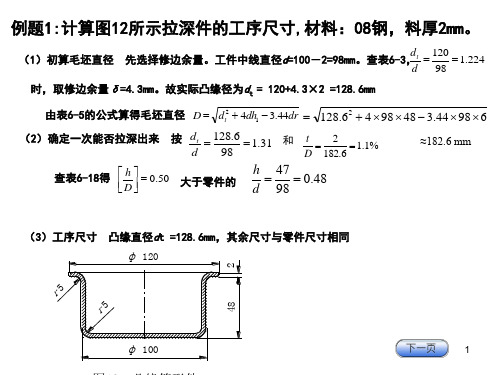
宽凸缘件计算例题:计算图1所示拉深件的工序尺寸,材料08钢,料厚t =2mm 。
解:1)选取修边余量δ,查冲压手册表4-5,当d 凸/d =76/28=2.7时,取修边余量δ为2.2mm 。
故实际外径为d 凸=76+4.4=80.4=80mm2)按冲压手册表4-7初算毛坯直径)3680()4*56.428*4*28.652*28*44*820*4*28.620(56.428.64828.6222222321212122121−++++++=−++++++=d d r d r h d r rd d D =mm 11350147630=+其中7630*∏/4为该零件除去凸缘部分的表面积(即高度部分的表面积)。
因为材料拉深深度比直径大很多,这种宽凸缘件在算展长时高度要多拉,根据上述计算工序尺寸原则,重新计算毛坯直径。
拟于第一次拉入凹模的材料比零件最后拉深部分实际所需材料多5%,这样毛坯直径应修正为:11551048012510405.1*7630=+=+=D mm3)确定能否一次拉出h/d =60/28=2.14;d 凸/d =80/28=2.86;t/D*100=200/115=1.74查表4-20得[h1/d1]=0.22< h/d= 2.14,故一次拉不出来。
4)计算拉深次数及各次拉深直径由d 凸/D =80/115=0.69;t/D*100=200/115=1.74;r/t =9/2=4.5,查表4-22选取:[m1]=0.47, m1=0.49,则d1=m1*D =0.49*115=56; 由表4-15查得:[m2]=0.74, m2=0.74,则d2=m2*d1=0.74*56=42;[m3]=0.77, m3=0.77,则d3=m3*d2=0.77*42=32;[m4]=0.79, m4=0.79,则d4=m4*d3=0.79*32=25<dm; 调整:[m1]=0.47, m1=0.495,d1=m1*D =0.495*115=56;Δm1=0.025[m2]=0.74, m2=0.77,d2=m2*d1=0.77*56=43;Δm2=0.03[m3]=0.77, m3=0.79,d3=m3*d2=0.79*43=34;Δm3=0.02[m4]=0.79, m4=0.82,d4=m4*d3=0.82*34=28; Δm4=0.03 可以看出各次拉深系数差值Δm 颇接近,,即变形程度分配合理。
拉深习题及答案一、填空题1 拉深系数 m 是拉深后的工件直径和拉深前的毛坯直径的比值, m 越小,则变形程度越大。
2 拉深过程中,变形区是坯料的凸缘部分。
坯料变形区在切向压应力和径向拉应力的作用下,产生切向压缩和径向伸长的变形。
3 拉深时,凸缘变形区的起皱和筒壁传力区的拉裂是拉深工艺能否顺利进行的主要障碍。
4 拉深中,产生起皱的现象是因为该区域内受较大的压应力的作用,导致材料失稳 _ 而引起。
5 拉深件的毛坯尺寸确定依据是面积相等的原则。
6 拉深件的壁厚不均匀。
下部壁厚略有减薄,上部却有所增厚。
7 在拉深过程中,坯料各区的应力与应变是不均匀的。
即使在凸缘变形区也是这样,愈靠近外缘,变形程度愈大,板料增厚也愈大。
8 板料的相对厚度 t/D 越小,则抵抗失稳能力越愈弱,越容易起皱。
9 正方形盒形件的坯料形状是圆形;矩形盒形件的坯料形状为长圆形或椭圆形。
10 用理论计算方法确定坯料尺寸不是绝对准确,因此对于形状复杂的拉深件,通常是先做好拉深模,以理论分析方法初步确定的坯料进行试模,经反复试模,直到得到符合要求的冲件时,在将符合要求的坯料形状和尺寸作为制造落料模的依据。
11 影响极限拉深系数的因素有:材料的力学性能、板料的相对厚度、拉深条件等。
12 一般地说,材料组织均匀、屈强比小、塑性好、板平面方向性小、板厚方向系数大、硬化指数大的板料,极限拉深系数较小。
13 拉深凸模、凹模的间隙应适当,太小会不利于坯料在拉深时的塑性流动,增大拉深力,而间隙太大,则会影响拉深件的精度,回弹也大。
二、选择题(将正确的答案序号填到题目的空格处)1 、拉深前的扇形单元,拉深后变为 ____ B _______ 。
A 、圆形单元B 、矩形单元C 、环形单元2 、拉深后坯料的径向尺寸 _____ A _____ ,切向尺寸 ___ _A ______ 。
A、增大减小B、增大增大C、减小增大D、减小减小3、拉深过程中,坯料的凸缘部分为 _____B_____ 。
关于教材P150页例题的说明:教材P150页拉深例题的计算是正确的,只是过程有些同学不太理解,例题中省略了中性层示意图,在此补充并仔细说明一下。
1、教材例题零件图如下,材料为08F,料厚为1mm。
请:(1)计算其坯料尺寸及拉深各工序件尺寸(包括拉深次数、各工序件直径、工件高度、圆角半径)。
1、答题:由于料厚度≧1mm,所以,公式4-5中,各计算尺寸应该用中径。
各中性层尺寸图如下:由h/d=(97-0.5)/(72+1)=1.32查表得修边量:△h=3.8mm零件图各中性层尺寸如下:d=d2=72+t=72+1=73mm,r=R+t/2=3+1/2=3.5mm,h=97-t/2=97-1/2=96.5mm,H=h+ △h =97-t/2+△h =100.3mm(1)毛坯D 的计算:上式等同于教材的计算:或者,直接把以上各尺寸代入公式教材4-5:最后结果都一样:D=184.85mm ≈185mm(2)拉深次数判断同教材(3)确定拉深次数同教材(4)个拉深工序尺寸计算:各工序件直径、工件高度、圆角半径。
同教材。
看懂了这个例题,所布置IDE 作业就不需要再做答案了。
22225.3*8)]5.03(*2)172[(*5.3*14.3*2]35.08.3)5.097[(*)172(*4]5.3*2)172[(8)(*14.3*2)(4)2(++-++--+-++-+=+-+-+-=r r d r H d r d D 225.3*83*272(*5.3*14.3*2]318.397[(*)172(*4]3*272(+-+--+++-=D 22225.3*56.05.3*)172(*72.1]8.3)5.097[(*)172(*4)172(56.072.14(-+-+-+++=--+=r rd dH d D。
课程设计带凸缘筒形件首次拉深的拉深模设计一、工艺分析1,冲压工艺方案的设定:考虑到零件的生产批量,经过分析得采用反拉深复合膜生产。
2,先剪切条料→落料→第一次拉深→……第四次拉深→修边。
二、工艺参数的计算 。
如上右图所示的拉深件。
(1) 查表4-6选取修边余量Δd 由d 凸d=7529=2.6 、 d 凸=75mm 得出Δd=2.2实际d 凸=75+2×2.2=79.4≈79 (2),初算毛坯直径。
根据公式(4-9a )得出:D =√d 12+4d 2h +2πr (d 1+d 2)+4πr 2+d 42−d 32,将d 1=20 d 2=29 d 3=38d 4=79 h=40 r=4 代入上式得出D=√202+4×29×40+2×3.14×4(20+29)+4×3.14×42+792−382 =√6472+4797≈106,其中6472为工件不包含凸缘部分的表面积,即零件实际需要拉深部分的面积。
(3),判断能否一次拉出。
由h d =4929=1.69 、d 凸d=7929=2.72 、 t D ×100=1106x100=0.94查表4-14得出h1d 1=0.17﹣0.21、而零件实际需要的为1.69、因此不能一次拉深完成。
(4),计算拉深次数及各工序的拉深直径。
,因此需要用试凑法计算利用表4-14来进行计算,但由于有两个未知数m和d td1拉深直径。
下面用逼近法来确定第一的拉深直径。
的值为由于实际拉深系数应该比极限拉伸系数稍大,才符合要求,所以上表中d td11.5、1.6、1.7的不合适。
因为当d t的值取1.4的时候,实际拉深系数与极限拉深系数接近。
故初定第一次d1拉深直径d1=56.因以后各次拉深,按表4-8选取。
故查表4-8选取以后各次的拉深系数为当m2=0.77时d2=d1×m2=56×0.77=43mm当m2=0.79时d3=d2×m3=43×0.79=34mm当m3=0.81时d4=d3×m4=34×0.81=27mm<29mm因此以上各次拉程度分配不合理,需要进行如下调整。